Абразивная обработка
Характерной особенностью абразивной обработки является участие в съеме материала значительного количества абразивных зерен. В зависимости от ориентации относительно плоскости резания абразивные зерна имеют различную режущую способность и их влияние на процесс обработки различно. Кроме того, в абразивном инструменте на твердой или эластичной основах зерна выступают из связки на различную высоту, их величина и степень сцепления со связкой не одинаковы, что также отрицательно влияет на процесс обработки. Для устранения указанных факторов предпринимаются различные меры: изготовление инструментов с геометрически ориентированными зернами, что позволяет повысить, число активных режущих зерен с 10-15 % до 40-60 %; применение связок с повышенной пористостью, позволяющих зернам “доориентироваться” в процессе обработки; металлизация (или иные виды покрытия) зерен, обеспечивающая лучшее сцепление зерен со связкой; литье при изготовлении инструмента мелкозернистой структуры.
Эффективность абразивной обработки характеризуется, кроме того, направлением перемещения инструмента относительно заготовки и заготовки относительно инструмента, применяемыми способами активизации процесса отделения обрабатываемого материала, очистки и замены затупившихся зерен и т.д.
К методам абразивной обработки относят: шлифование, доводку (хонингование, суперфиниширование), обработку свободными абразивными зернами, ленточное шлифование и полирование, заточку и доводку режущих инструментов. Перечисленные методы могут осуществляться как обычными средствами, так и с использованием различных электрофизикомеханических процессов, активизирующих обработку (электроэрозионная, электрохимическая, электроискровая и другие виды обработок). В зависимости от требований к обработанной поверхности абразивная обработка может быть черновой (Rz = 20-10 мкм), чистовой (Rа == 2,5-0,16 мкм), тонкой (Ra = 0,16-0,02 мкм), особо тонкой (Rz = 0,1-0,25 мкм).
Шлифование - это процесс обработки резанием с помощью множества геометрически неопределенных режущих кромок - связанных естественных или синтетических абразивных зерен.
Применение шлифования в промышленном производстве определяется высокими требованиями к качеству поверхности, точности размеров, формы и положения детали и возможностью обработки материалов, плохо поддающихся резанию. В ходе технического прогресса возросли требования к точности, твердости и износостойкости конструкционных элементов, что привело к постоянному расширению области применения различных методов шлифования.
Наиболее важные понятия технологии шлифования (на примере круглого наружного шлифования, рис. 19.1) таковы:
bк- ширина шлифовального круга, мм; bh - ширина контакта шлифовального круга, мм; dк- диаметр шлифовального круга, мм; nк- частота вращения шлифовального круга, Гц или c-1; vк = pDnк /1000- окружная скорость шлифовального круга (скорость резания), м/с; (Dд - диаметр детали, мм; nд- частота вращения детали, мин -1; s - скорость подачи, м/мин; st - скорость продольной подачи, м/мин; sp- скорость поперечной подачи, м/мин; U =bк/s - коэффициент перекрытия при шлифовании; t - глубина резания (поперечная подача), мм; е - величина врезания (поперечная подача), мм; Vsc - объемный износ шлифовального круга, мм3; Vw - объемный съем (объем снятого материала), мм3; G = Vw/Vsc - коэффициент абразивной способности; V'w - удельный съем материала, мм3/мм; Z - объемная производительность резания, мм3/с; Z' - удельная объемная производительность резания, мм3/мм с).
|
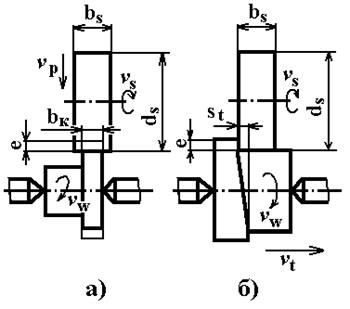
Рис. 19.1. Параметры круглого наружного шлифования:
а - врезного, б - продольного
Скорость подачи при отдельных способах шлифования часто складывается из различных компонентов. Например, для круглого наружного продольного шлифования и для шлифования резьбы она будет:
 (19.1)
(19.1)
Чтобы исключить зависимость расчетов от ширины шлифовального круга, снятый объем материала относят к ширине шлифовального круга bh= 1 мм.
Объемная производительность резания Z - это объем материала, снятый в единицу времени. Она равна произведению поперечного сечения среза и средней скорости его удаления. Так как при шлифовании поперечная подача мала, то вместо средней можно учесть скорость на периферии круга. Объемную производительность вычисляют по следующим формулам:
для наружного круглого продольного шлифования
 (19.2)
(19.2)
для наружного круглого врезного шлифования
 (19.3)
(19.3)
для профильного шлифования
 , (19.4)
, (19.4)
где qд - площадь сечения снимаемого слоя материала, мм2.
Коэффициент скоростей получают делением окружной скорости шлифовального круга vк, м/с, на окружную скорость детали,
 (19.5)
(19.5)
Во избежание термического перенапряжения поверхности детали при высокоскоростных методах наружного круглого и плоского шлифования стремятся добиться предельного коэффициента q = 60-80.

