Виды арматуры и состав процесса
Арматурой называют стальные круглые стержни, прокатные профили и проволоку, а также изделия из них, расположенные в бетоне для восприятия изгибаемыми частями железобетонной конструкции растягивающих и знакопеременных усилий, а в центрально нагруженных колоннах и стойках — сжимающих усилий (рис. VIII. 11).
По назначению различают рабочую арматуру, устанавливаемую по расчету на усилия, возникающие в железобетоне от воздействия нагрузок; распределительную, служащую для равномерного распределения нагрузок между рабочими элементами и обеспечения их совместной работы; монтажную — для сборки отдельных стержней и других элементов в арматурный каркас и хомуты — для восприятия усилий, появляющихся в балках у опор, и для образования каркасов из стержней.
В предварительно напряженных монолитных конструкциях рабочая арматура, устанавливаемая в одном или нескольких направлениях, подвергается предварительному натяжению. Такая арматура называется напрягаемой.
Технология арматурных работ состоит из процессов изготовления нена-прягаемой арматуры; заготовки напрягаемых арматурных элементов, их комплектации и маркировки; транспортирования комплектов арматуры и арматурных изделий к объекту; монтаж-но-укладочных процессов, которые по содержанию для ненапрягаемой и напрягаемой арматуры различны.
Ненапрягаемую арматуру в обычных и напряженно-армированных конструкциях устанавливают до укладки бетонной смеси; легкую —• вручную, тяжелую (в виде каркасов и блоков) монтируют кранами. Напрягаемую арматуру после бетонирования монолитной конструкции и приобретения бетоном требуемой прочности заводят в оставленные в бетоне каналы, затем производят натяжение, закрепляют концы арматурных элементов и заделывают каналы.
Сокращение расхода стали, снижение трудоемкости и стоимости арматурных процессов обеспечиваются организацией и технологией этих работ. Перспективна, в частности, схема, предусматривающая поставку заводами металлических изделий арматурных полуфабрикатов в виде плоских и рулонных сварных сеток, арматурных прядей, канатов, стер-
жней и крепежных устройств с последующей переработкой их в готовые изделия на районных механизированных арматурно-сварочных заводах.
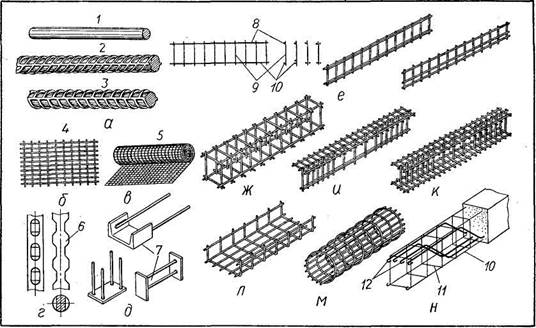
Рис. VII.I 1. Виды арматуры:
а — арматурные стержни; б — плоская арматурная сетка; в — рулонная арматурная сетка; г — проволочная арматура периодического профиля; д — закладные детали; е — плоские каркасы; ж — пространственный каркас; и — то же, таврового сечения; к — то же, двутаврового сечения; л — гнутый каркас; м — цилиндрический каркас; н — каркас с отогнутыми стержнями вязанный; 1 — стержень круглый горячекатаный СтЗ; 2 — то же, периодического профиля Ст5; 3 — то же, периодического профиля Ст35ГС; 4 — сетка из стержней периодического профиля; 5 — то же, из круглых стержней; 6 — профиль холодносплющенной арматуры; 7 — способы крепления закладных деталей к арматуре; 5 — верхние монтажные стержни; 9 — поперечные монтажные и рабочие стержни; 10 — нижние рабочие стержни; // — хомуты; 12 — концевые крюки
Дата добавления: 2020-07-18; просмотров: 835;
Поиск по сайту
Узнать еще
- E) Расчет структурных составляющих очага деформации с одним нейтральным сечением
- I. Определение, виды радиоактивности, радиоактивные семейства
- I. Специфические особенности процесса воспитания в сравнении с процессом обучения.
- II. Виды ионизирующих излучений и единицы измерения ИИ
- II. Формализация процесса формирования математических моделей
- II. Химический состав природных воды
- II. ЭКОНОМИЧЕСКАЯ ПОЛИТИКА, ее цели и виды. ФИАСКО ГОСУДАРСТВА
- II.2. Химический (молекулярный) состав нефтей и природных газов

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
