Нарезание резьбы: метчики, плашки, ГОСТ, СОЖ и безопасность
Нарезание резьбы — технологический процесс создания винтовой поверхности на цилиндрических или конических заготовках. Используется в машиностроении, строительстве, приборостроении для изготовления крепежных элементов, трубных соединений и прецизионных механизмов. Основные инструменты: плашки, метчики, резьбонарезные головки, клуппы (рис. 2.29, 2.33).
Классификация методов нарезания резьбы
1. Ручные методы:
Наружная резьба:
- Круглые плашки — для болтов, шпилек.
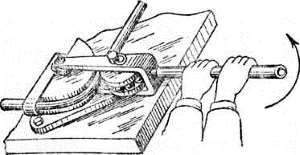
- Клуппы — регулируемые инструменты для трубной резьбы (рис. 2.33).
Внутренняя резьба:
- Метчики — комплекты из трех типов: черновой, средний, чистовой (рис. 2.29). Черновой метчик удаляет 60% материала, чистовой обеспечивает финишную точность.
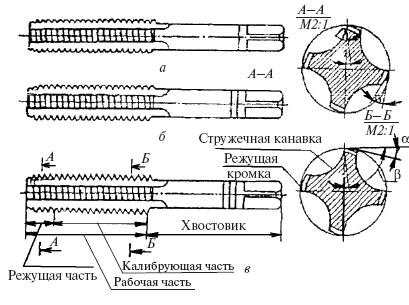
Рис. 2.29. Метчики ручные слесарные: а – черновой; б – средний; в – чистовой
2. Машинные методы:
- Токарные станки: резьбовые резцы, гребенки, вихревые головки.
- Сверлильные станки: резьбонарезные головки с радиальными плашками.
- Резьбонакатные станки: формирование резьбы методом пластической деформации (накатка роликами).
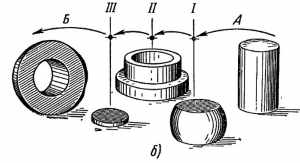
Типы резьб и их параметры. Резьбы классифицируют по профилю, шагу, направлению и назначению (рис. 2.31, Таблица 5):
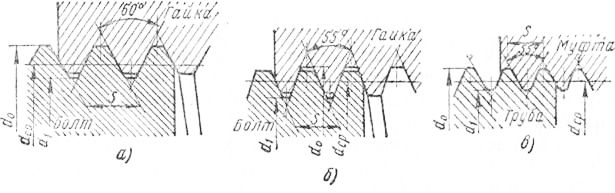
Рис. 2.31. Системы резьб: а — метрическая; б — дюймовая, в — трубная
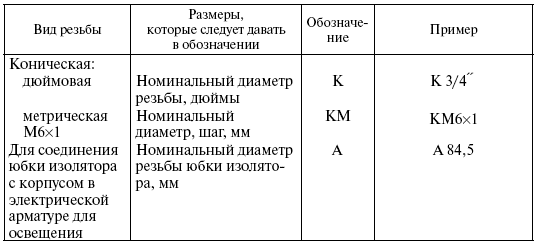
Таблица 5 Обозначение резьбы
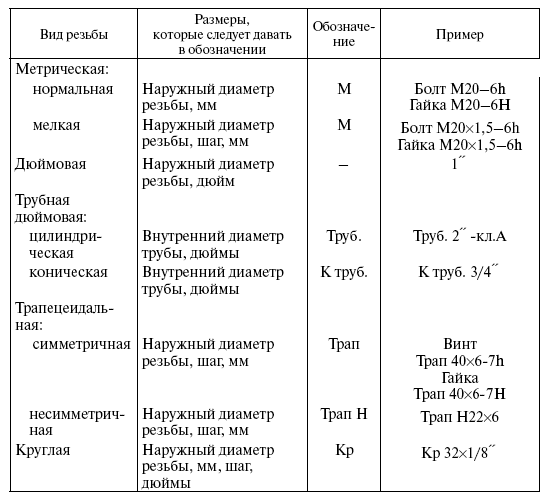
Метрическая резьба (ГОСТ 24705-2004):
- Угол профиля: 60°.
