ОБРАБОТКА ЗАГОТОВОК НА ШЛИФОВАЛЬНЫХ СТАНКАХ
Шлифованием называется процесс обработки заготовок абразивными материалами. К абразивным материалам относятся твердые горные породы - алмаз, корунд, гранат, кварц и др. и искусственные горные породы - карборунд, карбид бора и др., применяемые для обработки материалов в виде абразивных (наждачных) кругов, паст или бумаги (ткани) с нанесенным слоем абразива. Шлифование применяют для чистовой и отделочной обработки с высокой (до 0,002 мм) точностью. Применяется шлифование в большинстве случаев для окончательной, чистовой обработки и является основным методом получения высокой точности и требуемой шероховатости.
Шероховатость поверхности - совокупность микронеровностей обработанной поверхности, образующих ее рельеф и рассматриваемых на определенном участке. Она характеризуется среднеарифметическим отклонением профиля (5 наибольших выступов и 5 впадин) от среднего значения и максимальной высотой неровностей на установленной (базовой) длине сечения поверхности (ГОСТ 2789-73).
Шлифование производится на шлифовальных станках. Классификация шлифовальных станков.По виду выполняемых работ шлифовальные станки подразделяются на следующие типы (рис. 6.25):
- круглошлифовальные - для обработки наружных поверхностей вращения (рис. 6.25а, б);
- внутришлифовальные - для обработки внутренних поверхностей вращения (рис. 6.25в);
- плоскошлифовальные - для обработки плоскостей (рис. 6.25г, д);
- специальные (шлицешлифовальные, зубошлифовальные, резьбошлифовальные и т.д.);
- заточные - для заточки режущего инструмента.
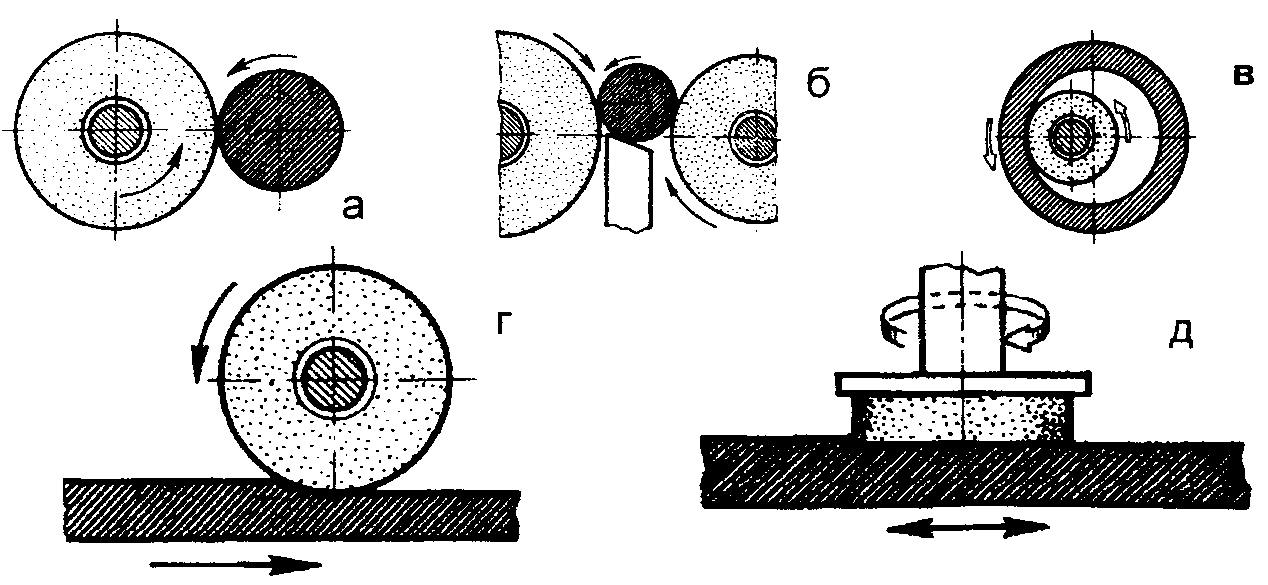
Рис. 6.25. Основные виды шлифовальных работ
Наиболее распространенными являются круглошлифовальные и плоскошлифовальные станки.
