Выбор расчётных параметров
Приспособление для обработки заготовок является зве-
ном технологической системы. От точности его изготовле-
ния и установки на станке, износостойкости установочных
элементов и жёсткости в значительной мере зависит точ-
ность обработки заготовок. При обработке партии загото-
вок, имеющих погрешности формы, каждая из них и её из-
мерительная база при установке в приспособлении занима-
ют различное положение. Поэтому погрешность положения
заготовки в приспособлении следует рассчитывать с учётом
её расположения в пространстве, что значительно усложня-
ет расчёты. На практике в технических расчётах приспо-
соблений на точность ограничиваются упрощёнными плос-
кими схемами расчёта.
Цель расчёта на точность заключается в определении тре-
буемой точности изготовления приспособления по выбранно-
му точностному параметру и задании допусков размеров де-
талей и элементов приспособления. Расчёт, как правило, дол-
жен состоять из следующих этапов:
1) выбор одного или нескольких точностных параметров
приспособления, которые оказывают влияние на поло-
жение и точность обработки заготовки;
2) принятие порядка расчёта и выбор расчётных факторов;
3) определение требуемой точности изготовления приспо-
собления по выбранным параметрам;
4) распределение допусков изготовления приспособления
на допуски размеров деталей, являющихся звеньями
размерных цепей;
5) внесение в ТУ сборочного чертежа пункта об обеспече-
нии точности приспособления обработкой его в сборе
(в случае невозможности или экономической неделе-
сообразности обеспечения полученного расчётом допус-
ка размера приспособления путём изготовления с соот-
ветствующей точностью и сборки деталей). Точностной
(расчётный) параметр является векторной величиной,
имеющей численное значение и направление.
Выбор расчётных параметров осуществляется в резуль-
тате анализа принятых схем базирования и закрепления за-
готовки и приспособления, а также точности обеспечивае-
мых обработкой размеров. Приспособление рассчитывается
на точность по одному параметру в случае, если при обработ-
ке заготовки размеры выполняются в одном направлении,
по нескольким параметрам, если на заготовке выполняются
размеры в нескольких направлениях.
Направление расчётного параметра приспособления дол-
жно совпадать с направлением выполняемого размера при
обработке заготовки. При получении на обрабатываемой за-
готовке размеров в нескольких направлениях приспособле-
ние можно рассчитывать только по одному параметру в на-
правлении наиболее точного по допуску и наиболее ответствен-
ного по чертежу изготавливаемой детали размера (по другим
параметрам допуски размеров приспособления можно прини-
мать на основании указаний, изложенных в главе 7).
В зависимости от конкретных условий в качестве рас-
чётных параметров могут выступать допуск параллельнос-
ти или перпендикулярности рабочей поверхности устано-
вочных элементов к поверхности корпуса приспособления,
контактирующей со станком; допуск линейных и угловых
размеров; допуск соосности (эксцентриситет) и перпендику-
лярности осей цилиндрических поверхностей установочных
элементов приспособления относительно опорных (посадоч-
ных, присоединительных) поверхностей корпуса, посред-
ством которых приспособление соединяется со столом или
шпинделем станка. Другими словами, расчётный параметр
должен связывать по точности относительного положения
поверхности приспособления, контактирующие с заготовкой
и со станком.
Ниже приведён пример выбора расчётных параметров при
расчёте точности приспособления (рис. 8.1).
Заготовка (рис. 8.1, а) для сверления шести отверстий
диаметром d устанавливается по отверстию Б и поверхнос-
ти А в приспособление, изображённое на рисунке 8.1, б. Ус-
тановочными элементами приспособления являются палец 6
и диск 8, одновременно выполняющий роль делительного дис-
ка. Диск 8 может поворачиваться вместе с пальцем 6 и заго-
товкой 7 на хвостовике пальца 6 в отверстии втулки 3 кор-
пуса 9 и за счёт поочерёдного заскакивания пальца-фиксато-
ра 2 в отверстия диска 8 занимать относительно корпуса шесть
положений (по числу отверстий в детали). Палец 2 подпру-
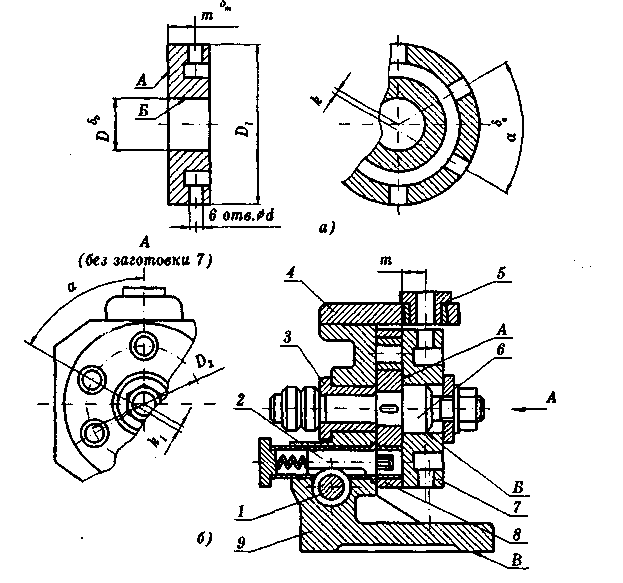
Рис. 8.1 Схема установки заготовки (а) в приспособлении (б)
для сверления шести отверстий
жинен и может выводиться из отверстия диска при повороте
рукоятки зубчатого колеса 1, находящегося в зацеплении с
рейкой пальца 2. Пружина при этом сжимается. При опуска-
нии рукоятки палец 2 под действием пружины заходит в
следующее отверстие диска. Так обеспечивается поворот за-
готовки на угол а.
