Обработка подбортов
Подборта могут быть цельновыкроенными с деталями переда, отрезными на участке лацкана или на всем протяжении среза борта.
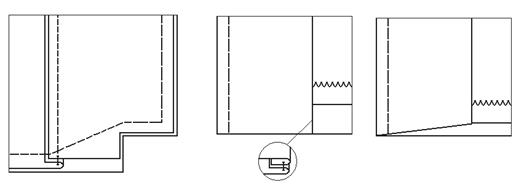
Отрезные подборта в целях экономии материалов проектируются с надставками. В зависимости от вида материалов надставки притачивают с последующим разутюживанием или растрачиванием шва или же соединяют швом встык на машине зигзагообразной строчки с приспособлениями для подгибания срезов (рис. 58).
Подборта могут быть соединены с прокладками по всей поверхности или только на участке лацканов.
В зависимости от модели внутренние срезы подбортов могут быть окантованы специальной тесьмой или полоской подкладочной ткани.
Дополнительная обработка подбортов в изделиях с потайной (внутренней) застежкой зависит от вида застежки:
1) застежка расположена по краю борта;
2) дополнительный вход для петель расположен параллельно краю борта;
3) без дополнительного прореза.
Подборта в изделиях с застежкой первого типа на участке застежки (между надсечками) по срезу борта обтачивают полоской подкладочной ткани (строчка 1), вывертывают, выправляя кант из подборта, который может быть закреплен строчкой 2, приутюживают. Затем намечают и обметывают петли (строчка 3).
| Рис. 58. Соединение частей подбортов | Рис. 59. Обработка подбортов в изделиях с застежкой, расположенной по краю борта |
Дополнительный вход для одной петли, расположенный параллельно краю борта (рис. 60), обрабатывается полосками основной ткани (строчки 1, 2). После обметывания петли (строчка 3) срезы обтачек стачивают (строчка 4), закрепляя концы прореза двумя обратными строчками.
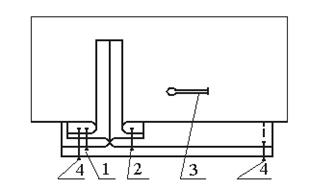
Рис. 60. Обработка дополнительного входа для одной петли
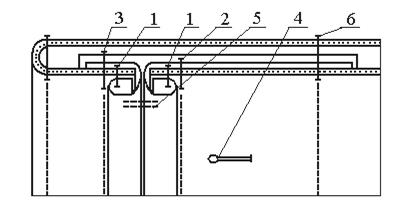
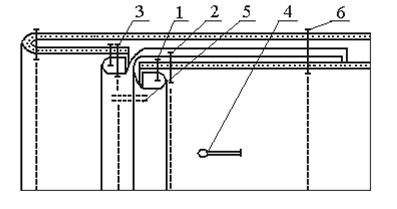
Если застежка изделия предусматривает несколько таких петель, то дополнительный прорез обрабатывается полосками подкладочной ткани или тесьмой, а между петлями выполняются закрепки (рис. 61).
а)
б)
Рис. 61. Обработка потайной застежки с дополнительным входом,
расположенным параллельно краю борта с симметричным (а)
и асимметричным (б) оформлением краев прореза
В изделиях из тонких материалов типа плащевых подборт может выкраиваться с дополнительной деталью на участке потайной застежки.
Петлю на подборте без дополнительного прореза обметывают, подложив на этом участке отрезок подкладочной ткани. Затем этот отрезок стачивается по срезам с другим отрезком подкладочной ткани таких же размеров.
Основные направления совершенствования обработки подбортов:
- использование технологичных конструкций деталей;
- использование прямострочных полуавтоматов типа 904 класса, выполняющих строчки заданной длины, или машин зигзагообразной строчки для соединения частей подбортов;
- применение рулонного питания машин при окантовывании внут-ренних краев подбортов.
Сборка бортов
Сборка бортов может осуществляться до обработки плечевых срезов или одновременно с обработкой воротника.
Сборку бортов начинают с соединения деталей переда с бортовой прокладкой(если она предусмотрена в изделии).
При клеевом способе сборка осуществляется на прессах одновременно с формованием. При ниточном способе могут применяться стачивающие машины или машины типа 63 класса, выполняющие строчки временного назначения.
При использовании стачивающей машины с ножом строчка прокладывается по линии перегиба лацкана на 2/3 ее длины (нож отключен), горловине, плечевым и срезам пройм на 0,5 см от края. В изделиях из толстых тканей – только по горловине и проймам, не доходя до плечевых срезов 5-6 см, а в изделиях из тонких дешевых тканей – и по срезу борта.
При наметывании деталей переда на бортовую прокладку на машине 63 классапервая строчка прокладывается по центру при совмещении на деталях выпуклости в области груди (рис. 62).
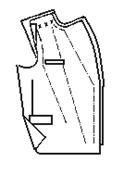
Рис. 62. Наметывание детали переда на бортовую прокладку
Выстегивание лацканов с целью придания им дополнительной упругости выполняется (со стороны бортовой прокладки) только в изделиях с лацканами и неклеевой прокладкой в них. Потайные строчки выполняются на машине 761 кл. «Паннония» параллельно линии перегиба лацкана, первая строчка располагается на 20 мм за нее в сторону проймы.
