Продольно-фрезерные фуговальные станки для обработки дерева
Продольно-фрезерные фуговальные станки предназначены для плоскостного продольного фрезерования одной или двух смежных сторон заготовки.
Их основная функция - создание базовых поверхностей на одной или двух смежных сторонах заготовки. С этой задачей справляются одно- и двухсторонние фуговальные станки ( рис. 77 ).
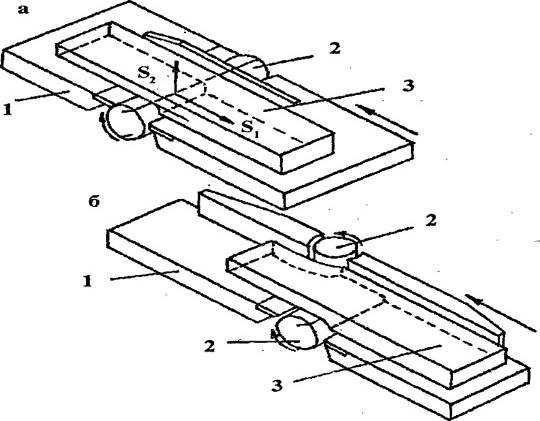
Рис. 77. Односторонний (а) и двухсторонний (б) фуговальные станки:
1-стол; 2-ножевой вал; 3-заготовка
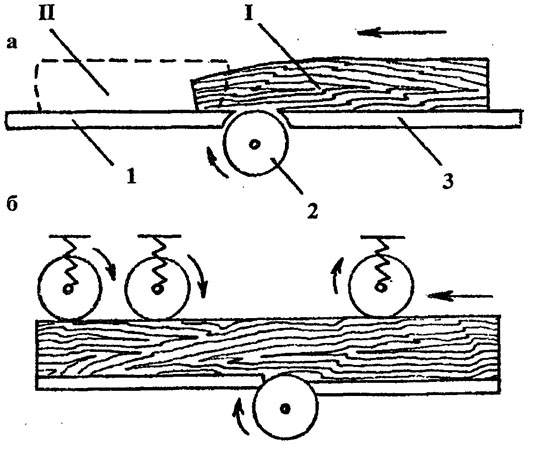
Рис. 78. Схемы фуговальных станков: a-с ручной подачей; б-с механизированной подачей (вальцовая подача): 1-задний стол; 2-ножевой вал; 3-передний стол
Сразу надо заметить, что обработка заготовок на фуговальных станках имеет свои особенности. Дело в том, что изначально заготовка может иметь неровную черновую базу. Причина здесь и в короблении во время сушки, и в неточном распиливании. Такую заготовку нельзя прижимать к столу, т. к. после обработки она вновь вернется к первоначальному состоянию, сведя на нет проделанную работу. Поверхность будет гладкой, но не плоской. Поэтому обработку надо вести таким образом, чтобы заготовка всегда сохраняла свою изначальную форму. Чтобы достичь этого, базирование заготовки должно быть не жестким, а динамичным. Поясним это на примере (рис. 78). Первоначально заготовка базируется на переднем столе 3 (положение I), Затем, будучи обработанной ножевым валом 2 переходит на стол 1. В момент, когда длина обработанной части заготовки окажется достаточной, производится нажим на ее переднюю часть (положение II). На фрагменте А рис. 80 представлена схема работы станка с ручной подачей. Сила резания на таком станке невелика. Рабочий контролирует усилие прижима. Поэтому на этих станках даже у длинных деталей можно достичь плоской базовой поверхности. Но недостаток здесь тот, что такие станки малопроизводительны и имеют неблагоприятные условия работы. Более прогрессивные в этом отношении станки с вальцовой подачей ( фрагмент Б рис. 78). В этом случае вальцы станка обеспечивают сбалансированный и постоянный прижим. Чтобы усилие прижима не было чрезмерным, конструкция вальцов должна быть такой,
как показано на примере приставного вальцового автоподатчика (рис. 79).
