Временные связи в ТП
Компоненты временных связей
Временные связи в производственном процессе возникают в виде соотношений между фондами времени, которыми располагают технологическое оборудование, рабочие, производственное подразделение (участок, цех и т.п.), и затратами времени на выполнение ТП изготовления изделий и отдельных операций. Время и себестоимость выполнения операции служит критерием, характеризующим целесообразность ее построения в условиях заданной производственной программы.
Трудоемкость обработки - затраты времени на выполнение ТП (или его элементов) изготовления единицы продукции. Выраженная в человеко-часах она позволяет определить необходимое количество рабочих.
Станкоемкость – количество станочного времени, затрачиваемое на выполнение ТП или его элементов. Единица измерения – станко-час. Станкоемкость служит для расчета числа станков, необходимого для выполнения одной или нескольких операций обработки.
Производительность – количество продукции в штуках или других единицах, выпускаемой в единицу времени.
Технически обоснованной нормой времени называется регламентированное время выполнения технологической операции в определенных организационно-технических условиях, наиболее благоприятных для данного производства. Технически обоснованные нормы времени позволяют установить расценки , определить производительность оборудования, осуществить календарное планирование и т.д.
Техническая норма выработки – величина, обратная норме времени выполнения операции. Выражается числом изделий, изготавливаемых на операции в единицу времени.
Методы установления норм времени:
- на основе изучения фактических затрат рабочего времени наблюдением;
- расчет по нормативам;
- расчет по укрупненным типовым нормам.
Структура технически обоснованной
Нормы времени
Время, затрачиваемое на технологическую операцию изготовления единицы продукции, в общем случае складывается  из двух частей
из двух частей
 , (6.1)
, (6.1)
где  - штучно-калькуляционное время (представляет собой трудоемкость изготовления детали на операции);
- штучно-калькуляционное время (представляет собой трудоемкость изготовления детали на операции);
 - штучное время изготовления единицы продукции;
- штучное время изготовления единицы продукции;
 - подготовительно-заключительное время, затрачиваемое на партию изготавливаемой продукции;
- подготовительно-заключительное время, затрачиваемое на партию изготавливаемой продукции;
n – количество единиц продукции (например деталей) в партии.
Штучное время
 , (6.2)
, (6.2)
где  - основное (технологическое) время;
- основное (технологическое) время;
 - вспомогательное время;
- вспомогательное время;
 - время технического обслуживания рабочих мест;
- время технического обслуживания рабочих мест;
 - время организационного обслуживания;
- время организационного обслуживания;
 - время перерывов в работе.
- время перерывов в работе.
К основному времени относится время, необходимое на изменение размеров, формы, состояния и других свойств заготовки в процессе обработки или изменение положения детали в процессе сборки. При обработке заготовок на станках основное время определяется расчетом для каждого перехода:
 , (6.3)
, (6.3)
где L – расчетная длина перемещения инструмента или стола станка, мм;
 - минутная подача, мм/мин;
- минутная подача, мм/мин;
i – число рабочих ходов данного перехода.
Расчетная длина перемещения L вычисляется суммированием длины обрабатываемой поверхности, величины врезания  и перебега
и перебега  инструмента. Расчетные схемы определения основного времени для некоторых методов приведены на рис. 6.1.
инструмента. Расчетные схемы определения основного времени для некоторых методов приведены на рис. 6.1.
Формула (6.3) является общей для станочных работ всех видов. Однако в зависимости от типа станка и конкретного вида работы могут быть свои особенности.
К вспомогательному времени относится время, необходимое на установку (базирование и закрепление), снятие деталей, измерение и перемещение заготовок и деталей, подвод и отвод инструмента. Вспомогательное время находится суммированием времени на выполнение всех перечисленных вспомогательных переходов и приемов. Время на выполнение отдельных приемов находится по нормативам или определяется по фактическим затратам.
