ОБРАБОТКА ДРЕВЕСИНЫ ФРЕЗЕРОВАНИЕМ
Общие сведения
Заготовки пиломатериалов, полученные резанием, имеют припуски на обработку с помощью фрезерных станков. Кроме того, пиленые материалы могут иметь неправильную форму, непараллельность граней, неперпендикулярность смежных поверхностей, недостаточную чистовую обработку. Предельные отклонения по размерам и допустимые отклонения формы заготовок регламентированы соответствующими нормативными документами. Так, для заготовок хвойных пород продольная покоробленность по пласта и крыловатость характеризуются стрелой прогиба, которая должна быть не более 0,2% длины заготовки. Поперечная покоробленность определяется стрелой прогиба, которая должна быть не более 1% ширины заготовки.
Предельные отклонения размеров пиленых заготовок должны бьпъ (мм): при толщине и ширине от 35 до 100 ±2 мм, при ширине 110 мм ± 5 мм. При этом шероховатость заготовки не должна превышать 1250 мкм.
Все перечисленные недостатки устраняют фрезерованием, в процессе которого добиваются нужных размеров, формы и чистоты поверхности. Для этого в первую очередь обеспечивают базовую поверхность, по которой впоследствии устанавливают положение всех остальных поверхностей.
Технологические базы заготовок формируют на продольнофрезерных фуговальных станках, которые могут быть одно-, двух- и четырехсторонними. Обработку поверхностей в заданный размер по толщине выполняют на рейсмусовых станках, а
наборы различных фрез позволяют получить сложный профиль детали.
Технологической базой называют совокупность поверхностей, линий или точек заготовки, по отношению к которым ориентируются ее поверхности при обработке. Технологические базы заготовок в зависимости от назначения подразделяются на установочные, направляющие и опорные.
Режущие инструменты для обработки деревянных поверхностей на фрезерных станках
Для обработки поверхностей на фрезерных станках используют плоские ножи, цельные и съемные ножевые головки. Фрезеровочные ножи (рис.69) - это сменные режущие инструменты, позволяющие выполнять обработку деревянных поверхностей нужного профиля. Плоские с прямолинейной режущей кромкой ножи изготавливают шириной 40 и толщиной 3 мм. Их длина в зависимости от типа
станка может быть от 260 до 1610 мм. Для профильной обработки применяют фасонные ножи с поперечными прорезями, служащими для крепления на корпусе вала.
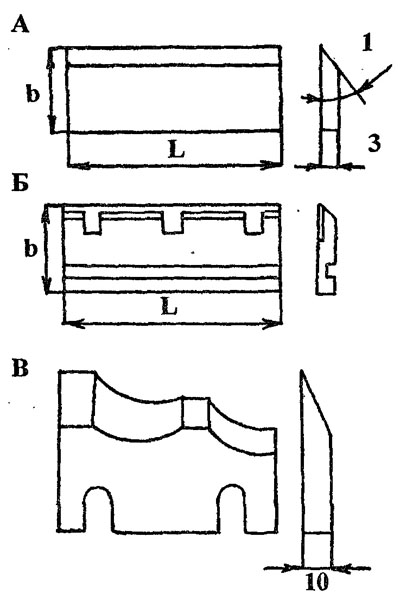 Рис. 69. Фрезеровочные ножи: A-без прорезей; Б-с пазом и пластинами из твердого сплава; В-фасонный с прорезями
Ножи с прямолинейной режущей кромкой затачивают по задней грани, выдерживая угол заострения 40°. Заточенные ножи должны отвечать следующим требованиям: -неравномерность ножа допускается не более 0,1 мм по длине 100 мм; -разнотолщинность ножей должна быть не более 0,05 мм; -угол заострения должен составлять 40 ±2°; -продол>ная и поперечная вогнутость передней грани ножа не должна превышать 0,1 мм по длине 100 мм; -отклонение от прямолинейности режущей кромки ножа допускается не более 0,025 мм по длине 100 мм. Прямолинейность лезвия контролируется поверочной линейкой, методом прикладывания лезвия ножа к ее рабочей поверхности; -радиус закругления режущей кромки ножа после доводки оселком должен быть в пределах 6-8 мкм. Фасонный нож должен иметь профиль, соответствующий профилю обрабатываемой детали. Требуемый профиль получают заточкой ножа на станке при помощи специального шаблона. Такие шаблоны изготавливают по чертежу профиля обрабатываемой детали.