Круглошлифовальный станок (рис. 6.26а) предназначен для шлифования наружных цилиндрических и конических поверхностей. Он имеет станину 4, на которой размещены все основные узлы и детали. Внутри станины находится привод, сообщающий возвратно-поступательное движение продольной подачи столу. На столе размещены передняя бабка 1и задняя бабка 3. В шлифовальной бабке 2установлен на шпинделе шлифовальный круг, который приводится во вращение от отдельного электродвигателя. При вращении заготовки вращающийся шлифовальный круг снимает с нее стружку, а заготовка совершает возвратно-поступательные движения вдоль станка.
Плоскошлифовальные станки. Станки для плоского шлифования подразделяются на шлифующие круглой боковой и плоской торцевой поверхностями шлифовального круга (рис. 6.25г и д). Наибольшее распространение получили плоскошлифовальные станки с прямоугольным столом и горизонтальным шпинделем для шлифования заготовок боковой поверхностью круга (рис. 6.26б).
На столе станка укреплена электромагнитная плита 4, служащая для установки и закрепления заготовки. Стол совершает возвратно-поступа-тельное движение по направляющим станины 3. По вертикальным направляющим стойки 1перемещается шлифовальная бабка 2для установки шлифующего круга на глубину шлифования. Перекрытие шлифуемой заготовки по ширине автоматически достигается при поперечном осевом движении круга.
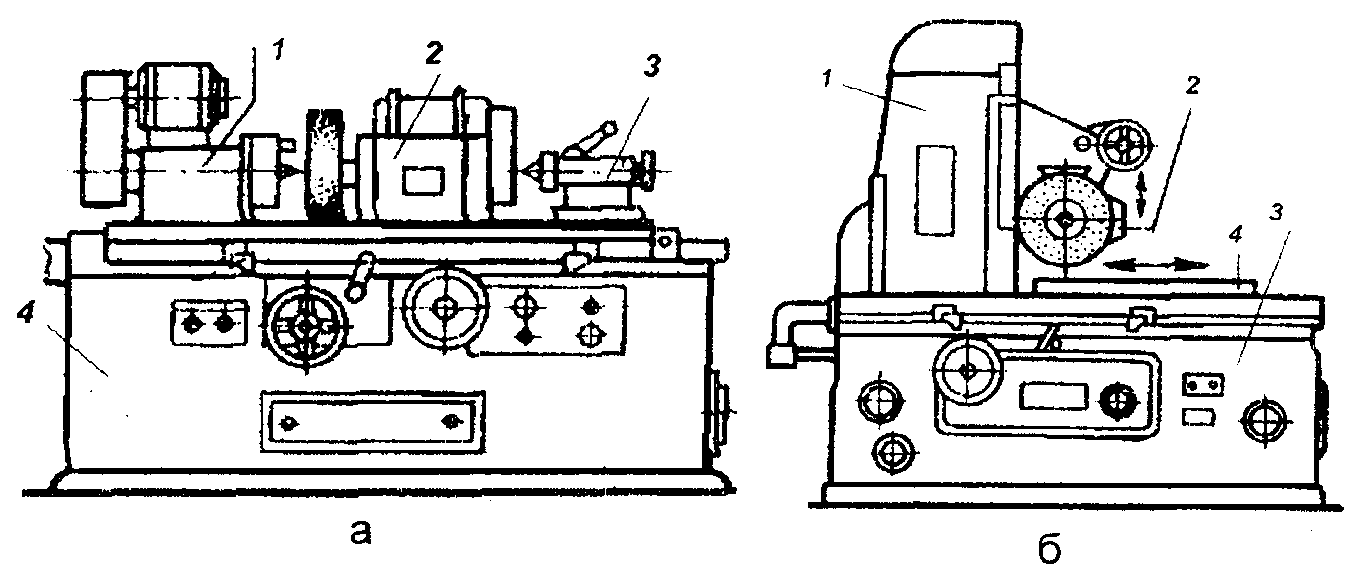
Рис. 6.26. Круглошлифовальный (а)
и плоскошлифовальный (б) станки
Дата добавления: 2021-07-22; просмотров: 609;
Поиск по сайту
Узнать еще
- I этап – обработка протокола
- II. Предстерилизационная обработка.
- А. Первичная обработка исходной статистики
- АВТОМАТИЗИРОВАННАЯ ОБРАБОТКА ДАННЫХ В СЛУЖБЕ ПРИЕМА И РАЗМЕЩЕНИЯ
- Автоматизированная обработка информации.
- Автоматизированная обработка информации.
- Аналитическая обработка данных. Средства On-Line Analytic Processing (OLAP)
- Архивация, обработка и представление результатов

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
