ЭЛЕКТРОДУГОВАЯ СВАРКА
Электрическая дуговая сварка впервые была применена в России. В 1882 г.русский изобретатель Н.Н. Бенардос впервые использовал электрическую дугу для сварки металлов угольным электродом, ав 1888 г. Н.Г. Славянов предложил способ дуговой сварки металлическим электродом. Взависимости от способа включения в сварочную цепь основного и присадочного металла и характера воздействия на них сварочной дуги различают следующие основные виды дуговой сварки: неплавящимся угольным электродом, или способ Бенардоса; плавящимся металлическим электродом, или способ Славянова, и плавящимися металлическими электродами с использованием трехфазной дуги.
По способу Бенардоса сварку производят графитовым электродом 3 (рис. 6.29а) с присадочным металлом 2 или без него. Присадочный металл в цепь не включен и плавится от электрической дуги между электродом и деталью. Расплавленный металл заливает свариваемую поверхность и образует шов. Этот способ применяется редко.
По способу Славяноваприменяется металлический электрод в виде проволоки 2 (рис. 6.29б). Между металлическим электродом и свариваемым металлом возбуждается дуга, она плавит оба металла, расплавленный металл перемешивается и заполняет образовавшуюся при плавке ванночку. При ручной сварке пользуются электродами, покрытыми специальным составом - обмазкой. Обмазка обеспечивают устойчивость горения дуги, защиту и легирование металла, защищает металл от окисления и насыщения азотом.
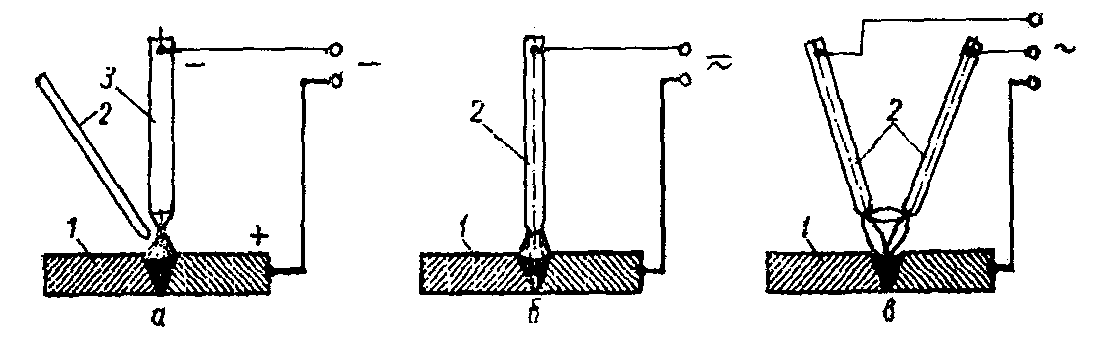
Рис. 6.29. Схемы основных видов дуговой сварки
При сварке трехфазной дугой (рис. 6.29в) к разным фазам трехфазного тока в сварочную цепь включены два изолированных один от другого электрода 2 и свариваемое изделие 1. Дуга возбуждается между каждым электродом и изделием и между электродами, т.е. возникают три дуги. По производительности сварка трехфазной дугой в два-три раза выше однофазной.
Электродуговая сварка возможна на постоянном и переменном токе (рис. 6.29в). На постоянном токе дуга более устойчива, но выше расход электроэнергии.
В качестве источника энергии при сварке постоянным током используется генератор и выпрямители, при сварке переменным током - сварочные трансформаторы напряжением 20-30 вольт.
Сварка в защитных газах. Сущность способа сварки в защитных газах состоит в том, что для защиты расплавленного металла от вредного действии кислорода и азота воздуха в зону дуги, горящей между электродом и свариваемым изделием, непрерывно подается струя защитного газа, оттесняющего воздух от места сварки, или сварка происходит в герметичной камере, заполненной защитным газом. В качестве защитных газов используют инертные газы - аргон или гелий, которые не взаимодействуют с расплавленным
металлом, и активные газы (углекислый газ, водород, азот, пары воды), а также их смеси (аргон с кислородом, аргон с азотом и др.), взаимодействующие в некоторой степени с расплавленным металлом. Наибольшее применение получили аргон и углекислый газ.
Аргонодуговую сварку применяют при сварке нержавеющих и жаропрочных сталей, никеля, титана, алюминия, магния и др. цветных металлов и сплавов.
Дата добавления: 2021-07-22; просмотров: 545;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
