Оформление технологической документации
Технологической документацией называется комплекс графических и текстовых документов, определяющих технологию изготовления (ремонта) изделия, которые содержат данные для организации производственного процесса. В машиностроении государственными стандартами установлена Единая система технологической документации (ЕСТД). ЕСТД обеспечивает стабильность комплектности документации, исключающую их повторную разработку предприятиями.
Основные технологические документы подразделяются на документы общего и специального назначения.
Документами общего назначения являются карта эскизов (КЭ) и технологическая инструкция (ТИ).
Карта эскизов – графический документ, содержащий эскизы, схемы и таблицы, предназначенные для пояснения выполнения ТП, операции или перехода изготовления или ремонта изделия, включая контроль и перемещения. КЭ оформляется на каждую операцию и установ. На эскизе приводится схема установки заготовки, указываются размеры с допусками и шероховатость поверхностей, обрабатываемых на данной операции (установе), а также необходимые дополнительные сведения (требования к форме, взаимному расположению и т.д.).
Технологическая инструкция предназначена для описания ТП, методов и приемов, повторяющихся при изготовлении изделий, правил эксплуатации средств технологического оснащения.
Документы специального назначения предназначены для описания ТП и операций в зависимости от типа и вида производства и заранее предусмотренных технологических методов изготовления или ремонта изделий. К числу обязательных документов такого рода относится маршрутная карта (МК).
Маршрутная карта – документ, содержащий полное описание ТП изготовления изделия по всем операциям, включая контроль и перемещение изделия, в технологической последовательности с указанием данных об оборудовании, оснастке, материальных, трудовых и других затратах.
Взамен МК допускается использовать соответствующие карты технологического процесса (КТП). Она предназначена для операционного описания ТП изготовления или ремонта изделия в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов, технологических режимов и данных о технологических средствах оснащения, материальных и трудовых затратах.
Для единичных ТП разрабатывается операционная карта (ОК), в которой содержится описание технологической операции с указанием последовательного выполнения переходов, данных о средствах технологического оснащения, режимах и трудовых затратах.
Карта типового (группового) технологического процесса (КТТП) предназначена для описания типового (группового) ТП изготовления или ремонта изделия в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов и общих данных о средствах технологического оснащения, материальных и трудовых затратах.
Кроме указанных документов применяются: комплектовочная карта (КК), ведомость оснастки (ВО), ведомость технологических документов (ВТД), ведомость операций (ВОП) и др.
Степень подробности заполнения документации зависит от типа и характера производства, сложности и точности обрабатываемых изделий. В технологической документации могут быть приняты маршрутное, операционное и маршрутно-операционное описание.
Маршрутное описание ТП, при котором производится сокращенное описание всех технологических операций в маршрутной карте без указания переходов и технологических режимов. Маршрутное описание используется в единичном, мелкосерийном и опытном производствах.
Операционное описание ТП, при котором производится полное описание всех технологических операций с указанием переходов и технологических режимов. Операционное описание применяется в серийном и массовом производствах и для особо сложных и дорогих деталей в мелкосерийном и единичном.
Маршрутно-операционное описание ТП, при котором производится сокращенное описание технологических операций в маршрутной карте с полным описанием отдельных операций в других технологических документах. Маршрутно-операционное описание рекомендуется к применению в серийном, мелкосерийном и опытном производствах, когда изготовляемое изделие включает в себя отдельные сложные и точные детали.
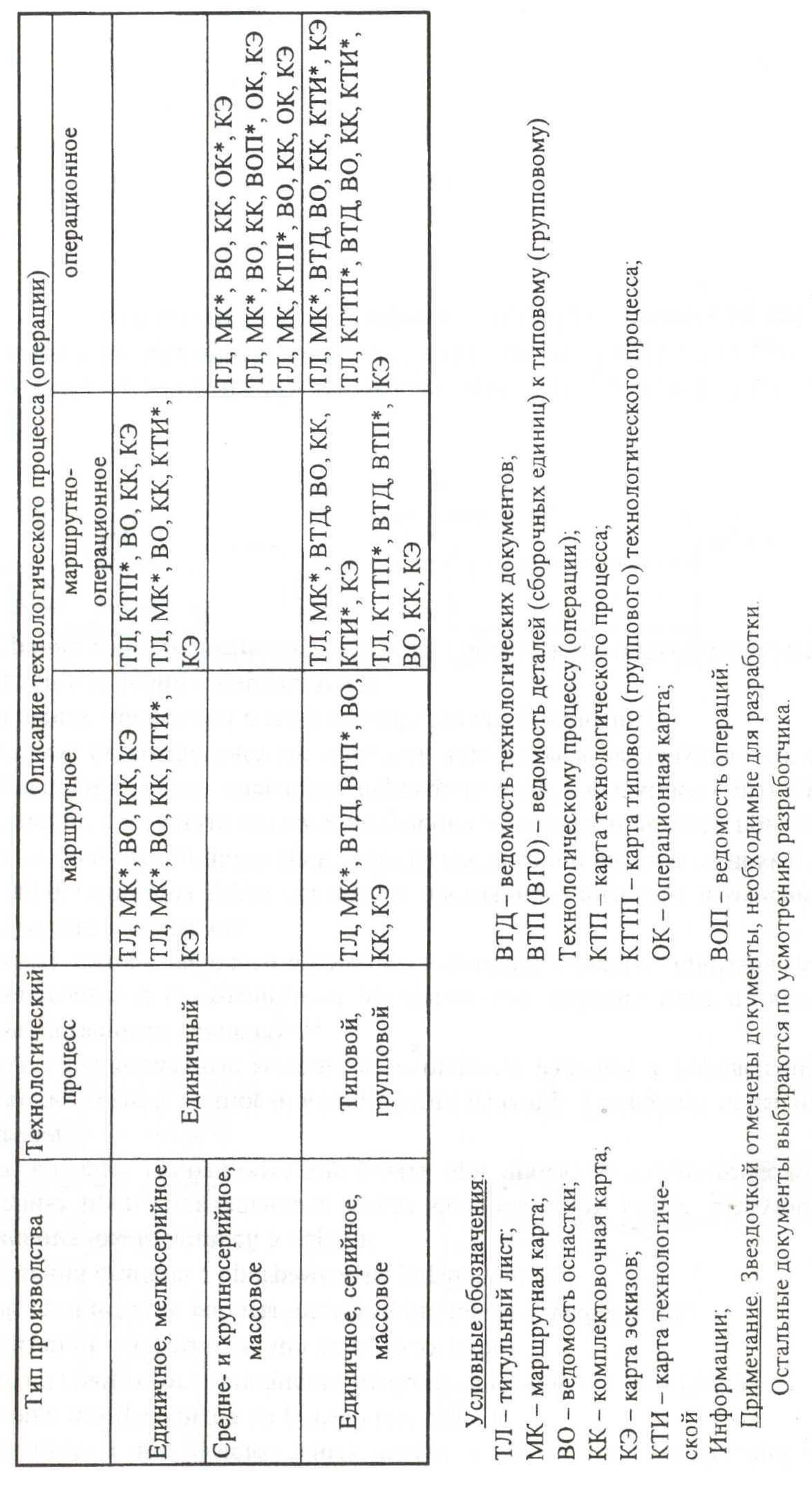
