Сверление металла: виды свёрл, станки, ГОСТ и безопасность
Сверление — процесс создания цилиндрических отверстий с использованием сверл, которые совершают вращательное и поступательное движения. Эта операция применяется при сборке деталей, подготовке отверстий под резьбу или обработке материалов.
Виды сверлильных станков
1. Ручные:
- Коловороты, дрели — для отверстий малого диаметра (до 6 мм).
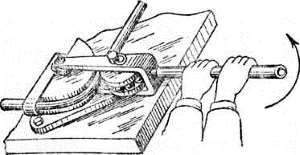
- Сверлильные трещотки — для труднодоступных мест (рис. 2.22).
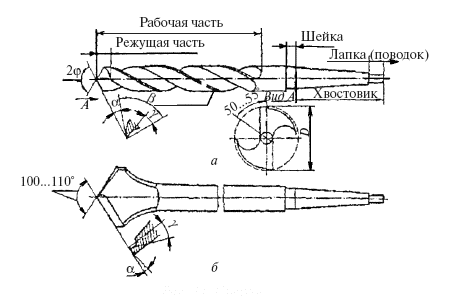
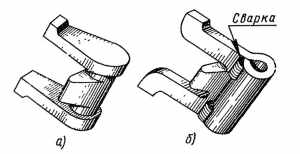
Рис. 2.22. Сверла: а – спиральные; б – перовые
2. Механические:
- Вертикально-сверлильные — диаметр до 75 мм.
- Радиально-сверлильные — обработка крупногабаритных деталей.
- Специальные — многошпиндельные и агрегатные станки для массового производства.
Типы сверл и их конструкция
Спиральные сверла (рис. 2.22а):
- Изготавливаются из быстрорежущей стали Р18, Р9 или карбидных сплавов.
- Состоят из хвостовика, рабочей части (режущая и направляющая) и шейки.
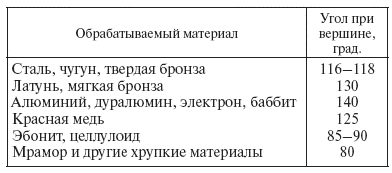
- Угол заточки зависит от материала: 116–140° для стали, 90–100° для алюминия.
Перовые сверла (рис. 2.22б):
- Используются для отверстий малой точности.
- Недостатки: отсутствие направляющей, изменение диаметра после заточки.
Технология сверления
1. Подготовка:
- Разметка отверстий кернером или шаблоном.
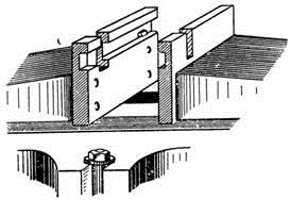
- Фиксация заготовки в тисках или кондукторах (рис. 2.24).
2. Режимы резания:
- Скорость вращения: 20–30 м/мин для стали, 50–100 м/мин для алюминия.
- Подача: 0.1–0.3 мм/об для чистовой обработки.
3. Охлаждение:
- Эмульсии или масла для снижения трения и отвода тепла.
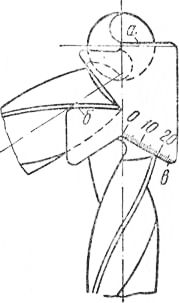
Рис. 2.23. Шаблон для контроля заточки — проверка углов режущих кромок
Величина угла наклона винтовой канавки сверла зависит от вида обрабатываемого материала (табл. 2).
Таблица 2 Рекомендуемые углы при вершине сверла
Сверлильные кондукторы. Кондукторы (рис. 2.24) — приспособления для массового сверления без разметки. Состоят из:
- Кондукторной плиты с направляющими втулками.
- Зажимных механизмов для фиксации детали.
Преимущества: повышение точности (±0.05 мм) и скорости обработки.
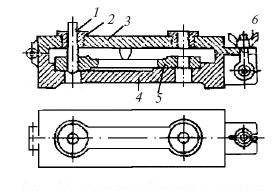
Рис. 2.24. Кондукторная плита — гарантирует идентичность отверстий в серийных деталях
Рекомендации по безопасности
- Использовать СИЗ: очки, перчатки.
- Проверять крепление сверла и заготовки.
- Избегать перегрева: своевременно охлаждать инструмент.
Итог: Правильный выбор сверла, контроль режимов резания и применение кондукторов снижают брак на 25–30%. Например, использование карбидных сверл для нержавеющей стали увеличивает стойкость инструмента в 3 раза.
Дата добавления: 2025-03-16; просмотров: 564;
Поиск по сайту
Узнать еще
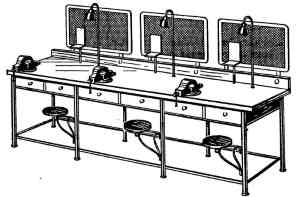
Обработка металлов. Рабочее место. Инструменты для измерения и разметки
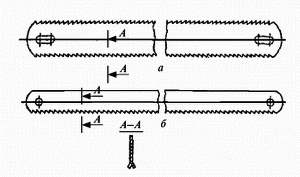
Ножовочные полотна и труборезы: виды, распиловка, ГОСТ и безопасность
Общие принципы автоматизации. Основные условия
Требования к автоматизированным технологическим процессам
Правка и гибка металла: технологии, ГОСТ, развальцовка труб и безопасность
Отрезание металла отрезными фрезами

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
