Верхний прорезной карман с листочкой
В пиджаках его обычно обрабатывают с листочкой, по форме представляющей собой параллелограмм, боковые стороны которого параллельны срезу борта детали переда. Листочка по верхнему краю может быть обтачной или цельновыкроенной с нижней частью листочки. Обтачивание листочки может выполняться по трем сторонам или только по верхней, а по боковым листочка заутюживается, нижняя часть ее – высекается. Цельновыкроенная с нижней частью листочка обтачивается по боковым сторонам.
При притачивании листочки необходимо обеспечить совпадение рисунка на листочке и основной детали. Шов притачивания листочки надрезают на уровне боковых срезов листочки, отгибают в сторону листочки, накрывают нижней частью листочки и подкладкой кармана и притачивают (строчка 3) у шва притачивания листочки (рис. 38).
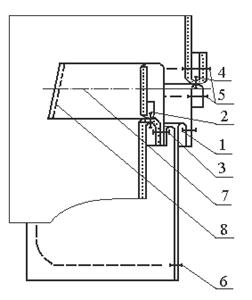
Рис. 38. Обработка верхнего прорезного кармана с листочкой
Расстояние между строчками притачивания листочки (строчка 2) и подзора (строчка 4) равно 8÷10 мм. Строчка 4 не доходит до концов строчки 2 в концах кармана со стороны борта – на 5 мм, проймы – на 2 мм с учетом формы листочки. Шов притачивания подзора (подзор может быть продублирован) разутюживают или расстрачивают (строчка 5). Перед закреплением боковых сторон листочки ее для совмещения рисунка приметывают к основной детали (строчка 7). Настрачивание боковых сторон листочки на основную деталь (строчка 8) выполняют на машине зигзагообразной строчки или стачивающей (в зависимости от модели) после соединения частей переда с бортовой прокладкой.
В зависимости от модели изделия и вида материалов возможны следующие особенности обработки верхнего кармана:
- при достаточной ширине листочки карман обрабатывают без подзора;
- в изделиях из недорогих материалов листочку притачивают одновременно с подкладкой кармана (как в боковых карманах);
- в изделиях из недорогих материалов подкладка кармана может служить прокладкой листочки.
Совершенствование обработки всех видов прорезных карманов невозможно без унификации деталей узла, так как она позволяет использовать для обработки прореза полуавтоматы, на которых притачивают сразу две детали: клапан и обтачку, листочку и подзор и т.д.
Накладные карманы
Накладные карманы могут быть с верхним и прорезным входом, отличаться формой и видами отделки, способом соединения карманов с изделием. В зависимости от модели карманы обрабатывают с подкладкой или без нее. Для повышения формоустойчивости накладные карманы соединяют с клеевой или неклеевой прокладкой или же прокладывают кромку (или прокладку) по припуску на обработку верхнего края кармана. Если верхний край кармана сложной конфигурации или если на детали кармана есть защипы, складки и т. п., доходящие до верхнего среза, то используется подкройная обтачка.
Соединение накладных карманов с основными деталями возможно накладным, стачным или настрочным швом.
Если карманы будут соединяться с изделием накладным швом (рис. 39а), то при заготовке карманов заутюживают по шаблону боковые и нижние срезы карманов. Подкладку притачивают к верхнему срезу кармана (строчка 1). Основную деталь кармана отгибают до линии заутюженного верхнего края и настрачивают боковые и нижние срезы подкладки (строчка 2), подгибая их на 5÷7 мм и располагая строчку на 2 мм от сгиба. Возможно настрачивание без подгиба среза. Затем настрачивают основную деталь кармана (строчка 3). Если карман настрачивается двумя параллельными строчками (рис. 39б), то операцию 2 можно исключить.
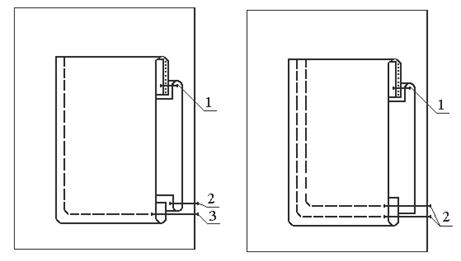
а) б)
Рис. 39. Соединение накладных карманов с изделием
на одноигольной (а) и двухигольной (б) машинах
При соединении карманов с изделием стачным швом (рис. 40а) подкладку кармана настрачивают (строчка 1) или притачивают к детали по намеченным контурам боковых и нижней сторон. Затем боковую сторону основной детали кармана притачивают к изделию, начиная от верхнего угла и постепенно переходя к нижней и второй боковой стороне. В последнюю очередь прикрепляют подкладку по верхним краям (операция 3) клеевой пленкой, паутинкой или вручную. В изделиях из недорогостоящих материалов допускается притачивать карман одновременно с подкладкой, предварительно обметав срезы (рис. 40б).
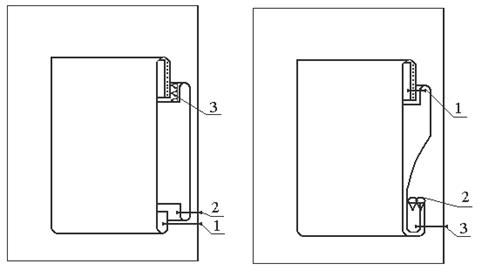
а) б)
Рис. 40. Соединение накладных карманов с изделием стачным швом
Соединение накладных карманов в изделии настрочным швом (рис. 41) по сравнению с предыдущим вариантом позволит исключить обметывание.
В индивидуальном производстве используют и такой метод обработки накладных карманов: карман обтачивают подкладкой по трем сторонам и затем настрачивают на основную деталь (рис. 42). Пропуск в строчке обтачивания закрепляют клеевым или ниточным способом.
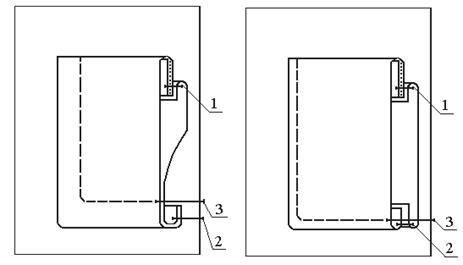
| Рис. 41. Соединение накладных карманов с изделием настрочным швом | Рис. 42. Соединение предварительно заготовленного накладного кармана с изделием |
Соединение накладных карманов с основной деталью возможно за счет клеевой пленки или паутинки, нанесенных на подогнутые края детали.
Дата добавления: 2016-11-29; просмотров: 6307;
Поиск по сайту
Узнать еще
- В местах намеченных остановок общественного транспорта следует предусматривать уширения проезжей части (карманы) на 3,0 – 3,5 м.
- Верхний отдел (J3).
- Верхний первый (медиальный, центральный) резец
- Верхний предел рабочей части величины
- Два желтых огня, из них верхний мигающий,
- Для чего предназначается верхний (седьмой) уровень архитектуры – прикладной?
- Источник: Карманный справочник нефтепереработчика. /М.Г. Рудин, В.Е.Сомов, А.С. Фомин. Под ред. М.Г.Рудина. – М.: ЦНИИТЭнефтехим. – 2004. –336 с.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
