Замена поршневых колец
|
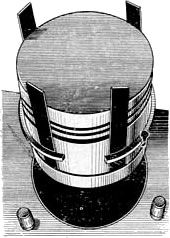
| Рис. 106. Снятие поршневых колец |
Поршневые кольца следует заменять в случае разрушения, износа или потери упругости колец, а также заедания их в канавках поршня, при повышенном расходе масла двигателем и падении компрессии в цилиндрах.
Для снятия поршневых колец (рис. 106) необходимо: 1. Снять цилиндры (см. “Замена поршней”, пп. 1—5).
2. Вставить четыре медные пластинки (размером 1X5x30 мм) под первое поршневое кольцо и снять его; остальные кольца снимаются аналогично.
Для установки поршневых колец необходимо:
1. Подобрать новые поршневые кольца по цилиндрам и поршням. Новые кольца подбирать по тому цилиндру, в котором они будут работать без заклинивания.
2. Кольца подбирать по цилиндрам так, чтобы тепловой зазор в замке колец, вставленных в цилиндр, был 0,25—0,5 мм. При меньшем зазоре разрешается припилить стыки кольца. Плоскости стыков после припиливания должны быть параллельны. Торцовый зазор между кольцом и канавкой поршня должен быть: для верхнего компрессионного кольца 0,055—0,065 мм, для остальных колец 0,04—0,05 мм.
3. Тщательно очистить от нагара поршни, особенно канавки под поршневые кольца и смазочные отверстия.
4. Установить подобранные поршневые кольца на поршень, предварительно поставив под кольца медные пластинки.
5. Сместить стыки колец под углом 90° друг к другу.
6. Установить цилиндры (см. “Замена поршней”. пп. 5—10).
Притирка клапанов
Клапаны следует притирать в случае нарушения плотности их посадки вследствие появления раковин, нагара на рабочих поверхностях клапанов и седел.
Внешним признаком нарушения герметичности закрытия клапанов является падение компрессии в цилиндрах и снижение мощности двигателя.
Для притирки клапанов (рис. 107) необходимо:
1. Очистить клапаны от нагара и проверить их техническое состояние.
|
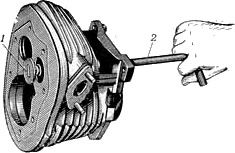
| Рис. 107. Притирка клапана: 1 - клапан; 2 - приспособление для проворачивания клапана |
К притирке допускаются клапаны, у которых глубина раковин на рабочей фаске не превышает 0,05 мм. При большей глубине раковин клапаны следует шлифовать или заменять. Клапаны, у которых головка имеет коробление или высоту цилиндрического пояска менее 0,3 мм, заменять.
2. Надеть на стержень притираемого клапана пружину с небольшой упругостью и вставить клапан в отверстие соответствующей направляющей втулки.
3. На рабочую поверхность головки клапана и седла нанести тонкий слой притирочной пасты, прижать клапан к седлу и с помощью приспособления поворачивать клапан на пол-оборота вправо и влево. После каждого пол-оборота ослаблять силу нажатия на клапан, давая клапану возможность подняться на 2—3 мм от седла.
Рабочие поверхности головки клапана и седла притирать до тех пор, пока они не станут матовыми. Прилегание клапана к седлу должно быть по всей окружности 1,5—2,0 мм по ширине.
4. Тщательно промыть гнезда клапанов и клапаны керосином и проверить качество притирки и герметичность прилегания клапана к седлу.
Проверяется путем заливки керосина соответственно во всасывающий или выпускной патрубок с выдержкой в течение 3 мин. Течь и отпотевание между клапаном и седлом клапана не допускаются.
Дата добавления: 2020-12-11; просмотров: 656;
Поиск по сайту
Узнать еще
- RD «Экзаменационная ведомость»
- а) Замена в случае смерти стороны
- Автотекст, автозамена и автоформат. Стандартные блоки
- Задание 1. Определение длины волны с помощью колец Ньютона
- Задачи к экзаменационным билетам
- Замена в плоских механизмах высших пар низшими
- Замена высших кинематических пар низшими
- Замена высших кинематических пар низшими

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