При выполнении операции на заготовке необходимо обес-
печить размер т с допуском дт, допуск смещения отверстий
диаметрами d и D (поверхность Б) в пределах k < 0,05 мм, а
также угол а (угловой размер на расположение отверстий) с
допуском 8а. В качестве расчётных параметров при расчёте
приспособления на точность следует принять:
1) для обеспечения размера от заготовки — допуск пер-
пендикулярности рабочей поверхности А диска 8 к
установочной поверхности В корпуса 9 и допуск рас-
стояния между осью кондукторной втулки 5, распо-
ложенной в плите 4, и поверхностью А диска 8 при-
способления;
2) для обеспечения допуска смещения осей отверстий ди-
аметрами D и d заготовки (значение k) — допуск сме-
щения осей кондукторной втулки 5 относительно оси
пальца 6 приспособления (вид А, значение kx);
3) для обеспечения углового размера а расположения от-
верстий диаметром d детали с допуском 8а — допуск
угла поворота относительно оси вращения (в зафикси-
рованных положениях) диска 8 приспособления.
Кроме того, желательно задать в ТУ чертежа при проек-
тировании подобного приспособления допуск перпендикуляр-
ности оси пальца 6 к поверхности А диска 8 или допуск па-
раллельности оси пальца 6 плоскости В корпуса 9 приспо-
собления.
Исходной величиной при определении расчётного пара-
метра приспособления в третьем случае является допуск угла а
детали. В случае расчёта допуска угла поворота диска 8 по
линейному смещению диска на заданном радиусе располо-
жения отверстий для пальца-фиксатора 2 допустимое линей-
ное смещение осей отверстий на поверхности диаметром Dx
детали следует приводить к диаметру D2, расположения от-
верстий диска 8. Определив допустимое суммарное линейное
смещение диска 8 в фиксированном положении относитель-
но корпуса и приняв его в качестве замыкающего звена, сле-
дует решением размерной цепи выявить допуски размеров
относительного расположения отверстий на диске 8, сооснос-
ти наружной и внутренней цилиндрических поверхностей
втулок, запрессованных в отверстия делительного диска 8 и
т.д. При этом необходимо учесть зазоры и задать посадки в
соединениях палец 2 — отверстие втулки диска 8, палец 2 —
втулка фиксирующего устройства. В случае необходимости
для задания допуска углового размера а расположения от-
верстий диска 8 можно перевести линейную величину в уг-
ловой допуск и уже в таком виде указать на чертеже дели-
тельного диска. На сборочном чертеже приспособления сле-
дует указать допуск угла а поворота диска 8.
При расчёте кондукторов для сверления заготовок в виде
плит, коробчатых корпусов, кронштейнов с заданием рассто-
яний от боковых поверхностей до отверстий и между отвер-
стиями за расчётные параметры можно принимать допуски
расположения втулок относительно рабочих поверхностей
установочных элементов и опорной поверхности корпуса при-
способления.
Дата добавления: 2021-06-28; просмотров: 674;
Поиск по сайту
Узнать еще
- IV. Выбор способа ориентации изображения.
- IV. Выбор способа формирования фонда капитального ремонта
- Z-тест для сравнения выборочной доли со стандартом
- Автоматизированная система контроля геометрических параметров рам тележек ЛИС-РТ-3
- Автоматизированная система контроля технологических параметров ЮВС
- АВТОМАТИЧЕСКАЯ ИДЕНТИФИКАЦИЯ ПАРАМЕТРОВ ТОВАРНО-ТРАНСПОРТНЫХ ПОТОКОВ
- АВТОМАТИЧЕСКИЙ ВЫБОР ШАГА ИНТЕГРИРОВАНИЯ
- Автоматический выбор шага. Правило Рунге

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