Рис. 69. Фрезеровочные ножи: A-без прорезей; Б-с пазом и пластинами из твердого сплава; В-фасонный с прорезями
Ножи с прямолинейной режущей кромкой затачивают по задней грани, выдерживая угол заострения 40°. Заточенные ножи должны отвечать следующим требованиям: -неравномерность ножа допускается не более 0,1 мм по длине 100 мм; -разнотолщинность ножей должна быть не более 0,05 мм; -угол заострения должен составлять 40 ±2°; -продол>ная и поперечная вогнутость передней грани ножа не должна превышать 0,1 мм по длине 100 мм; -отклонение от прямолинейности режущей кромки ножа допускается не более 0,025 мм по длине 100 мм. Прямолинейность лезвия контролируется поверочной линейкой, методом прикладывания лезвия ножа к ее рабочей поверхности; -радиус закругления режущей кромки ножа после доводки оселком должен быть в пределах 6-8 мкм. Фасонный нож должен иметь профиль, соответствующий профилю обрабатываемой детали. Требуемый профиль получают заточкой ножа на станке при помощи специального шаблона. Такие шаблоны изготавливают по чертежу профиля обрабатываемой детали.
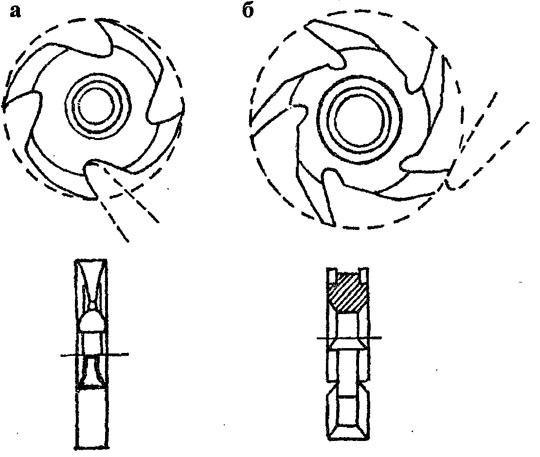 Рис. 70. Насадные цельные фрезы к четырехстороннему продольно-фрезерному станку: а-затылованные; б-с прямой задней гранью зубьев
Насадные цельные фрезы (рис.70) используют для фасонного фрезерования различных профилей. Фрезы с плоской задней поверхностью (остроконечными зубьями) служат для обработки плоскостей и прямоугольных пазов в деталях. Цилиндрические пазовые и прорезные фрезы делают с плоской задней поверхностью зубьев, к передней поверхности которых припаивают пластины из твердого сплава Для обработки двусторонних фасонных профилей и пазов используют составные фрезы, которые компонуют из цельных фрез. Сменные ножи и ножевые головки крепят в корпусе фрез. Методика крепления ножей в сборных фрезах показана на рис.71. Сборная фреза для вертикальных и горизонтальных шпинделей снабжена длинной 6 и короткой 5 цангами, которые имеют форму конусной втулки. Гайка 4 служит для крепления фрезы на валу шпинделя. Сборные фрезы для горизонтальных шпинделей имеют две
короткие цанги и две гайки, а положение ножей в корпусе меняют регулировочными винтами 7. В ряде случаев для профильной обработки деталей используют квадратные ножевые головки с плоскими толстыми ножками (рис.71 г). Однако малая надежность крепления ножей, позволяющая их смещение и вылет при вращении, накладывает на данный вид инструмента ограничения и без особой надобности от применения таких ножей следует воздержаться.
