СТРОГАЛЬНЫЕ, ДОЛБЕЖНЫЕ И ПРОТЯЖНЫЕ СТАНКИ
Строгальные станки предназначены, как и фрезерные, для обработки плоских поверхностей. Станки отличаются невысокой производительностью и используются, в основном, в единичном и мелкосерийном производстве для обработки корпусных деталей, а также в инструментальном производстве при обработке деталей для штампов и пресс-форм. В зависимости от характера обработки станки подразделяются на поперечно-строгальные - для обработки деталей до 1 м, продольно-строгальные - для строгания заготовок длиной до 12 м и долбежные.
Поперечно-строгальный станок (рис. 6.22). На поперечно-стро-гальном станке обработка производится возвратно-поступательным движением резца, внешне похожего на токарный, вдоль заготовки, установленной на столе. Резец закрепляется в суппорте и совершает возвратно-поступательное движение резания, а стол совместно с деталью - движение подачи.
Заготовку (деталь) закрепляют на столе 1. Ползун 3 вместе с суппортом 2 скользит по направляющим станины 5,совершая возвратно-поступательное движение вдоль заготовки, и обеспечивает снятие стружки резцом 8.
Стол 1 может перемещаться по поперечным направляющим станка 7 вручную или автоматически посредством механизма 6. Для строгания наклонных поверхностей суппорт станка поворачивается под требуемый угол обрабатываемой детали. Электродвигатель 4 обеспечивает работу станка через коробку скоростей, расположенную внутри станины 5.