Рис. 19.2. Характеристики процесса шлифования
Образование отделяемых частиц материала отдельными вступающими в контакт резцами зависит от вида обрабатываемого материала и может изменяться от равномерной сливной стружки у пластичных материалов (например, сталь со средним содержанием углерода) до скалывающихся частиц у хрупких материалов (например, камень и стекло).
Характерным для процесса съема материала при шлифовании во всех случаях является весьма малое поперечное сечение реза или соответственно толщины резания, одновременный контакт многих режущих кромок шлифовального круга с деталью, очень большие по сравнению с другими методами обработки скорости резания, а также отчетливо выраженный отрицательный передний угол режущих кромок.
Способы шлифования
Способы шлифования можно классифицировать следующим образом (рис. 19.3): плоское шлифование метод получения плоских поверхностей; круглое шлифование - метод получения круговых цилиндрических поверхностей; шлифование винтовых поверхностей - метод получения винтовых поверхностей, например, шлифование резьбы; шлифование зубчатых колес - метод получения начальных поверхностей на зубчатых колесах; профильное шлифование - метод получения любых поверхностей, форма которых определяется профилем инструмента; копировальное шлифование -метод получения любых фасонных поверхностей путем управления движением подачи; шлифование вручную - метод, при котором движением подачи можно управлять вручную.
По расположению рабочей поверхности шлифовального круга различают периферийное и торцовое шлифование, по виду движения подачи - продольное и врезное шлифование.
Дальнейшее деление отдельных способов шлифования можно произвести по виду установки заготовки (например, в центрах, в патроне, бесцентровое шлифование) и по виду инструмента (например, шлифование цельным и сегментными кругами, абразивом на подложке, ленточное шлифование).
 |
На рис. 19.4 показаны наиболее известные способы плоского шлифования. На круглом столе шлифуют, как правило, сегментными шлифовальными кругами. При торцовом шлифовании поверхностей на практике различают маятниковое и глубинное (всей шириной круга), в глубинном шлифовании различают, в свою очередь, попутное и встречное шлифование. При маятниковом шлифовании работают с небольшой рабочей подачей и высокой скоростью подачи детали (с образованиемкороткой толстой стружки), тогда какполучившее в последнее время большое распространение глубинное шлифование характеризуется большой рабочей подачей и небольшой скоростью подачи детали, а также длинной тонкой стружкой.
Рис. 19.3. Классификация способов шлифования
Рис. 19.4. Способы торцового плоского шлифования:
а- периферийное продольное, б - периферийное на круглом столе; в- торцовое продольное; г - торцовое на круглом столе
|
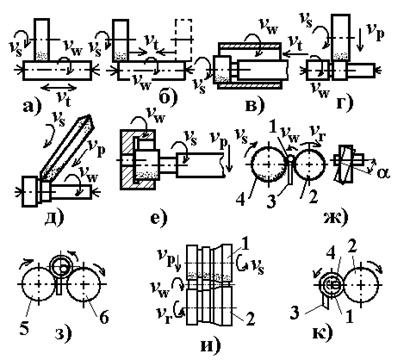
Рис. 19.5. Способы круглого шлифования:
а, б, г, д, ж, и- наружное; в, е, з, к - внутреннее; а-е - с закреплением детали; ж-к - бесцентровое; а-в - продольное; г-е, и, к - врезное (поперечное); ж, з - напроход,
а - способ “Нортона”, б - способ “Ландис”, г - прямой; д - под углом
1 - деталь, 2- ведущий круг, 3 - опорный нож, 4 - шлифующий круг, 5 и 6 - свободный и приводной ведущие круги.
Если при маятниковом шлифовании велик износ круга, то при глубинном шлифовании возникают проблемы интенсивного нагрева поверхноcтногo слоя детали.
На рис. 19.5. показаны наиболее известные способы круглого шлифования. При способе «Нортон» деталь движется относительно шлифовального круга, когда шлифовальная бабка неподвижна; этот способ находит применение преимущественно при шлифовании коротких деталей или деталей средней длины. Очень длинные детали обрабатывают по способу «Ландис», когда шлифовальная бабка с шлифовальным кругом движутся относительно неподвижной детали.
Наиболее важными способами шлифования резьбы (шлифования винтовых поверхностей) являются продольное шлифование с однопрофильным абразивным кругом, продольное и врезное шлифование многониточным кругом.
При шлифовании зубчатых колес различают метод прерывистого деления и метод обката.
Дата добавления: 2017-11-21; просмотров: 3866;
Поиск по сайту
Узнать еще
- I. Обработка поверхности изделий.
- I. Обработка результатов журнала технического нивелирования.
- III. Последующая обработка.
- Автоматизация обработки табличных данных (обработка списков)
- Автоматизированная тематическая обработка радиолокационных снимков.
- Амминирование и гидразинная обработка питательной воды
- Анодно-механическая обработка

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
