НАСТИЛАНИЕ МАТЕРИАЛОВ
В швейной промышленности изделия в основном кроят настилом. Настил — это несколько полотен материала на настилочном столе, предназначенных для разрезания, наложенных одно на другое и выровненных по линии отреза и по одной из кромок.
В настиле полотна могут быть расположены по-разному: в разворот (лицевой стороной вниз и лицевой стороной к лицевой стороне) и в сгиб.
При настилании лицом вниз все полотна настила расположены лицевой стороной вниз. Число полотен при этом может быть как четным, так и нечетным в зависимости от высоты настила. Такое расположение полотен в настиле приемлемо для изделий и материалов всех видов и необходимо для изделий, имеющих крупные непарные или несимметричные детали (например, женских платьев с несимметричными полочками). Недостатком настилания полотен лицевой стороной вниз является то, что парные детали выкраиваются отдельно, а это может привести к появлению дефектов при раскрое. Обмеловщик должен быть особенно внимателен при обмеловке таких деталей.
При настилании лицевой стороной к лицевой стороне полотна поочередно настилаются лицевой стороной вверх и лицевой стороной вниз; верхнее полотно всегда располагается лицевой стороной вниз, следовательно, число полотен при таком настилании всегда четное. Детали раскраиваемого изделия комплектуются из двух смежных полотен. В промышленности при настилании лицевой стороной к лицевой стороне чаще всего используют многокомплектные раскладки в несколько полукомплектов лекал, например при изготовлении пальто, костюмов, имеющих непарные детали (целую спинку, верхний воротник и т.п.). При этом в раскладку с двумя полукомплектами кладут одну непарную деталь. При раскрое из пары полотен одна деталь будет принадлежать одному изделию, другая — другому.
Настилание полотен лицевой стороной к лицевой стороне более экономично при многокомплектных раскладках. Крой получается точным (так как парные детали вырезают одновременно), при этом парные детали в дальнейшем не надо «подбирать». Если куски ткани, предназначенные для настила, имеют разно оттеночность, настилание полотен лицевой стороной к лицевой стороне неприемлемо.
Настилание полотен в сгиб в связи с его неэкономичностью в промышленности лишь иногда используют для раскроя остатков. При настилании полотен соблюдают следующие технические Условия:
полотна располагают без натяжения, перекосов, слабины (без морщин);
 выравнивают полотна по переднему краю настила и вдоль одной из кромок;
выравнивают полотна по переднему краю настила и вдоль одной из кромок;
при настилании лицевой стороной к лицевой стороне материала с крупным рисунком в клетку или поперечную полоску в парных полотнах рисунок совмещают;
при настилании ворсовых тканей следят за тем, чтобы направление ворса было одинаковым во всех полотнах;
при настилании материалов нескольких цветов (артикулов) сначала настилают все полотна одного цвета (артикула), потом другого и т.д.
В промышленности при использовании обычных раскройных машин применяются следующие максимально допустимые высоты настила.
Материалы Высота настила,
число полотен
Ткани тонкосуконные..................... 26...28
Ткани камвольные.......................... 34...36
Драпы.............................................. 14... 18
Ткани грубосуконные.................... 18...20
Ткани одежные, штапельные, шелковые,
подкладочные................................... 50... 80
Ткани хлопчатобумажные, подкладочные,
бельевые, сорочечные................. .. 100... 120
Ткани шелковые, платьевые.......... 35...50
Бортовая прокладка, прорезиненные ткани 40...50
Ворсовая ткань — вельвет-корд........... ....... До 50
Ворсовые ткани — вельвет-рубчик, полубархат,
бархат................................................ ....... До 40
Ткани шелковые с начесом и ворсовые,
трикотажные полотна...................... ....... До 30
Настилание материалов можно производить из предварительно нарезанных кусков или из рулона.
Предварительное нарезание кусков на заданные в расчете полотна облегчает и ускоряет процесс настилания, дает возможность его механизировать.
Чаще всего предварительно нарезают на куски основные ткани. Подкладочные и прикладные материалы подают в зону настилания, не нарезая на куски.
Перед настиланием смотанный в рулон неразрезанный кусок ткани закрепляют у переднего конца стола, используя для этого кронштейны.
При выполнении настила одного расчета из неразрезанных рулонов используют последовательный, параллельный и комбинированный способы настилания.
При последовательном способе настилания звено настильщиков (обычно состоящее из двух человек) занимает один стол. Из кадого рулона материала они настилают столько полотен заданной длины настила, сколько предусмотрено расчетом на эту длину настила, затем этот кусок откладывают до использования его в следующем настиле. Таким образом, настилание производят из нескольких рулонов материала до окончания выполнения данного настила, затем переходят к следующему настилу.