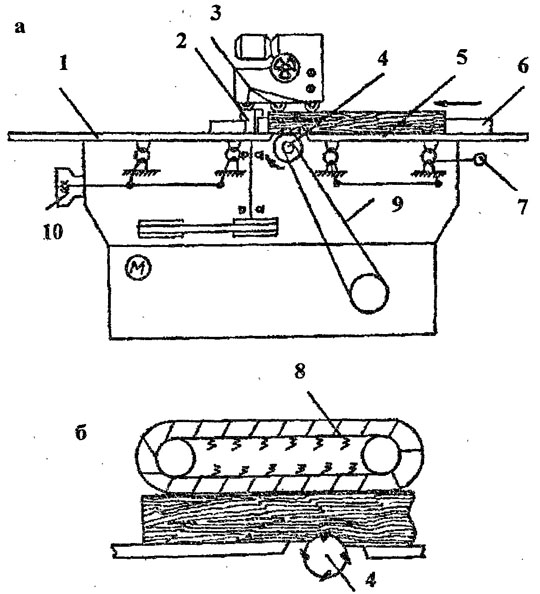
Рис. 79. Конструкции станков с вальцовым автоподатчиком (а) и конвейерной подачей (б):
1 -задний стол; 2-ограничительный упор; 3-прижимньге валики;
4-ножевой вал; 5-передний стол; 6-направляющая линейка; 7-настроечная рукоятка; 8-подпружиненные пальцы; 9-ременная передача; 10-винт
Конструкция станка с вальцовой подачей предполагает наличие двух столов, переднего 5 и заднего 1, между которыми находится горизонтальный ножевой вал 4. Передний и задний стол прикрепляются с помощью кронштейнов к эксцентриковым валикам. Валики поворачиваются на подшипниках, установленных на станине. Системой рычагов валики связаны в одну систему и регулируются настроечной рукояткой 7 и винтом 11. При повороте рукоятки эксцентриковые валики поворачиваются, вызывая подъем или опускание столов.
Передний стол 5 опущен по отношению к верхней базирующей окружности резания на толщину снимаемого слоя с заготовки. С целью использования всей длины ножей направляющая линейка 6 имеет возможность перемещаться вдоль стола.
Если есть необходимость еще более уменьшить усилие прижима заготовки к столу, задействуются станки с конвейерной подачей (рис. 79 б), здесь сила вальцов заменяется распределительной силой прижима конвейера, который снабжен подпружиненными пальцами 8. Ввиду того, что конвейер подает заготовку одновременно многими пальцами, он работает надежнее вальцового и минимально воздействует на заготовку, сохраняя ее изначальную форму.
Полностью прогиб заготовок устраняется толкающим конвейером или вакуумным прижимом. На рис. 80 (фрагменты А, В) дается схема станка, который оборудован конвейерами с толкающим и прижимным упорами. Прижимным будет верхний конвейер. Упоры действуют на заготовку и преодолевают все горизонтальные силы сопротивления подаче, а подпружиненные упоры над пластью заготовки прижимают последнюю к столу с силой, которая лишь немного' превышает вертикальную силу резания.
На фрагменте В рис. 80 прижим заготовки осуществляется за счет вакуума, создаваемого насосом, выкачивающим воздух через щели в столе.
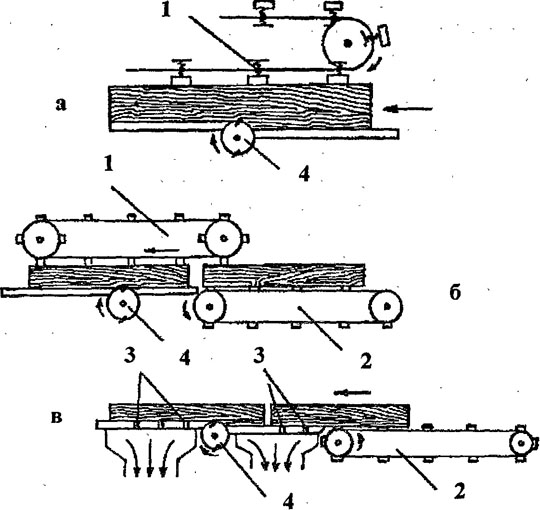
Рис. 80. Станки с конвейерной подачей и вакуумным прижимом: а-прижимная конвейерная подача; б-прижимная и подающая конструкция; в-вакуумный прижим заготовок; 1 -прижимной конвейер; 2-толкающий конвейер; 3-отверстия для откачки воздуха; 4-ножевой вал
Дата добавления: 2016-06-18; просмотров: 3547;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- II. Окрашивание дерева
- III. Порошки для стирки и мытья

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