| а |
| б |
| в |
| г |
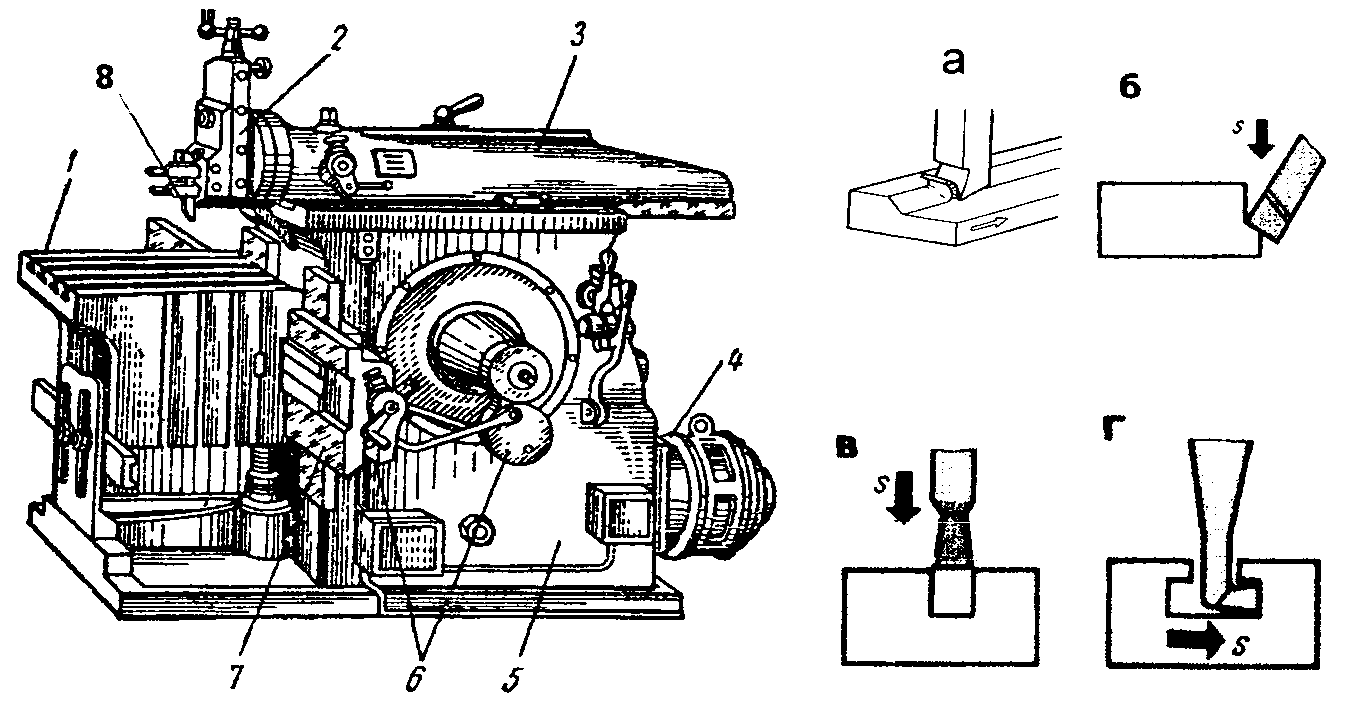
Рис. 6.22. Поперечно-строгальный станок
и примеры выполняемых на нем работ
На рис. 6.22 приведены примеры строгальных работ: строгание горизонтальной плоскости при поперечной подаче стола (а); строгание вертикальной плоскости при вертикальной подаче суппорта (б); строгание пазов и канавок (в, г).
На продольно-строгальных станках движение резания осуществляется перемещением стола с заготовкой при неподвижном резце.
Долбежные станки (рис. 6.23) применяют для обработки канавок, нарезки пазов и т.д. Принцип действия напоминает работу строгального станка, только здесь закрепленный в резцедержателе 3 резец 1совершает возвратно-поступательные движения вертикально по направляющим станины 4. Заготовка устанавливается на столе 2. При нарезке плоских отверстий в заготовке предварительно просверливается отверстие, затем резцом нарезаются его грани.
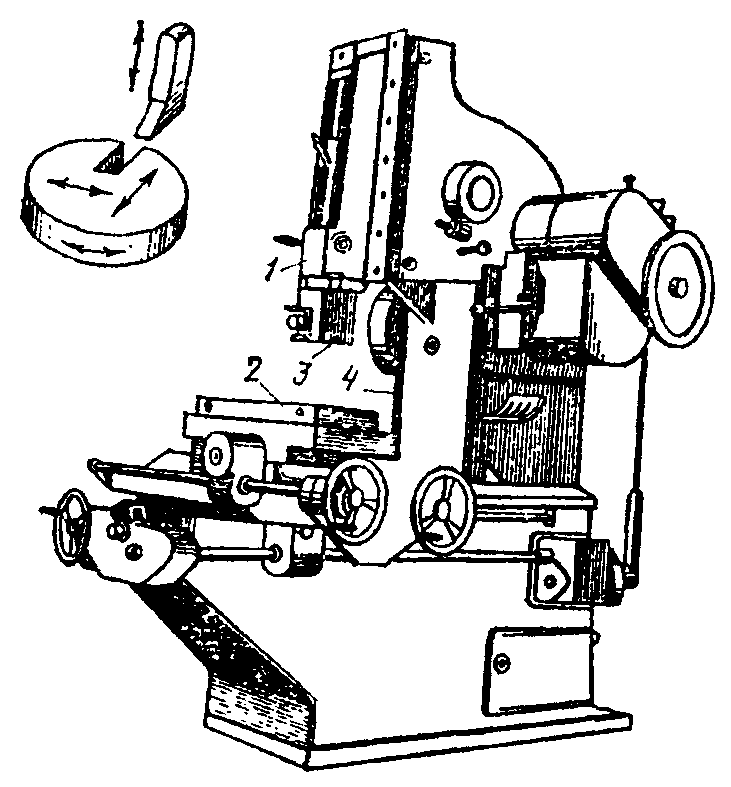
Рис. 6.23. Долбежный станок
Протяжные станки (рис. 6.24) предназначены для обработки плоских поверхностей деталей многолезвийным инструментом - протяжкой.