Достоинство этого способа заключается в рациональном использовании площади раскройного цеха, недостаток — в необходимости перекладывания рулонов материала, размотки рулона для отрезания полотна с текстильным пороком. Следовательно, при последовательном способе настилания производственный цикл удлиняется.
При параллельном способе настилания звено настильщиков занимает одновременно столько столов, сколько настилов включено в одну расчетную карту, или меньше на один два стола (так как короткие настилы обычно выполняют на одном столе). Настилание из одного рулона материала производится до его полного использования.
Рулон передают от одного стола к другому вручную или с помощью челночно-адресного устройства. Ручная передача увеличивает продолжительность производственного цикла.
Настилание материала челночно-адресным способом подачи рулонов к настилочным столам сокращает продолжительность производственного цикла.
Недостатком параллельного способа настилания является нерациональное использование настилочного оборудования и площади раскройного цеха, так как во время настилания на одном настилочном столе остальные не используются.
Параллельный способ настилания применяют на предприятиях, располагающих большой площадью раскройного цеха и выпускающих большое число изделий одного вида (преимущественно верхней одежды).
При комбинированном (параллельно-последовательном) способе настилания звено настильщиков (обычно состоящее из двух человек) занимает одновременно два-три стола для выполнения пяти-шести настилов, включенных в одну расчетную карту. Этот способ используют преимущественно для платьевых и частично сорочечных тканей.
Одним из основных направлений совершенствования раскройного производства является расширение области применения секционных настилов. Секционным называют общий настил, состоящий из нескольких настилов отдельных раскладок, одинаковых или разных по длине и расположенных последовательно друг за другом. При этом некоторые или все полотна настелены без поперечных стыков.
Пока секционные настилы находят применение в основном для раскроя прикладных материалов и бельевых тканей. Секцион  ный настил выполняют на длинном столе. Преимущества этого способа перед существующими заключается в следующем: материал с одного рулона настилают на все секции секционного настила от начала до конца, исключается разрезание куска на полотна отдельных раскладок, при этом уменьшаются потери материалов из-за отсутствия припусков на концы.
ный настил выполняют на длинном столе. Преимущества этого способа перед существующими заключается в следующем: материал с одного рулона настилают на все секции секционного настила от начала до конца, исключается разрезание куска на полотна отдельных раскладок, при этом уменьшаются потери материалов из-за отсутствия припусков на концы.
Секцией настила называют отдельную зарисовку раскладки или ее часть, которую можно отрезать от общего настила по поперечной прямой линии. По линии разреза секции на настилочном столе устанавливают передвижную секционную линейку для отрезания полотна. Настилы с разной высотой секции называют ступенчатыми.
На предприятиях используют механизированное и ручное настилание материалов. Сущность ручного настилания состоит в том, что рабочие разматывают рулон материала, находящийся у одной из торцевых сторон настилочного стола. Перемещаясь вдоль стола, рабочие протягивают полотно, сматываемое с рулона. Конец полотна закрепляют прижимной линейкой. Далее, возвратившись к рулону, один рабочий выравнивает кромку материала по предыдущему полотну, а другой разравнивает поверхность полотна. Затем полотно отрезают и зажимают линейками (типов КЛ-2, ЛП-1300, ЛП-1600). Желательно, чтобы стол имел устройство для размотки рулона материала, которое должно быть размещено или на уровне стола, или ниже его на 100... 150 мм. Это устройство позволяет уменьшить растяжение материала при его протягивании по поверхности стола.
Для облегчения условий ручного настилания применяют различные устройства: кронштейны, на которые подвешиваются рулоны материала за вставленные в них оси (скалки), элеваторную стойку для рулонов материала, накопители.
Механизированное настилание является более технологичным. Оно предупреждает неравномерность натяжения материала в процессе настилания, вызывающую релаксацию раскроенных деталей и приводящую к их несоответствию лекалам-эталонам. Кроме того, механизированное настилание материала повышает производительность, облегчает труд.
В промышленности используют два типа оборудования для механизированного настилания пальтовых и костюмных тканей. В оборудовании одного типа предусмотрено настилание ткани из рулона. Это комплексы МНК-1, МНК-2 для механизированного настилания материала комбинированным способом на длинных настилочных столах со ступенчатым размещением настила (рис 7.10) и полуавтоматический настилочный комплекс (ПНК) для настилания полотен последовательным способом.
В оборудовании другого типа производится настилание предварительно отрезанных от рулона полотен длиной, равной длине настила. Для этой цели служат две машины — измерительно зеркальная и настилочная. Первая служит для нарезания материала на полотна, включенные в одну раскройную карту, а вторая — для настилания этих полотен.