После соединения деталей переда с бортовой прокладкой и выстегивания лацканов детали формуют на прессах со специальными подушками.
После обработки боковых срезов изделия, если выполнялось формование в области груди, то обязательно уточняют форму и размеры срезов борта и низа изделия по контрольным лекалам и намечают положение первой петли. В изделиях технологичных конструкций подрезку бортов и низа не производят.
В изделиях с неклеевой бортовой прокладкой по борту, лацканам прокладывают кромку, для чего прокладку предварительно высекают (вырезают) на 8÷12 мм от срезов. Кромку прокладывают с натяжением в уголках лацканов, средней части лацкана, между петлями. Кромка прокладывается также по линии перегиба лацкана (если только не используется отрезная клеевая прокладка в лацканы) и по низу на 25÷30 см от края борта. Клеевую кромку можно прикрепить при обтачивании борта с последующим приклеиванием кромки во время разутюживания шва. Льняная кромка предварительно декатируется, пришивается на машине потайного стежка. Борта приутюживают.
От правильности прокладывания кромки во многом зависит качество обработки бортов.
В изделиях с дублированными деталями переда кромка прокладывается только в том случае, если это предусматривается моделью (на фигуры с большим выступом живота и т.д.).
Соединение подбортов с деталями переда может выполняться разными способами.
На машинах типа 297 класса с посадкой нижней ткани и ножом для обрезки припусков обтачивают борта по детали переда, посаживая подборт в углу лацкана и в средней части на уровне выпуклости груди, основную деталь – между петлями. Величина посадки определяется конструкцией изделия с учетом пошивочных свойств материала и формы борта.
В изделиях из тканей в полоску, клетку рекомендуется предварительно наметывать (машина 2222 М АО «Орша» Беларусь) подборта на детали переда, в уголках лацканов допускается наметывать вручную.
Вместо наметывания подборта могут быть закреплены на деталях переда с помощью специального приспособления металлическими скрепками, которые впоследствии удаляют также с помощью специального приспособления.
Машина фирмы «Пфафф» для обтачивания бортов оснащена специальным устройством, обеспечивающим поочередную обрезку срезов стачиваемых деталей. До перегиба лацкана обрезается деталь переда, ниже – подборт. Переключение обрезного устройства осуществляет оператор.
В изделиях с отрезными лацканами притачивают лацкан к подборту, а затем обтачивают лацкан до точки уступа. В изделиях с цельновыкроенными подбортами обрабатывают уступы и углы борта внизу.
Нижние углы бортов в изделиях с притачной подкладкой обтачивают на 1-2 мм ниже линии подгиба низа.
| а) | б) | в) |
| Рис. 63. Обработка нижних углов бортов в изделиях с притачной (а) и отлетной (б, в) подкладками |
В изделиях с отлетной подкладкой (рис. 63б) борта обтачивают до среза низа, внутренний срез подборта перегибают по линии подгиба низа и обтачивают швом 7 мм, не доходя до среза припуска на 15 мм. Шов надсекают, вывертывают. После притачивания подкладки угол подборта закрепляют воздушной петлей. Возможна обработка без обтачивания угла подборта, при которой подборт перегибается под углом (рис. 63в).
В изделиях из толстых упругих тканей для удобства выметывания бортов швы обтачивания разутюживают на прессе со специальными узкими подушками, заканчивающимися заостренными концами. В изделиях из тканей разреженной структуры разутюживание швов обтачивания бортов не выполняют.
Края бортов выметывают, образуя кант 1÷3 мм (по лацкану – из подборта, ниже – из детали переда) и приутюживают.
Полученная при выполнении ВТО деформация не является устойчивой, поэтому дополнительно величина канта закрепляется. Способы закрепления канта представлены на рисунке 64.

Рис. 64. Способы закрепления канта по краю борта
Клеевая паутинка может прокладываться при обтачивании бортов, выметывании их краев или же притачиваться к шву обтачивания борта со стороны переда.
Особенности обработки потайной застежки с входом, расположенным по краю борта(рис. 65). Деталь переда верхней стороны застежки обтачивается полоской подкладочной ткани (строчка 1) между двумя надсечками. Шов выправляют и закрепляют (строчка 2). Обработанные подборта соединяют с деталями переда, скрепляют края подборта и переда между петлями (строчка 3) и прокладывают отделочную строчку 4.
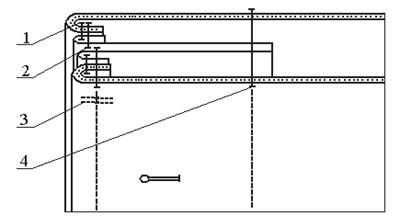
Рис. 65. Обработка потайной застежки с входом, расположенным
по краю борта
Направления совершенствования процесса сборки бортов:
- применение технологичных конструкций;
- исключение операций временного назначения;
- применение клеевых материалов.
Дата добавления: 2016-11-29; просмотров: 7836;
Поиск по сайту
Узнать еще
- I. Обработка поверхности изделий.
- I. Обработка результатов журнала технического нивелирования.
- III. Последующая обработка.
- Абразивная обработка
- Автоматизация обработки табличных данных (обработка списков)
- Автоматизированная тематическая обработка радиолокационных снимков.
- Амминирование и гидразинная обработка питательной воды
- Анодно-механическая обработка

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
