Сверление, зенкерование и развертывание: СОЖ, ГОСТ и безопасность
СОЖ выполняют три ключевые функции: снижают трение, охлаждают зону резания и облегчают удаление стружки. Для разных материалов применяют специфические составы. Например, при сверлении стали используют 5%-ные эмульсии Э-2 или ЭТ-2, а для алюминия — смесь индустриального масла с керосином (1:1). Чугунные детали малого диаметра обрабатывают без СОЖ, но для глубоких отверстий применяют сжатый воздух или слабые эмульсии.
Сверление крупных отверстий требует предварительной подготовки. Отверстия диаметром свыше 30 мм выполняют в два этапа: сначала сверлом 10–12 мм, затем инструментом нужного размера. Это снижает нагрузку на оборудование и повышает точность.
Удаление сломанных свёрл зависит от ситуации. Если часть сверла выступает, его извлекают щипцами, вращая против спирали. Для глубоко застрявших инструментов деталь нагревают до покраснения, отпуская металл, после чего сверло извлекают или высверливают новым.
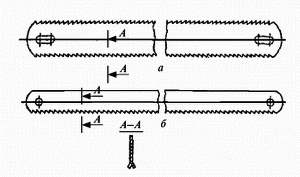
Центровочные свёрла (рис. 2.25) создают углубления в торцах валов. Различают два типа:
- Обычные (угол 60°);
- С предохранительным конусом (два угла: 60° и 120°).
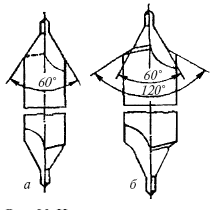
Рис. 2.25. Центровочные сверла: а – обычные без предохранительного конуса; б – с предохранительным конусом
Для тяжелых валов процесс включает три этапа: сверление, зенкование под 60° и формирование предохранительного конуса.
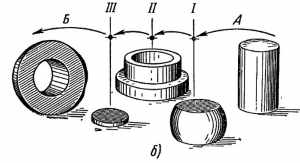
Зенкерование (рис. 2.26) — обработка отверстий для создания фасок, увеличения диаметра или выравнивания поверхностей.
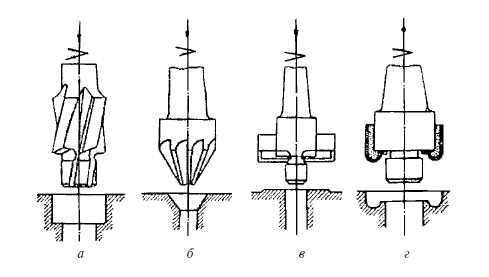
Рис. 2.26. Зенкеры: а – цилиндрические для зенкерования сквозных или глубоких отверстий; б – конические для снятия фасок и образования конических углублений; в – торцевые для зенкерования торцевых поверхностей приливов (торцовки); г – фасонные для зенкерования фасонных поверхностей
Зенкеры бывают:
- Цилиндрические — для сквозных отверстий;
- Конические — под фаски;
- Торцевые — выравнивание приливов;
- Фасонные — сложные профили.
Инструменты изготавливают из сталей У10А, 9ХС, Р9, иногда с напылением карбидов.
Развертывание — финишная обработка отверстий для достижения точности до IT6–IT5 и шероховатости Ra 0.32–1.25 мкм (рис. 2.27).
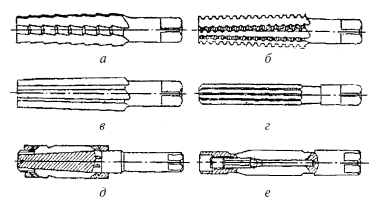
Рис. 2.27. Развертки: а – коническая черновая; б – коническая промежуточная; в – коническая чистовая; г – цилиндрическая с прямыми зубьями; д – цилиндрическая регулируемая; е – цилиндрическая разжимная
Развертки делят на:
- Ручные (регулируемые, разжимные);
- Машинные (с конусом Морзе);
- Насадные (цельные, плавающие).
Дефекты сверления и их устранение:
- Увод сверла от оси — проверка центровки, усиление фиксации заготовки.
- Неровная поверхность — заточка сверла, снижение подачи.
- Трещины режущих кромок — применение СОЖ, уменьшение скорости резания.
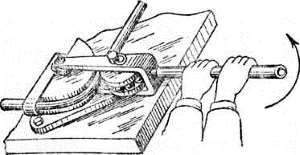
Сверлильные кондукторы (рис. 2.24) обеспечивают точность ±0.05 мм при массовом производстве. Кондукторные плиты с направляющими втулками исключают разметку, ускоряя процесс.
Итог: Правильный подбор СОЖ, инструментов и методов (двухэтапное сверление, зенкерование, развертывание) гарантирует качество отверстий. Например, использование твердосплавных зенкеров повышает стойкость в 3–4 раза, а разжимные развертки позволяют корректировать диаметр на 0.01–0.02 мм.
Дата добавления: 2025-03-16; просмотров: 365;
Поиск по сайту
Узнать еще
Обработка металлов. Рабочее место. Инструменты для измерения и разметки
Ножовочные полотна и труборезы: виды, распиловка, ГОСТ и безопасность
Общие принципы автоматизации. Основные условия
Требования к автоматизированным технологическим процессам
Правка и гибка металла: технологии, ГОСТ, развальцовка труб и безопасность
Отрезание металла отрезными фрезами

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