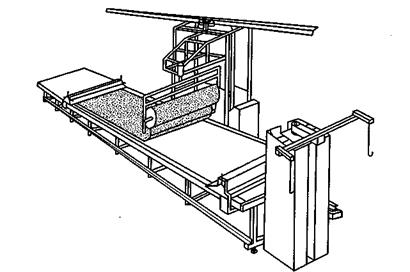
Рис. 7.10. Внешний вид комплекса МНК-1 для настилания материалов
РАСКРОЙ МАТЕРИАЛОВ
Под раскроем материалов понимают их разрезание на отдельные полотна для настилов (при изготовлении настилов), рассекания этих настилов на части и выкраивание деталей. Следующими задачами раскройного производства являются подготовка выкроенных деталей к пошиву (нумерация, подгонка рисунка, нанесение вспомогательных линий, рассечек), комплектование деталей, подача кроя в швейный цех.
Перед рассеканием настила сначала срезают его стороны по границам рамки раскладки, чтобы освободить стянутые кромкой края полотен. Отрезанную кромку обычно сохраняют и используют для упаковки.
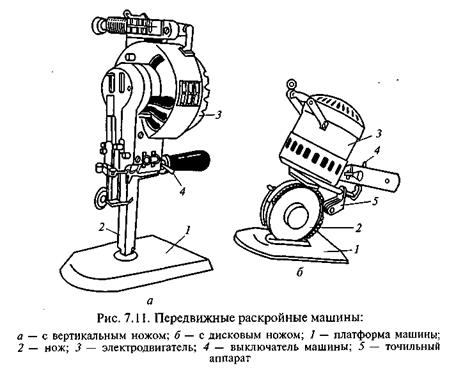
Готовый настил рассекают на части передвижными раскройными машинами с вертикальным или дисковым ножом (рис. 7.11). Раскройную машину ЭЗМ-2 с вертикальным ножом используют для разрезания настила высотой 130... 150 мм на отдельные части (грубый раскрой) или для точного вырезания отдельных крупных Деталей. Раскройную машину ЭЗДМ-1 с дисковым ножом применяют для разрезания настила высотой 50...70 м и для вырезания деталей, имеющих несложную конфигурацию. Эту машину используют обычно для платьевых, подкладочных, бельевых и прикладных материалов.
Вырезание деталей швейных изделий по намеченным контурам называют выкраиванием или вырубанием.
Части разрезанного настила для окончательного выкраивания передаются к стационарным раскройным машинам. Это оборудование бывает двух типов — машины с ленточными ножами и вырубочные прессы.
Ленточные раскройные машины более производительны, чем передвижные, и обеспечивают более высокое качество кроя. Лента ножа должна проходить посередине меловой линии контура детали.
Части рассеченного настила доставляются к ленточным машинам на тележках, высота которых равна высоте настилочного стола. Для безопасности работы поверх пачки деталей часто накладывают вспомогательное лекало, окантованное металлической лентой. Его прижимают к настилу и выкраивают деталь, при этом лента ножа идет по контуру лекала. На ленточных машинах выполняют надсечки для точного соединения деталей. Глубина надсечек для тканей до 5 мм, для трикотажных полотен до 3 мм.
Вырубочные прессы в швейной промышленности чаще всего применяют для вырубания мелких деталей с помощью штампов, изготовленных по их форме. Этот способ вырезания обеспечивает точность конфигурации деталей и высокую производительность труда. Прессы могут иметь электрический, пневматический и гидравлический приводы.
Все перечисленное выше оборудование раскраивает детали изделий механическим способом, при котором материалы режут путем деформирования и расклинивания режущим инструментом (таким же способом режут и ножницы).
Существуют еще термо физические и термомеханические способы раскраивания деталей, требующие оборудования более высокого класса.
Термо физические способы — это лазерный, плазменный и электро разрядный. Лазерный способ резания основан на разрушении текстильных материалов под действием луча лазера. Плазменный способ (с помощью микроплазменной струи) сходен с лазерным, но уступает ему в производительности. Однако он проще и дешевле. При электро разрядном способе материал помещают в поле разряда между электродами. Этот способ наиболее эффективен при перфорировании.
Термомеханическое резание выполняют в два этапа. Сначала материал разрушают по контурам раскладки термическим способом, а потом дополнительно разделяют его механическим воздействием режущего инструмента. Нагрев материала в зоне резания осуществляется токами высокой частоты (ТВЧ). Как правило, резание ТВЧ применяют в промышленности одновременно со сваркой поливинилхлоридных материалов (при изготовлении плащей).
Прикладные материалы — подкладку карманов изделия, всевозможные прокладки (как правило, унифицированные и стандартизированные детали) — экономичнее раскраивать заранее, опережая потребность в их крое.
Авансовый раскрой — это раскрой настила максимально возможной высоты и рациональной длины. При авансовом раскрое применяют трафареты или светокопии, настилание полотен преимущественно механизированное. Число комплектов деталей и соотношение их по размерам и ростам согласуются с величиной заказов на данный вид изделия. Авансовый раскрой осуществляется прежде всего на предприятиях, специализированных на изготовлении изделий одного ассортимента.
