Механизм изнашивания режущего инструмента.
Рабочие поверхности режущего инструмента изнашиваются как от механического воздействия на него обрабатываемого материала, так и в результате молекулярно-термических процессов происходящих в зоне резания на поверхностях контакта инструмента с обрабатываемым материалом. Инструмент может подвергаться различным по своей природе,видам изнашивания: абразивному, адгезионному, химическому, диффузионному, электроэрозионному и другим. В процессе резания все эти виды изнашивания могут иметь место, но в зависимости от конкретных условий один из них является доминирующим, определяющим интенсивность изнашивания и стойкость режущего инструмента.
Абразивное изнашивание. Происходит по причине царапания поверхностей инструмента твердыми включениями обрабатываемого материала. Твердые включения при этом как микрорезцы скоблят поверхность инструмента.
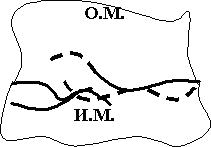
О.М –обрабатываемый материал;
И.М. –инструментальныйматериал.
Рис. 4.9 Абразивное изнашивание
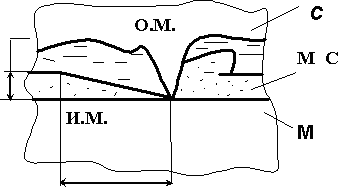
М- инструментальный материал,
С- среда,
МхС  —пленка химического соединения толщиной
—пленка химического соединения толщиной  ,
,
 - время восстановления пленки до толщины .
- время восстановления пленки до толщины .
Рис. 4.10. Абразивно-химическое изнашивание.
Частицы инструментального материала, вырываемые стружкой или частицы периодически разрушающегося нароста, обладающего твердостью, близкой к твердости инструментального материала, проволакиваясь по контактным поверхностям, уносят некоторый объем инструментального материала и оставляют следы в виде царапин. При резании твердым сплавом абразивный износ происходит путем выскабливания мягкой кобальтовой связки и механического вырывания твердых зерен карбидов.
При резании в химически активных средах возможен абразивно-химический износ в результате интенсивного образования, соскабливания и уноса образующихся мягких пленок соединений элементов среды с материалом инструмента.
Адгезионное изнашивание. Совершается путем отрыва силами адгезии мельчайших частиц инструментального материала. Поскольку при резании на поверхностях контакта действуют колоссальные давления и в контакт приходят вновь образованные ювенильные поверхности, свободные от каких-либо пленок, создаются благоприятные условия для интенсивной адгезии контактирующих материалов. При сближении их на расстояние примерно 100 ангстрем проявляются силы молекулярного взаимодействия и образуются так называемые «мостики холодного сваривания». Разрушение может проходить как в объеме инструментального материала, так и по объему менее прочного обрабатываемого материала. В этом случае образовавшийся на поверхности инструмента налип вызывает осложнение перемещения стружки, дополнительное ее деформирование и локальное повышение температуры, которое приводит к ослаблению сил металлической связи инструментального материала.
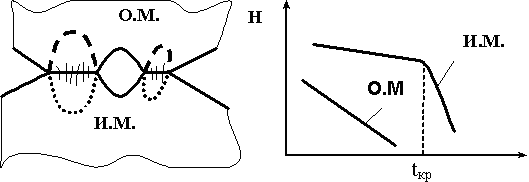
А- мостики холодного сваривания, Б- зависимость твердости обрабатываемого (О.М.) и инструментального (И.М.) материалов от температуры. tкр - температура красностойкости инструментального материала
Рис. 4.11. Адгезионное изнашивание.
Приближенно закономерность адгезионного изнашивания выражается зависимостью:
 ,
,
Где  - твердость инструментального материала;
- твердость инструментального материала;  - Твердость обратываемого материала; L- путь, пройденный инструментом до полного затупления в течении всего периода стойкости.
- Твердость обратываемого материала; L- путь, пройденный инструментом до полного затупления в течении всего периода стойкости.
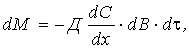
Диффузионное изнашивание. При резании на высоких скоростях, когда в зоне резания развивается температура порядка 1000  , обрабатываемый материал сильно размягчается, а соотношение твердостей и становится очень большим, износ режущего инструмента, однако, не только не уменьшается, но еще больше возрастает. Дело здесь в том, что при высокой температуре становится ощутимым процесс взаимного диффузионного растворения инструментального и обрабатываемого материалов. Известно, что при комнатной температуре процесс диффузии идет неощутимо медленно, но при температурах, близких к температурам плавления, скорость процесса диффузии возрастает в миллионы раз. Поскольку при резании время контакта обрабатываемого материала синструментальным исчисляется сотыми и тысячными долями секунды, градиент концентрации постоянно велик и диффузионный износ протекает весьма интенсивно.
