ПЛАЗМЕННО-ДУГОВАЯ СВАРКА
Электронной плазмой называют ионизированный газ, состоящий из нейтральных атомов и молекул, ионов и электронов. Для получения плазменного пламени через электрическую дугу (рис. 6.33), горящую между анодом (+)и катодом (-),пропускают поток газа. Сжатый в сопле 3газ, под воздействием электрической дуги, ионизируется и превращается в плазму, температура которой составляет 20 000-30 000 °С. Различают плазменную дугу прямого и косвенного действия. Дуга прямого действия (рис. 6.33а) горит между вольфрамовым электродом 1(катод) и изделием 5 (анод). Температура такой дуги достигает 20 000-30 000 °С.
Дуга косвенного действия (рис. 6.33б) горит между вольфрамовым электродом 1и медным соплом 3. Температура пламени горелки 4достигает 15 000 °С и выше. Ток к вольфрамовому электроду подводят через мундштук 2, а к корпусу горелки - вблизи сопла. В качестве плазмообразующего газа для сварки используют главным образом аргон.
Плазменной дугой сваривают углеродистые и легированные стали, тугоплавкие и цветные металлы, а также неметаллические материалы толщиной от нескольких десятков микрометров и выше. Швы, полученные плазменной сваркой, отличаются малой зоной термического влияния.
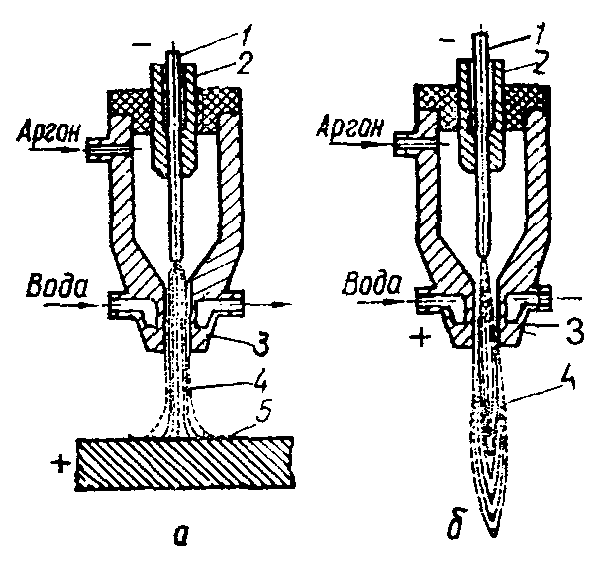
| Рис. 6.33. Схемы горелок для плазменной наплавки: 1 - электрод; 2 - мундштук для подводки тока; 3 - сопло; 4а - электрическая дуга; 4б - пламя горелки; 5 - заготовка |
ПРОЧИЕ ВИДЫ СВАРКИ
Кроме рассмотренных, широко применяемых в различных отраслях промышленности и строительстве видов сварки, используют различные специальные виды сварки, например, сварку труб осуществляют токами высокой частоты, сварку рельсов - газопрессованной сваркой, сварку стержней - трением, для тонкой сварки вольфрама и молибдена применяют сварку электронным лучом и т.д. В электронике широко применяется лазерная сварка. Всего насчитывается около 50 различных видов сварки. В основе любого вида сварки заложен принцип смешивания металлов на молекулярном уровне, поэтому сварочный шов отличается высокой прочностью.
ПАЙКА
Пайка - процесс соединения заготовок в твердом состоянии, благодаря металлической связи, осуществляемой с помощью припоя - сплава, имеющего температуру плавления ниже температуры плавления основного металла. Неразъемное соединение образуется в результате расплавления припоя, сма-
чивания им основного материала, взаимной диффузии с основным металлом и застывания. Пайка не вызывает коробления и окисления поверхностей соединяемых заготовок. Для взаимной диффузии необходимо, чтобы спаиваемые поверхности были очищены от оксидов и загрязнений, а жидкий припой и основной металл - защищены от окисления. С этой целью при пайке используются различные флюсы, предохраняющие металлы и сплавы от окисления при повышении их температуры при пайке.
Процесс пайки заключается в нагреве паяемых заготовок и в расплавлении припоя. Для получения соединения высокого качества температура нагрева заготовок в зоне шва должна быть на 50-100 °С выше температуры плавления припоя. Нагрев заготовок и расплавление припоя, в зависимости от его вида, производят медными паяльниками, газовыми горелками, электрическим током в печах, индукционным током, а также в печах-ваннах с расплавами солей.
Все применяемые припои стандартизованы, имеют определенный химический состав, марку и назначение. В зависимости от температуры плавления припои подразделяют (ГОСТ 19248-73) на особо легкоплавкие (< 145 °С), легкоплавкие (145...450 °С), среднеплавкие (450...1100 °С), высокоплавкие (1100...1850 °С), тугоплавкие (> 1850 °С). Припои, температура плавления которых ниже 450°С, обеспечивают получение паяных соединений с небольшими пределами прочности, например, при пайке медных проводов. К низкотемпературным припоям относятся сплавы олова, свинца, висмута и кадмия. Припои, температура плавления которых выше 450 °С, позволяют получить соединения с более высокой прочностью, не уступающие сварным. К таким припоям относятся медные, медно-цинковые, серебряные и др. Особое применение находят серебряные припои, обозначаемые маркой ПСр. и числом, показывающим процентное содержание серебра в припое (например, ПСр.28 содержит 28 % серебра). Такие припои используют при пайке медных труб, находящихся в вибрации, например, при пайке труб в холодильниках.
Большое влияние на качество пайки оказывают флюсы. Их выбирают в зависимости от вида припоя и материала заготовок. Например, при пайке медных проводов в качестве флюса используется канифоль.
После окончания пайки необходимо удалять остатки флюсов, особенно таких, которые вызывают коррозию. Флюсы удаляют промывкой в горячей или холодной воде, в 5%-м растворе кальцинированной соды, ультразвуковыми и другими методами. Пайку применяют для сборки изделий и сборочных единиц, в радиотехнике, радиоэлектронике - для пайки проводов, изготовления печатных плат и т.д.
Паять можно заготовки из углеродистой и легированной стали всех марок, твердых сплавов, чугунов, редких металлов и их сплавов. Преимуществами пайки являются: чистота соединения, отсутствие оплавления металла, сохранение формы и размеров изделия, дешевизна и небольшая трудоемкость, недостаток - малая прочность при внешней нагрузке.
Дата добавления: 2021-07-22; просмотров: 584;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