Авансовый раскрой можно осуществить и методом вырубания.
Так как промышленное изготовление изделий основано прежде всего на точности кроя, выкроенные детали подвергаются тщательному контролю. Контролер проверяет комплектность вырезанных деталей из основного материала, подкладки и приклада, относящихся к данному изделию. Точность кроя пачки выкроенных деталей проверяют, накладывая верхнюю и нижнюю детали на рабочее лекало, совмещая их с лекалом в долевом направлении и по наиболее ответственным срезам. Обнаружив в деталях кроя откло  нения, проверяют все детали пачки. Убеждаются в наличии на деталях надсечек и наколок, обводят мелом неточности срезов. Отклонения срезов деталей от лекал не должны превышать допустимых отклонений (см. подразд. 7.2).
нения, проверяют все детали пачки. Убеждаются в наличии на деталях надсечек и наколок, обводят мелом неточности срезов. Отклонения срезов деталей от лекал не должны превышать допустимых отклонений (см. подразд. 7.2).
Детали, не соответствующие этим требованиям, в производство не допускаются.
На проверенных деталях кроя осуществляют разметку: намечают расположение карманов, петель, неразрезных вытачек и т.д. Детали размечают по вспомогательным лекалам проколами, диаметр которых не должен превышать 2 мм.
Вырезанные детали штампуют нумератором с изнаночной стороны. С лицевой стороны штампуют только подкладку, пояс, защитный клапан, гульфик, бретели и т.п. Нумерацию можно выполнять мелом или карандашом. Ее можно проводить с помощью машины (скрепками), липкой бумажной лентой или вручную, если на материале остаются следы от скрепок и клея.
На всех деталях в пачке ставят порядковые номера. Эти номера должны быть хорошо видны, но не мешать дальнейшей обработке изделия.
Ниже указаны места расположения номерных знаков на деталях кроя.
Полочка.............. На расстоянии 100... 150 мм от низа
........................... и бокового среза
Спинка................ На расстоянии 100... 150 мм от низа
и бокового среза или на расстоянии
............................ 40...60 мм от среза горловины
Верхняя часть рукава Посередине и на расстоянии 100... 150 мм
Нижняя часть рукава Посередине и на расстоянии 40...60 мм
........................... от оката
Подборт.............. Посередине и на расстоянии 100... 150 мм
........................... от нижнего среза
Воротник............ Посередине и на расстоянии 40...60 мм
от среза горловины
Клапан, листочка,
манжета, накладной карман,
усилительная или защитная
накладка и т. п..... Посередине
Передняя часть брюк На расстоянии 70... 120 мм от верхнего
среза и 40...80 мм от линии бокового
........................... среза
Задняя часть брюк На расстоянии 100... 150 мм от верхнего
........................... среза и 150...250 мм от бокового среза
Детали капюшона, шлема .... Посередине
Клинья юбки..... На расстоянии 70... 120 мм от верхнего
среза и посередине
Пачки пронумерованных деталей из основного материала, подкладки, приклада связывают или скрепляют специальными ремнями, упаковывают вместе с фурнитурой и с сопроводительным документом направляют на хранение на склад кроя, откуда по мере надобности крой отправляют в швейный цех.
Сопроводительным документом кроя является маршрутный лист, составленный на основании карты расчета материала для пачки кроя каждого размера и роста. Маршрутный лист служит отчетным документом при передаче кроя, полуфабриката и готовых изделий на всех участках производства. В нем записывают все данные, характеризующие пачку кроя, указывают, кому предназначен крой, а также выходные данные готового изделия. Каждый маршрутный лист обычно содержит данные не более чем о десяти изделиях и выписывается в пяти экземплярах. Один экземпляр остается в раскройном цехе или на складе кроя, остальные передаются с пачкой кроя на участки сборки, отделки изделий и на склад готовой продукции.
Хранение пачек кроя рекомендуется производить на многоярусных полочных стеллажах, обслуживаемых штабелером или краном штабелером. Число секций в стеллажах по высоте определяют в зависимости от высоты помещения, где располагается склад кроя, и объема пачек.
Дата добавления: 2017-04-05; просмотров: 15674;
Поиск по сайту
Узнать еще
- Аккумулирование волокнистых материалов
- АЭРОКОСМОФОТОСЪЕМКА И ДЕШИФРИРОВАНИЕ АЭРОКОСМОФОТОМАТЕРИАЛОВ
- Важнейшие приемы дизайна печатных материалов
- Взаимосвязь строительных материалов, конструкции и архитектурной формы
- Виды волокнистых материалов (полуфабрикатов)
- Виды клеев и клеевых материалов
- Виды материалов из древесины
- Виды отделочных материалов в деревообработке

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
