Развертки и пробойники: виды, материалы, ГОСТ и безопасность при сверлении
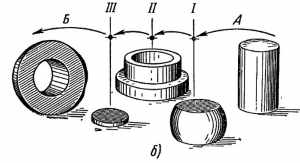
Число зубьев у разверток зависит от диаметра и назначения. Для ручных и машинных разверток с прямыми зубьями характерно четное количество зубьев (8, 10, 12, 14). Спиральные развертки имеют право- или левосторонние режущие кромки, что улучшает качество отверстий. Разжимные и регулируемые развертки применяют для ремонта отверстий с разными допусками или их незначительного увеличения. Например, конические развертки для конуса Морзе включают три типа: черновую, промежуточную и чистовую (рис. 2.27).
Материалы для разверток включают углеродистые стали У10А, У12А, легированные стали 9ХС, ХВ, быстрорежущие стали Р9, Р18, а также твердые сплавы Т15К6 (для стали, меди) и ВК8 (для чугуна). Корпуса сборных разверток изготавливают из конструкционных сталей. Для снижения трения и износа используют СОЖ, продлевая срок службы инструмента.
Пробойники: назначение и типы
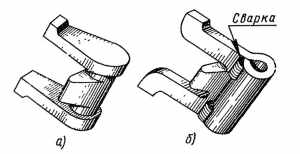
Пробойники (рис. 2.28) изготавливают из стали У7, У8 для пробивания отверстий в листовых материалах толщиной до 4 мм. Рабочая часть может иметь круглую, квадратную или овальную форму. Пустотелые пробойники (рис. 2.28б) используются для кожи и пластика, удаляя отходы через боковое отверстие. Применяются, когда допустимы незначительные дефекты краев отверстия.
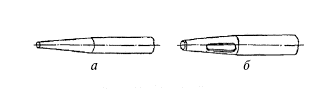
Рис. 2.28. Пробойник: а – сплошной для металлического листа; б – пустотелый для кожи и пластмасс
Требования безопасности при работе на сверлильных станках
Перед началом работ проверяют состояние станка и инструмента. Детали фиксируют в тисках или приспособлениях, исключая смещение. Запрещено придерживать шпиндель руками или тормозить его во время работы. Охлаждение сверла проводят поливом СОЖ или кистью, избегая влажных тряпок. Оператор обязан использовать спецодежду, убирать волосы под головной убор, а устранение неисправностей доверять обученному персоналу.
Соблюдение правил эксплуатации и выбор подходящих инструментов обеспечивают точность обработки и безопасность работ.
Дата добавления: 2025-03-16; просмотров: 383;
Поиск по сайту
Узнать еще
Обработка металлов. Рабочее место. Инструменты для измерения и разметки
Ножовочные полотна и труборезы: виды, распиловка, ГОСТ и безопасность
Общие принципы автоматизации. Основные условия
Требования к автоматизированным технологическим процессам
Правка и гибка металла: технологии, ГОСТ, развальцовка труб и безопасность
Отрезание металла отрезными фрезами

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