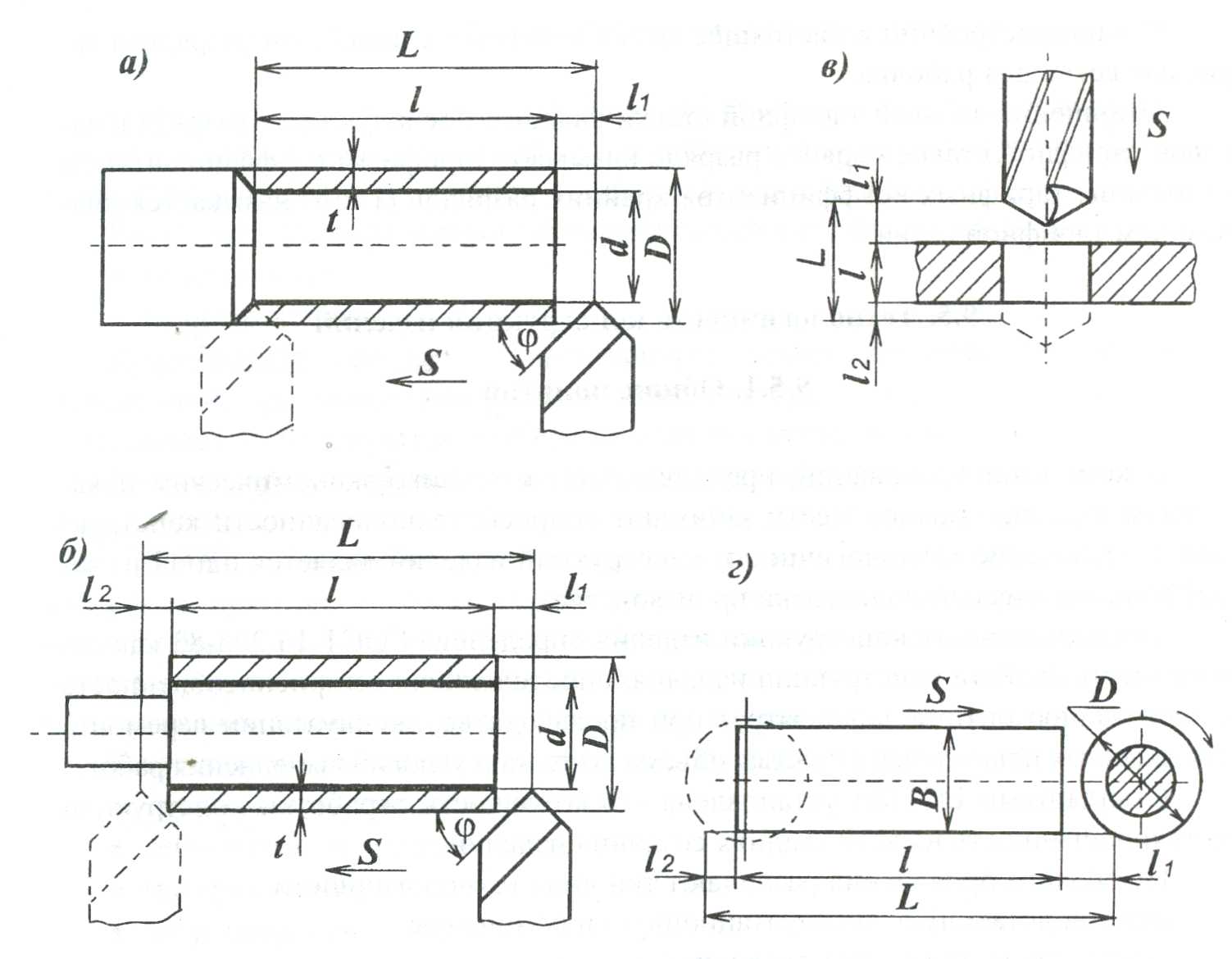
| Рис. 6.1. Схемы для расчета основного времени: а, б – при точении; в – при сверлении; г – при фрезеровании |
Вспомогательное время может быть перекрываемым или неперекрываемым. Перекрываемое время – время выполнения рабочим тех приемов, которые осуществляются в период автоматической работы оборудования. Это время в норму штучного времени не включается. Неперекрываемое время – норма времени выполнения рабочим приемов при остановленном оборудования и времени, затрачиваемого на машинно-ручные приемы.
Сумма основного и вспомогательного времени называется оперативным временем  .
.
Время технического обслуживания необходимо на поднастройку технологической системы, смену износившегося или сломанного инструмента и др.
Время организационного обслуживания состоит из затрат времени на уход за рабочим местом – смазку и чистку оборудования, уборку рабочего места в конце смены, получение инструмента в течение смены и т.п. Время технического и организационного обслуживания определяется по нормативам в процентах от оперативного времени (до 4…8 %).
Время перерывов отводится на отдых и личные нужды рабочего. Определяется в процентах от оперативного времени (для механических цехов около 2,5 %).
Подготовительно-заключительное время затрачивается на действия, производимые рабочим один раз на всю партию изделий. В него входит ознакомление с чертежом и технологическими документами, время на подготовку рабочего места, оборудования, установку приспособления и инструмента, первоначальную настройку инструмента, время на получение задания и сдачу работы и т.п. Определяется по нормативам.
Дата добавления: 2016-06-29; просмотров: 2980;
Поиск по сайту
Узнать еще
- II. Степень насыщенности, определяемая природой связи между атомами углерода.
- RC-генератор с лестничной схемой обратной связи
- А. Микрофоны с каналами связи.
- Анализ взаимосвязи затрат с объемом производства и прибылью
- Аналоговые волоконно-оптические системы связи
- Аппаратура сетей связи
- Безопасность сетей сотовой связи GSM
- Безопасность сотовой связи UMTS

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