- Шаг: от 0.7 мм (М4) до 3.5 мм (М30).
- Обозначение: М8×1.25 (диаметр 8 мм, шаг 1.25 мм).
Дюймовая резьба (BSW, UNC):
- Угол профиля: 55°.
- Применение: ремонт импортного оборудования.
Трубная резьба:
- Цилиндрическая (G ½") — угол 55°, коническая (Rc ½") — угол 60°.
Трапецеидальная резьба (ГОСТ 9484-81):
- Угол профиля: 30°.
- Используется в ходовых винтах станков.
Ключевые параметры (рис. 2.32):
- Наружный диаметр (d): размер болта по вершинам витков.
- Внутренний диаметр (d1): размер отверстия гайки по впадинам.
- Средний диаметр (d2): контролирует посадку резьбы.
- Шаг (P): расстояние между соседними витками.
- Ход (t): для многозаходной резьбы: t = P × n, где n — число заходов.
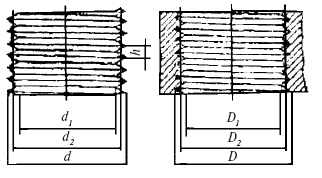
Рис. 32. Разрез и профиль резьбы: а – винта; б – гайки
Инструменты и материалы
Метчики
Конструкция (рис. 2.30):
- Режущая часть: удаляет стружку.
- Калибрующая часть: формирует точный профиль.
- Хвостовик: квадратный конец для фиксации в воротке.
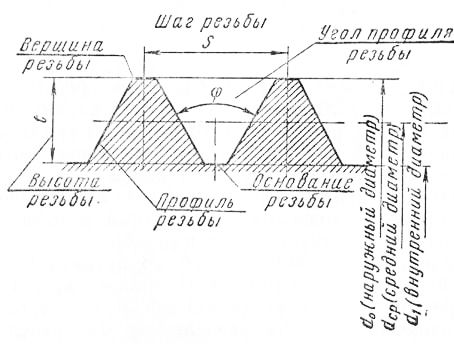
Рис. 2.30. Элементы резьбы
Материалы:
- Углеродистая сталь У12А — для мягких металлов.
- Быстрорежущая сталь Р18 — для твердых сплавов.
- Твердые сплавы Т15К6 — для высокопроизводительной обработки.
Плашки и клуппы
- Круглые плашки: неразъемные (для точной резьбы) и разъемные (регулируемые).
- Клуппы: рамки с плашками для трубной резьбы (рис. 2.33).
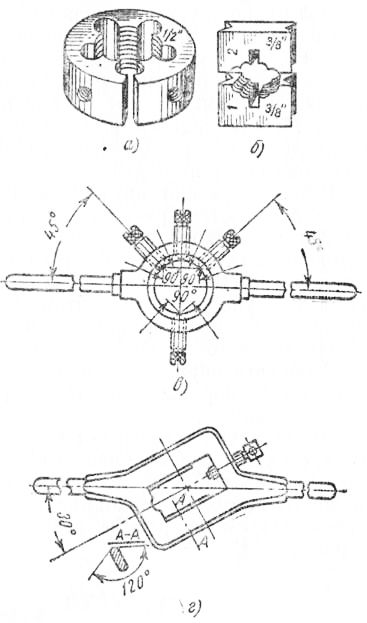
Рис. 2.33. Инструменты для нарезания наружных резьб
Технология нарезания резьбы.
Подготовка заготовки
Отверстия под внутреннюю резьбу:
- Диаметр рассчитывается по формуле: d₀ = d – 1.1P (например, для М10×1.5: d₀ = 10 – 1.1×1.5 = 8.35 мм).
Стержни под наружную резьбу:
- Диаметр: dс = d – 0.1P (для М10×1.5: dс = 10 – 0.1×1.5 = 9.85 мм).