Рис. 70. Насадные цельные фрезы к четырехстороннему продольно-фрезерному станку: а-затылованные; б-с прямой задней гранью зубьев
Насадные цельные фрезы (рис.70) используют для фасонного фрезерования различных профилей. Фрезы с плоской задней поверхностью (остроконечными зубьями) служат для обработки плоскостей и прямоугольных пазов в деталях. Цилиндрические пазовые и прорезные фрезы делают с плоской задней поверхностью зубьев, к передней поверхности которых припаивают пластины из твердого сплава Для обработки двусторонних фасонных профилей и пазов используют составные фрезы, которые компонуют из цельных фрез. Сменные ножи и ножевые головки крепят в корпусе фрез. Методика крепления ножей в сборных фрезах показана на рис.71. Сборная фреза для вертикальных и горизонтальных шпинделей снабжена длинной 6 и короткой 5 цангами, которые имеют форму конусной втулки. Гайка 4 служит для крепления фрезы на валу шпинделя. Сборные фрезы для горизонтальных шпинделей имеют две
короткие цанги и две гайки, а положение ножей в корпусе меняют регулировочными винтами 7. В ряде случаев для профильной обработки деталей используют квадратные ножевые головки с плоскими толстыми ножками (рис.71 г). Однако малая надежность крепления ножей, позволяющая их смещение и вылет при вращении, накладывает на данный вид инструмента ограничения и без особой надобности от применения таких ножей следует воздержаться.
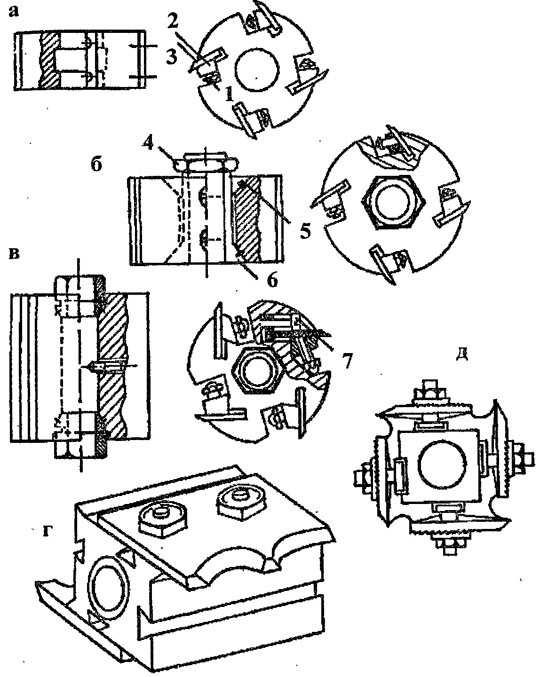 Рис. 71. Сборные фрезы к фрезерному станку: a-с посадкой на вертикальный шпиндель; б,в-с креплением на цангах; г,д-квадратные ножевые головки; 1-винт; 2-клин; 3-нож; 4-гайка; 5,6-цанги; 7-регулировочный винт
Рис. 71. Сборные фрезы к фрезерному станку: a-с посадкой на вертикальный шпиндель; б,в-с креплением на цангах; г,д-квадратные ножевые головки; 1-винт; 2-клин; 3-нож; 4-гайка; 5,6-цанги; 7-регулировочный винт
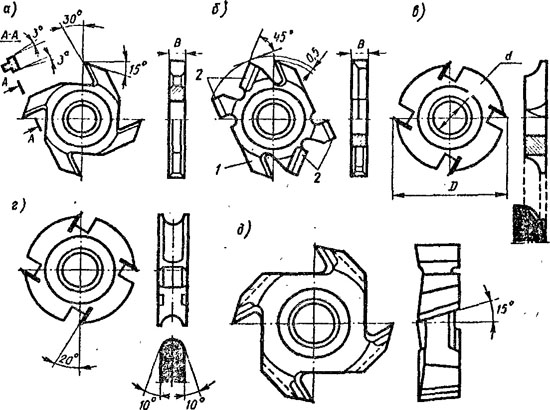 Рис. 72. Насадные цельные фрезы: а-пазовая для фрезерования вдоль волокон; б-пазовая для фрезерования поперек волокон; в,г-фасонные для профильного фрезерования; д-для фрезерования фальца и кромок облицованных деталей; 1-основной зуб; 2-подрезающие зубья
На фрезерных станках с нижним расположением шпинделя используют насадные пазовые, фасонные и цилиндрические фрезы. В станках с верхним расположением шпинделя применяют в основном концевыё фрезы. По конструкции фрезы бывают цельные, сборные со вставными резцами и составные. Насадные цельные фрезы предназначены для фрезерования продольных и поперечных пазов в деталях (рис. 72 а, б). Цельные фасонные фрезы применяются для профильного фрезерования деталей (рис. 72 в, г). Оба эти вида фрез могут входить в наборы составных фрез для получения различных профилей. Для фрезерования шипов и проушин на концах брусковых заготовок применяют сборные дисковые пазовые фрезы. Цилиндрические фрезы со вставными ножами используют для плоскостной или криволинейной обработки по контуру. Концевые фрезы (рис. 73) применяют для фрезерно-копировальных работ, обработки криволинейных вогнутых и выпуклых профильных контуров. Различают цельные и сборные концевые фрезы. Цельные цилиндрические фрезы бывают однорезцовые незатылованные и затылованные для фрезерования по контуру, а также двухрезцовые для выработки гнезд. Цельные фасонные концевые фрезы предназначены для фрезерования криволинейных вогнутых и выпуклых профильных контуров. Концевые сборные фрезы имеют сменные ножи или пластины из твердого сплава. Крепят ножи в корпусе фрезы так же, как и в насадных сборных фрезах.