, обрабатываемый материал сильно размягчается, а соотношение твердостей и становится очень большим, износ режущего инструмента, однако, не только не уменьшается, но еще больше возрастает. Дело здесь в том, что при высокой температуре становится ощутимым процесс взаимного диффузионного растворения инструментального и обрабатываемого материалов. Известно, что при комнатной температуре процесс диффузии идет неощутимо медленно, но при температурах, близких к температурам плавления, скорость процесса диффузии возрастает в миллионы раз. Поскольку при резании время контакта обрабатываемого материала синструментальным исчисляется сотыми и тысячными долями секунды, градиент концентрации постоянно велик и диффузионный износ протекает весьма интенсивно.
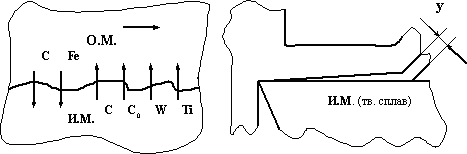
Рис. 4.12. Диффузионное изнашивание режущих инструментов. y-толщина диффузионного слоя.
Количество вещества одного компонента, выраженное в молях, продиффундировавшее в другой компонент, выражается уравнением:
где: Д- коэффициент диффузии;
М – количество вещества;
dC/dx- градиент концентрации;
dB- площадь, через которую идет диффузия;
d  - время диффузии.
- время диффузии.

где: А  — предэкспоненциальный множитель, формально равный коэффициенту диффузии при температуре, равной бесконечности;
— предэкспоненциальный множитель, формально равный коэффициенту диффузии при температуре, равной бесконечности;
Q — энергия разрыхления, необходимая для ослабления связей между атомами кристаллической решетки до возможности их миграции;
R — газовая постоянная;
T- абсолютная температура.
Интенсивность диффузионного изнашивания может быть выражена толщиной диффузионного слоя, который зависит от времени и коэффициента диффузии. Зависимость эта подчиняется закону параболы:
 ,
, 
где: y- толщина слоя диффузионной пленки;  — время диффузии.
— время диффузии.
В результате диффузии в поверхностных слоях твердого сплава образуется железо-вольфрамовый карбид  , пластичная кобальтовая связка превращается в хрупкую фазу, представляющую собой двойной карбид
, пластичная кобальтовая связка превращается в хрупкую фазу, представляющую собой двойной карбид  . Охрупчивание связки твердого сплава приводит к тому, что в процессе резания наряду с диффузионным растворением происходит хрупкое разрушение материла связки и унос целых блоков зерен твердого сплава. В двухкарбидных сплавах карбиды титана, растворяясь медленнее, образуют выступы и впадины, которые заполняются материалом стружки. Время диффузии в этих условиях увеличивается, и в результате резкого уменьшения градиента концентрации, диффузия и износ уменьшаются.
. Охрупчивание связки твердого сплава приводит к тому, что в процессе резания наряду с диффузионным растворением происходит хрупкое разрушение материла связки и унос целых блоков зерен твердого сплава. В двухкарбидных сплавах карбиды титана, растворяясь медленнее, образуют выступы и впадины, которые заполняются материалом стружки. Время диффузии в этих условиях увеличивается, и в результате резкого уменьшения градиента концентрации, диффузия и износ уменьшаются.
Электроэрозионное изнашивание. Происходит в результате действия электрического тока, образующегося под влиянием термоэлектродвижущей силы (ТЭДС). В связи с тем, что инструмент и обрабатываемый материал контактируют в отдельных точках с разной температурой, в каждой точке действует ТЭДС разной величины. В результате в зоне резания образуется сложная система электрических цепей (контуров), при разрыве которых происходит перенос капли одного из материалов на поверхность другого в зависимости от знака заряда поверхности. При переносе капли обрабатываемого материала на поверхность инструмента она приваривается к поверхности инструмента и образует порог, который выламывается вместе с объемом инструментального материала. Кроме того твердая затвердевшая капля проволакиваясь между обрабатываемым материалом и инструментом царапает поверхность последнего и усиливает абразивное изнашивание. Такой механизм изнашивания, надо полагать, значительно усиливает изнашивание твердосплавных инструментов, работающих при больших скоростях резания, при которых в зоне резания развиваются ТЭДС до нескольких десятков милливольт, а температура находится в пределах 1000 . Твердая частица в этом случае легко выскабливает размягченную и выдавленную на поверхность кобальтовую связку, недостаток которой ослабляет соединение твердых карбидных зерен твердого сплава. Выкрашивание их приводит к лавинообразному развитию изнашивания инструмента.
Наиболее типичные виды износа, причина их появления и рекомендации по предотвращению приведены в таблице 4.1
Таблица 4.1
Дата добавления: 2017-01-16; просмотров: 2303;
Поиск по сайту
Узнать еще
- CIH — газораспределительный механизм с распределительным валом в головке блока цилиндров
- III. Механизмы регуляции количества ферментов
- TActionList - механизм действий
- А вот и обещанная статья о принципах Дезинфекции и стерилизации металлического инструмента.
- Аграрная реформа 1861г. и механизм ее реализации на Беларуси
- АНАЛИЗ РАБОТЫ РЕЖУЩЕГО АППАРАТА
- Антихолинэстеразная теория механизма действия ФОС
- Аппаратный механизм преобразования виртуального адреса в физический

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
