Заготовка напрягаемых арматурных элементов
Напрягаемые арматурные элементы заготовляют на технологических линиях стержневой, прядево-канатной и пучковой арматуры.
Для стержневой арматуры используют горячекатаную сталь периодического профиля диаметром 6...8 и 10... ...40 мм классов A-IV (марки 20ХГ2Ц) и А-Шв (марок 35ГС и 25Г2С), упрочненную вытяжкой в холодном состоянии. В бетонах высоких марок эффективны углеродистая сталь класса А-IV марки 80С, циркониевая свариваемая сталь марки 20ХГ2Ц, а также термически упрочненные стали классов Ат-IV, At-V и Ат-VI марок 20ГС2 и 20ГС, катанка Атк и высокопрочная проволока В-II и Вр-П с повышенным временным сопротивлением на разрыв (ГОСТ 7348— 81).
Процесс заготовки стержней состоит из правки, чистки, резки и сварки их в
плети и устройства анкеров. Термически упрочненную сталь следует заказывать мерной длины, что исключает в дальнейшем процесс сварки стержней. При необходимости их стыкуют на контактно-стыковых машинах. Утолщения стыков целесообразно обрубать, чтобы уменьшить трение арматуры о стенки канала при натяжении.
Для устройства анкеров к концам стержней контактной сваркой (или сваркой трением) приваривают коротыши из стали одинаковой со стержнем прочности (рис. VII. 16, а). Коротыши имеют резьбу, на которую навинчивают гайки, передающие на бетон плиты нагрузки натяжения через шайбы. Готовые стержни маркируют, указывая на бирках их длину, диаметр и прочностные показатели.
Арматурные нераскручивающиеся пряди и канаты (рис. VII. 16, б) изготовляют из высокопрочной проволоки диаметром 1,5...5 мм. Пряди выпускаются трех-, семи- и девятнадцатипроволочные
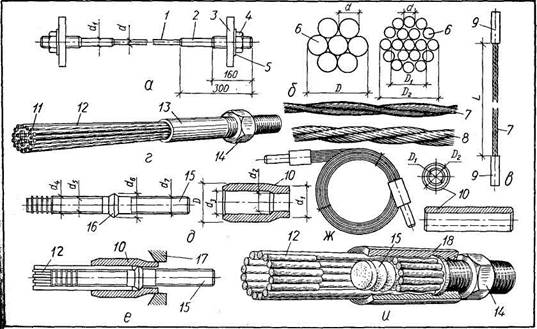
Рис. VII. 16. Заготовка напрягаемых арматурных элементов:
Is — арматурный стержень с резьбой на концах; б — арматурные пряди и канаты; в — арматурная прядь - "прессованными гильзами; г — общий вид арматурного пучка с гильзовым анкером; д — детали гильзостерж-гого анкера; е — то же, в сборе для опрессовки; ж — пучок, подготовленный к отправке; и — гильзостержневой кер с пучком проволоки после опрессовки; / — стержневая арматура; 2 — коротыш с резьбой на конце; — плита; 4 — гайка; 5 — шайба; 6 — проволочныв'пряди; 7 — канат из двух девятнадцатипроволочных пря-X 8 — тоже, из двух семипроволочных прядей; 9 — гильза; 10 — то же, в разрезе; //, 12 — проволоки пуч-; '■? ~ гильза; 14 — гайка; /5 — анкерный стержень; 16 — бурт; 17 — фильера; 18 — гильза после обжатия
(классов П-3, П-7 и П-19) номинальным диаметром от 4,5 до 15 мм. Канаты из двух или трех семипроволочных прядей (К2 X 7, КЗ X 7) и двух-трех девят-надцатипроволочных (К2 х 19, КЗ X X 19) имеют номинальный диаметр от 9 до 30 мм.
Пряди и канаты поступают с заводов металлоизделий отрезками длиной не менее 200 м (или заказанной мерной длины), намотанными на металлические катушки. Их сматывают с катушек, пропускают через правильные устройства и одновременно очищают от масла и грязи. Перерезают канаты и пряди карборундовым диском. Концы прядей во избежание раскручивания закрепляют пачечным железом.
Для анкеровки прядей (канатов) применяют преимущественно гильзовые наконечники (рис. VII.16, в). Гильзу надевают на заготовленный конец пряди (каната), запрессовывают на специальном гидравлическом прессе или домкрате и затем на ее поверхности нарезают или накатывают резьбу для крепления муфты домкрата, с помощью которого натягивается прядь (канат).
Проволочные пучки изготовляют из высокопрочной проволоки (гладкой или периодического профиля). При использовании гильзового анкера (рис. VII.16, г) проволока заполняет все сечение, а гильзостержневого — располагается по окружности (рис. VII.16, д, е, ж, и). Пучки собирают из 14, 18 и 24 проволок с гильзостержневым анкером в порядке, показанном на рис. VII.16, д, е.
В последнее время используют процесс стабилизации прядей, заключающийся в вытяжке и одновременном электротермическом нагреве до 350...400 °С (низкотемпературный отпуск под натяжением), что придает прядям высокие упругие свойства и релаксационную стойкость.
Готовые элементы прядевой и канатной арматуры с анкерными устройствами наматывают на контейнеры барабанного типа диаметром 2,5 м, к которым прикрепляют бирки. Анкеры смазывают солидолом и обматывают мешковиной.
Замена арматуры.
Дата добавления: 2020-07-18; просмотров: 774;
Поиск по сайту
Узнать еще
- B — число подмножеств, то частное а : b - это число элементов в каждом подмножестве.
- II. Стоимость отдельных элементов капитала
- III. Биогеохимические циклы элементов и веществ (на примере основных биогенных элементов: углерод, азот, фосфор) и их количественные характеристики.
- А - решетчатая конструкция из бетонных элементов; б - пространственная георешетка; в - укрепление откоса георешеткой; 1, 2 - бетонные элементы; 3 - анкеры; 4 - тяжи анкеров
- А — растяжение; б — сжатие; в — изгиб; г — кручение (ориг.). На схемах внизу — смещение элементов (по С. Э. Хайкипу)
- А.1. Назначение и типы сборных элементов и конструкций
- А.3. Транспорт и монтаж сборных элементов
- АНАЛИЗ КОНСТРУКЦИЙ ЭЛЕМЕНТОВ СИСТЕМ ПОДРЕССОРИВАНИЯ ВГМ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