Протяжка представляет собой инструмент, состоящий из последовательно расположенного ряда зубьев, при этом каждый последующий зуб больше предыдущего. Принцип работы станка состоит в том, что инструмент протягивается по обрабатываемой поверхности, при этом каждый зуб одновременно снимает стружку.
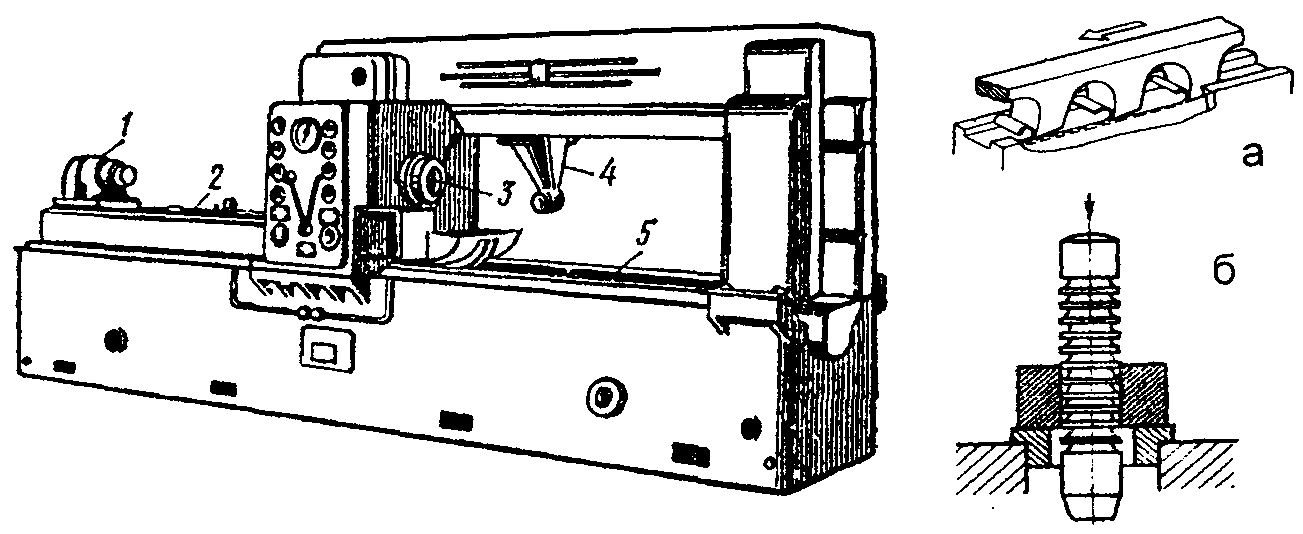
Рис. 6.24. Протяжный станок и инструмент,
используемый при протягивании (а) и прошивке (б)
На рис. 6.24 приведен горизонтально-протяжной станок для внутреннего протягивания. По направляющим станины 5 с помощью гидравлического привода перемещается ползун 2, на конце которого есть приспособление 1для закрепления протяжки. При работе длинными протяжками второй конец их поддерживается подвижным люнетом 4. Обрабатываемая заготовка устанавливается в приспособлении 3.
Аналогично работает прошивочный станок, только инструмент (прошивка) здесь через отверстие проталкивается (рис. 6.24б).
Станки отличаются высокой производительностью, применяются в серийном и массовом производстве в связи с высокой стоимостью инструмента.
Дата добавления: 2021-07-22; просмотров: 568;
Поиск по сайту
Узнать еще
- Буровые станки для открытых подземных работ
- Высота фундаментов под металлорежущие станки нормальной точности массой до 30 т (СНиП II-Б.7-70)
- ГЛАВА V. Деревообрабатывающие станки
- Комбинированные станки
- Круглопильные станки
- Металлорежущие станки. Развитие и усовершенствование.
- Продольно-фрезерные станки
- Сверлильно-пазовальные и цепнодолбёжные станки

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
