Виды износа режущего инструмента
Характер износа режущего инструмента, то есть распределение его по рабочим поверхностям инструмента, зависит от многих конкретных условий, в которых производится резание. Износ режущего инструмента выражается в появлении лунки на передней поверхности, площадок износа на главной и вспомогательной задних поверхностях и в уменьшении вылета вершины резца или режущего лезвия иного инструмента.
Износ режущего инструмента только по задней поверхности наблюдается при обработке хрупких материалов, при резании которых образуется стружка надлома, не представляющая собой сплошного прочного тела. Износ по задней поверхности является также превалирующим в случае резания с малыми толщинами среза, при малых значениях задних углов и при обработке сталей и сплавов, обладающих ярко выраженным упругим последствием и сильным обработочным упрочнением (рис. 4.5).
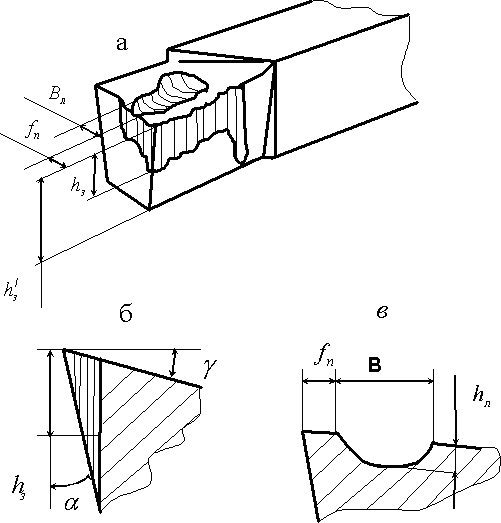
а- общий вид режущей части инструмента со следами износа;
б- износ по задней поверхности;
в- износ по передней поверхности.
Рис. 4.5. Распределение износа по поверхностям инструмента:
Износ режущего инструмента только по передней поверхности происходит в случае обработки вязких металлов с большими сечениями среза, когда образуется устойчивый нарост, исключающий контакт задней поверхности с обрабатываемым материалом. В большинстве же случаев практики резания металлов инструмент изнашивается как по передней, так и по обеим задним поверхностям (рис. 4.6.,4.7.).
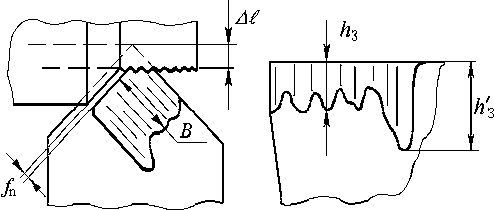
Рис. 4.6 Параметры изнашивающего инструмента.
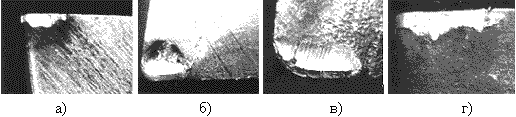
Рис. 4.7. Износ резцов из быстрорежущей стали Р18 при точении стали 40Х: (а) по задней, (б) передней поверхностям; твердого сплава ВК8 при точении коррозионно-стойкой стали: (в) по задней, (г) передней поверхностям.
Изнашивание передней поверхности происходит, как правило, на некотором удалении от главной режущей кромки. Образующаяся лунка с течением времени работы резца углубляется и незначительно расширяется в сторону от режущей кромки. Износ инструмента полностью характеризуется указанными ниже параметрами.
Ширина фаски на задней поверхности hз, исключая период начального изнашивания, растет пропорционально времени резания. Ширина лунки В изменяется очень мало, а ширина полки fn на передней поверхности уменьшается. Установлено, что работоспособность режущего инструмента в значительной мере определяется наличием полки на его передней поверхности. Разрушение ее приводит к потере режущей способности инструмента и его катастрофическому разрушению. На рис. 4.8. показаны наиболее характерные зависимости величины износа резца из быстрорежущей стали от времени резания при точении стали 40Х.
Критериями затупления инструмента и необходимости его переточки наряду с указанными также могут быть: ухудшение качества обработанной поверхности, образовании фаски износа на задней поверхности инструмента, появление на ней светлых полос, вибрации, увеличение потребляемой мощности и другие.
Обычно за критерий затупления принимается величина (ширина) площадки износа на задней поверхности режущего инструмента как наиболее легко обнаруживаемая и измеряемая.
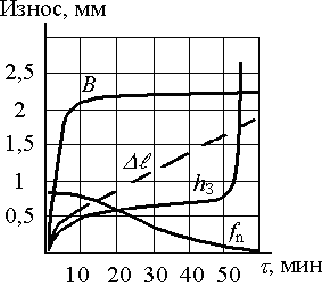
Рис. 4.8. Характерные зависимости износа режущего инструмента от времени резания. Глубина резания – 1,5 мм, подача – 0,25 мм/об, скорость резания –35 м/мин.
При выполнении различных исследований или оценке эффективности какого-либо технического мероприятия износ режущего инструмента может оцениваться в относительных единицах величиной относительного износа. Относительный износ выражается величиной износа по любому из перечисленных выше критериев, отнесенной к показателю выполненного объема работы: пройденному при заданном режиме пути резания, площади обработанной поверхности, объему или весу срезанного материала. Наиболее часто относительный износ выражают отношением величины износа по задней поверхности (  ) к величине пройденного (L) пути резания.
) к величине пройденного (L) пути резания.
Время работы режущего инструмента до затупления по выбранному и принятому критерию называется стойкостью, или периодом стойкости, обозначающимися прописной буквой Т латинского алфавита.
Дата добавления: 2017-01-16; просмотров: 4233;
Поиск по сайту
Узнать еще
- Arthropoda.Систематика.Блохи.Виды блох.Географическое распространение.Морфология,развитие,патогенное действие.Медицинское и эпидемиологическое значение.Меры борьбы.
- HTML заголовок и его виды
- I. Выборы: понятие, значение и виды.
- II. Понятие и виды элиты.
- III. Старение и усталость. Вибрация. Коррозия деталей машин. Краткие сведения по теории трения. Виды трения. Основные требования и определения
- S-образные виды профиля.
- А вот и обещанная статья о принципах Дезинфекции и стерилизации металлического инструмента.
- А. Свойства и виды рецепторов. Взаимодействие рецепторов с ферментами и ионными каналами

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
