Технологии клепки: виды соединений, материалы, ГОСТ и безопасность
Клепка — метод создания неразъемных соединений с помощью заклепок — металлических стержней с головкой. Процесс включает установку заклепки в отверстие и формирование второй головки путем расклепывания. Используется в авиастроении, судостроении и других отраслях, где важна устойчивость к вибрациям и ударным нагрузкам.
Виды заклепочных соединений. По требованиям к прочности и герметичности выделяют:
- Прочные соединения — обеспечивают механическую надежность (например, в каркасах зданий).
- Плотные соединения — требуют герметичности (резервуары, трубопроводы).
- Прочно-плотные соединения — сочетают оба свойства (корпуса судов, самолетов).
Для повышения герметичности применяют подчеканку краев листов и головок заклепок.
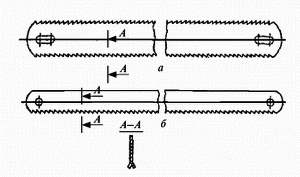
Типы швов (рис. 2.34):
- Продольные, поперечные, наклонные — в зависимости от направления нагрузки.
- Однорядные, двухрядные, многорядные — с параллельным или шахматным расположением заклепок.
Материалы и параметры заклепок. Заклепки изготавливают из:
- Углеродистой стали — для высоконагруженных конструкций.
- Меди, латуни — для коррозионностойких соединений.
- Алюминия — для облегченных конструкций.
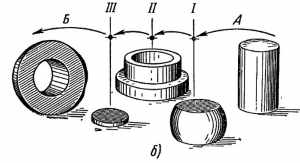
Ключевые параметры:
- Диаметр стержня — основной размер (например, 10–37 мм с шагом 3 мм).
- Длина: для полукруглых головок измеряется до основания, для потайных — включая головку.
- Отверстие под горячую клепку должно быть на 1 мм шире диаметра заклепки.
Технологии клепки
1. Холодная клепка — для заклепок диаметром до 14 мм.
2. Горячая клепка — для стержней свыше 14 мм (нагрев до 1000–1100°C).
Этапы процесса:
- Подготовка отверстий: сверление, прокол или пробивка. Для прочных соединений используют только просверленные отверстия.
- Установка заклепки: закладная головка фиксируется на поддержке, ножка расклепывается ударами молотка или прессом.
- Формирование замыкающей головки: с помощью обжимки для придания правильной формы (рис. 2.36).
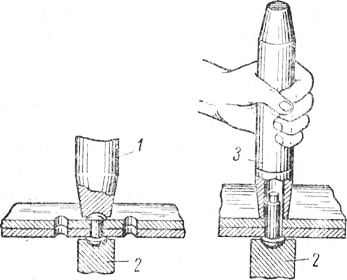
Рис. 2.36. Вспомогательные инструменты, применяемые при клепке: 1 — обжимка, 2 — поддержка, 3 — натяжка
Оборудование:
- Ручная клепка: молоток (150–1000 г), поддержка, натяжка, обжимка.
- Механизированная клепка: пневматические молотки (рис. 2.37), гидравлические прессы, клепальные машины.

Рис. 2.37. Пневматический клепальный молоток П-72
Дефекты и их причины
- Изгиб стержня — из-за большого диаметра отверстия.
- Прогиб материала — при малом диаметре отверстия.
- Смещение головки — результат перекоса при сверлении.
- Трещины на головках — вызваны низкой пластичностью материала.
Профилактика:
- Использование качественного инструмента.
- Контроль температуры нагрева (для горячей клепки).
- Точное сверление отверстий под потайные головки.
Техника безопасности
- Защита глаз очками, рук — рукавицами.
- Проверка инструмента: молотки должны быть надежно насажены, обжимки — без сколов.
- Запрет на удержание обжимки руками при работе пневматическим молотком.
Итог: Клепка остается незаменимой для соединений, требующих устойчивости к динамическим нагрузкам. Правильный выбор материалов, соблюдение технологических параметров и мер безопасности обеспечивают долговечность и надежность конструкций.
Дата добавления: 2025-03-16; просмотров: 409;
Поиск по сайту
Узнать еще
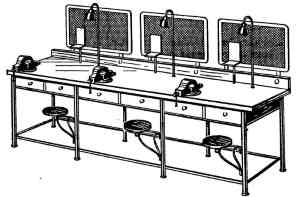
Обработка металлов. Рабочее место. Инструменты для измерения и разметки
Ножовочные полотна и труборезы: виды, распиловка, ГОСТ и безопасность
Общие принципы автоматизации. Основные условия
Требования к автоматизированным технологическим процессам
Правка и гибка металла: технологии, ГОСТ, развальцовка труб и безопасность
Отрезание металла отрезными фрезами

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