Выбор комплекта форм документов для ТП производится в зависимости от типа и характера производства и видов разрабатываемых и применяемых ТП (табл. 5.1).
Вопросы для самопроверки
1. Назовите основные принципы проектирования ТП.
2. Какие задачи решаются при технологическом проектировании?
3. На какие виды подразделяются исходные данные для проектирования ТП?
4. К какому виду исходных данных относится документация по охране труда?
5. Назовите последовательность проектирования ТП изготовления деталей.
6. Что является исходной заготовкой?
7. Какие требования предъявляются к заготовкам?
8. Какие факторы влияют на выбор метода получения заготовки?
9. На какие виды подразделяются ТП по степени унификации?
10. На какие виды подразделяются ТП по стадии разработки и состоянию технологической подготовки?
11. Какие ТП проектируются для автоматических линий и автоматизированных ГПС?
12. Какие основные признаки приняты за основу при классификации деталей по конструктивным характеристикам?
13. Сколько классов установлено на детали машиностроения и приборостроения? Назовите их.
14. Какие основные признаки положены в основу технологической классификации деталей?
15. Как кодируются детали?

16. В каких случаях используются черновые и чистовые базы?
17. Назовите правила выбора черновых баз.
18. Назовите правила выбора чистовых баз.
19. Дайте определение средней экономической точности обработки.
20. На основе чего устанавливается последовательность обработки поверхностей?
21. Что является целью черновой обработки?
22. Что является целью чистовой обработки?
23. Что является целью отделочной обработки?
24. Для чего разрабатывается технологический маршрут обработки?
25. Определите порядок общей последовательности обработки заготовки
26. Назовите общие правила составления технологического маршрута.
27. Каковы критерии выбора варианта ТП?
28. Для каких деталей характерна разработка единичных ТП?
29. Чем характеризуется типовой ТП?
30. Чему способствует типизация ТП?
31. Какая деталь называется комплексной?
32. Что имеет своей целью групповая обработка?
33. Назовите порядок проектирования групповых ТП?
34. Что является объектом классификации при модульной технологии?
35. Что называется интегральным модулем поверхностей?
36. Что позволяет достичь внедрение модульной технологии в производство?
37. Какие задачи решаются при проектировании технологической операции?
38. Перечислите этапы проектирования операционного ТП.
39. Чего позволяет достичь концентрация операций?
40. Назовите основные схемы станочных операций.
41. Приведите последовательность проектирования наладки.
42. Что относится к средствам технологического оснащения?
43. Чем определяется выбор технологического оборудования?
44. Что относится к быстропереналаживаемому гибкому оборудованию?
45. Как определить коэффициенты загрузки оборудования, использования его по основному времени и по мощности?
46. Что относится к технологической оснастке?
47. Назовите основные системы установочно-зажимных станочных приспособлений.
48. Что необходимо учитывать при выборе режущего инструмента?
49. Как выбирается вспомогательный инструмент?
50. Что необходимо учитывать при выборе средств технологического контроля?
51. В каких случаях выбирается выборочный контроль?
52. Чем активный контроль отличается от пассивного контроля?
53. Какие факторы влияют на выбор режимов резания?
54. Приведите методику расчета режимов резания.
55. Что является документом общего назначения?
56. Какое описание ТП содержит маршрутная карта?
57. Для каких производств применяется операционное описание ТП?
Дата добавления: 2016-06-29; просмотров: 9423;
Поиск по сайту
Узнать еще
- II. Прием и оформление заказов на услуги (работы)
- II. ТРЕБОВАНИЯ К ДОКУМЕНТАЦИИ
- Автоматизация технологической подготовки производства
- Анализ кала на скрытую кровь. Цель исследования. Подготовка пациента. Оформление направления.
- Анализ ситуации Российского рынка по производству эксплуатационной документации
- Анализ технологической себестоимости
- Анализ технологической схемы
- Анализ технологической схемы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