Смазочно-охлаждающие жидкости (СОЖ)
- Сталь: эмульсии Э-2, ЭТ-2 или сульфофрезол.
- Алюминий: смесь индустриального масла и керосина (1:1).
- Чугун: керосин или индустриальное масло И-20.
- Нержавеющая сталь: олеиновая кислота + сульфофрезол.
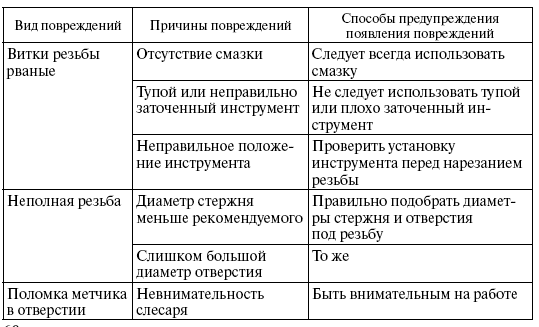
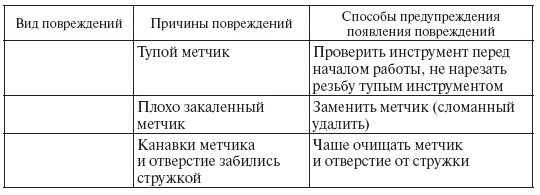
Дефекты и их устранение. Согласно Таблице 6, основные причины брака:
1.Несоответствие диаметров:
- Использование некорректных формул при подготовке заготовки.
2. Срыв резьбы:
- Перекос метчика или плашки.
3. Задиры на поверхности:
- Отсутствие СОЖ или использование тупого инструмента.
4. Неполная глубина резьбы:
- Преждевременное прекращение нарезания.
Решение:
- Проверка диаметров заготовок калибрами.
- Использование направляющих втулок для метчиков.
- Регулярная заточка инструмента.
Таблица 6 Дефекты при нарезании резьбы
Безопасность и рекомендации
- Защита: очки, перчатки, спецодежда.
- Фиксация заготовок: надежное крепление в тисках.
- Очистка стружки: щеткой, а не руками.
Практические примеры
1. Нарезание резьбы М12×1.75 в стали:
- Подготовить отверстие диаметром 12 – 1.1×1.75 ≈ 10.1 мм.
- Использовать СОЖ на основе эмульсии Э-2.
- Последовательно применить черновой, средний и чистовой метчики.
2. Ремонт трубной резьбы ½":
- Зачистить поврежденный участок.
- Установить плашку в клупп (рис. 2.33).
- Нанести масло и выполнить нарезание.
Итог: Нарезание резьбы требует точного подбора инструментов, соблюдения технологических параметров и использования СОЖ. Метчики и плашки из быстрорежущей стали повышают ресурс инструмента, а контроль шага и глубины резьбы гарантирует надежность соединений. Таблицы 4–6 служат справочными материалами для минимизации брака и оптимизации процесса.
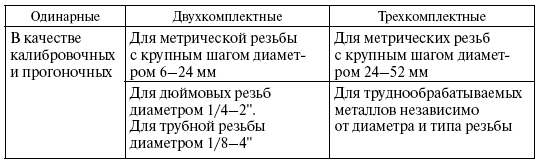
Таблица 4 Область применения ручных метчиков
Дата добавления: 2025-03-16; просмотров: 347;
Поиск по сайту
Узнать еще
Обработка металлов. Рабочее место. Инструменты для измерения и разметки
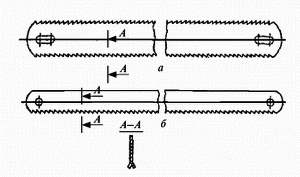
Ножовочные полотна и труборезы: виды, распиловка, ГОСТ и безопасность
Общие принципы автоматизации. Основные условия
Требования к автоматизированным технологическим процессам
Правка и гибка металла: технологии, ГОСТ, развальцовка труб и безопасность
Отрезание металла отрезными фрезами

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