Рис. 72. Насадные цельные фрезы: а-пазовая для фрезерования вдоль волокон; б-пазовая для фрезерования поперек волокон; в,г-фасонные для профильного фрезерования; д-для фрезерования фальца и кромок облицованных деталей; 1-основной зуб; 2-подрезающие зубья
На фрезерных станках с нижним расположением шпинделя используют насадные пазовые, фасонные и цилиндрические фрезы. В станках с верхним расположением шпинделя применяют в основном концевыё фрезы. По конструкции фрезы бывают цельные, сборные со вставными резцами и составные. Насадные цельные фрезы предназначены для фрезерования продольных и поперечных пазов в деталях (рис. 72 а, б). Цельные фасонные фрезы применяются для профильного фрезерования деталей (рис. 72 в, г). Оба эти вида фрез могут входить в наборы составных фрез для получения различных профилей. Для фрезерования шипов и проушин на концах брусковых заготовок применяют сборные дисковые пазовые фрезы. Цилиндрические фрезы со вставными ножами используют для плоскостной или криволинейной обработки по контуру. Концевые фрезы (рис. 73) применяют для фрезерно-копировальных работ, обработки криволинейных вогнутых и выпуклых профильных контуров. Различают цельные и сборные концевые фрезы. Цельные цилиндрические фрезы бывают однорезцовые незатылованные и затылованные для фрезерования по контуру, а также двухрезцовые для выработки гнезд. Цельные фасонные концевые фрезы предназначены для фрезерования криволинейных вогнутых и выпуклых профильных контуров. Концевые сборные фрезы имеют сменные ножи или пластины из твердого сплава. Крепят ножи в корпусе фрезы так же, как и в насадных сборных фрезах.
|
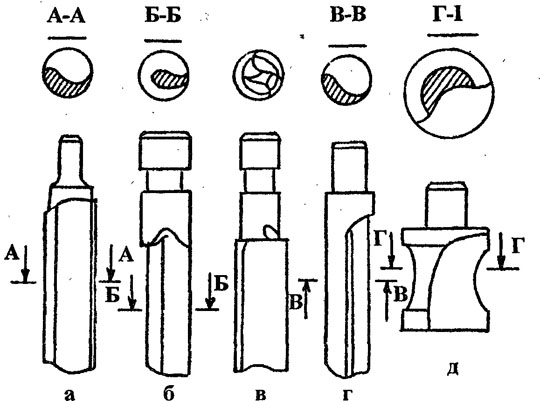
Рис. 73. Концевые фрезы: а-незатылованная однорезцовая для фрезерования по контуру; б-затылованная для фрезерования по контуру; в-затылованная двухрезцовая для выборки гнезд; г-незатылованная с припаянными пластинами из твердого сплава; д-фасонная для скругления кромок
Дата добавления: 2016-06-18; просмотров: 3722;
Поиск по сайту
Узнать еще
- I. Обработка поверхности изделий.
- I. Обработка результатов журнала технического нивелирования.
- III. Последующая обработка.
- Абразивная обработка
- Автоматизация обработки табличных данных (обработка списков)
- Автоматизированная тематическая обработка радиолокационных снимков.
- Амминирование и гидразинная обработка питательной воды
- Анатомическое строение стебля однодольных и двудольных растений. Строение стебля двудольных и голосеменных древесных растений. Структура древесины

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
