Методика расчёта многошпиндельных головок
Исходными данными для расчёта специальных много-
шпиндельных головок являются:
1) чертёж детали с техническими условиями;
2) технологическая карта обработки заготовки с эскизом,
параметрами резания и временем на выполнение опе-
рации;
3) наименование, размер и материал обрабатывающих инст-
рументов, а также форма и размеры их хвостовиков;
4) паспортные данные и мощность электродвигателя стан-
ка, для которого проектируется головка:
5) максимально допустимая осевая сила на шпинделе стан-
ка (сила подачи);
6) значения подач и частот вращения шпинделя станка
по паспорту);
7) форма и размеры посадочного места в шпинделе станка
для размещения хвостовика головки;
8) вылет шпинделя от направляющих станины станка;
9) максимальный ход шпинделя станка;
10) значение вертикального перемещения стола станка;
11) чертёж приспособления для установки обрабатывае-
мой заготовки с техническими условиями.
Расчёт головки осуществляется в приведённой ниже пос-
ледовательности с выполнением следующих этапов.
1. Выбор параметров режима обработки для каждого ин-
струмента с учётом стойкости. По справочникам или форму-
лам теории резания находятся значения подачи и скоростей
обработки. По принятой скорости v резания определяется
частота вращения п рабочих шпинделей для соответствую-
щих обрабатывающих инструментов.
2. Определение осевой силы подачи, крутящих моментов
и требуемой мощности привода головки. Для каждого вида
обрабатывающего инструмента определяется суммарная осе-
вая сила резания (сила подачи) от всех одновременно работа-
ющих инструментов по формулам теории резания или по
справочникам. Затем определяются крутящие моменты и
мощность, необходимые для обрабатывающих инструментов.
Мощность (кВт), потребляемая сверлильной головкой:

где пх, п2, ..., пп — количество одинаковых режущих инст-
рументов, одновременно работающих в головке;
Nv N2 , —, Nn — мощности, потребляемые каждым ре-
жущим инструментом, кВт;
цг — коэффициент полезного действия (КПД) головки
(Пг = 0,8...0,9).
Если все шпиндели головки оснащены одинаковыми об-
рабатывающими инструментами в количестве пи, то суммар-
ная мощность (кВт) головки:
Суммарная мощность, потребляемая всеми обрабатываю-
щими инструментами головки, одновременно участвующи-
ми в работе, не должна превышать приведённой мощности
(кВт) станка:
Ьце Ncm — мощность  электродвигателя станка, кВт;
электродвигателя станка, кВт;
т]ст — КПД станка (для сверлильных станков г\ст = 0,8).
3. Определение передаточных чисел. Передаточное число
мнляется отношением частот вращения обрабатывающего
инструмента и шпинделя станка:
где п — частота вращения  инструмента, об/мин.;
инструмента, об/мин.;
псп — частота вращения шпинделя станка, об/мин.;
2вед ~~ число зубьев шестерни ведущего шпинделя;
граб ~ число зубьев зубчатыхколёс ведомыхрабочих
шпинделей.
При работе сверлильной головки с разными инструмен-
тами передаточные числа должны определяться для каждо-
го рабочего шпинделя отдельно.
4. Определение значения подачи шпинделя сверлильного
станка. Подача шпинделя станка определяется из условия
равенства минутных подач шпинделя станка и режущего
инструмента:
Найденное значение подачи s0 cm должно совпадать с од-
ной из подач, имеющихся на принятом станке, или быть не-
много больше её. При обработке отверстий головкой с разны-
ми инструментами подачу следует принимать по лимитиру-
ющему инструменту.
5. Определение силы подачи головки (суммарной осевой
силы инструмента). Суммарная осевая сила не должна пре-
вышать максимальную силу подачи, допустимую сверлиль-
ным станком:

где Pi, Р2...... Рп — осевые силы инструментов.
6. Выбор кинематической схемы многошпиндельной го-
ловки. При выборе кинематической схемы многошпиндель-
ной головки необходимо выполнять требования:
1) отразить на схеме расположение осей рабочих шпинде-
лей головки, которые должны совмещаться с осями от-
верстий обрабатываемой заготовки;
2) определить координаты расположения рабочих шпин-
делей головки по соответствующим зависимостям и
осевую силу для каждого обрабатывающего инструмен-
та, а также координаты расположения оси ведущего
шпинделя;
3) размещать ось ведущего шпинделя в центре давления
головки, т.е. в точке приложения равнодействующей
осевых сил обрабатывающих инструментов;
4) не предусматривать передачу вращения на рабочие шпин-
дели через зубчатые колёса других рабочих шпинделей;
5) применять к головке минимальное количество проме-
жуточных (паразитных) зубчатых колёс, для чего сле-
дует предусмотреть вращение от одного промежуточ-
ного колеса нескольких рабочих шпинделей;
6) применять нечётное количество промежуточных валов,
так как при определении направления вращения рабо-
чих шпинделей необходимо, чтобы они имели правое
вращение (например, практически все сверлильные
станки имеют правое вращение шпинделя);
7) размещать промежуточные зубчатые колёса вокруг ве-
дущего шпинделя по возможности равномерно, так как
* при этом уменьшается радиальная нагрузка подшип-
« ника ведущего шпинделя;
8) размещать все зубчатые колёса головки в одной плос-
кости и только при небольших расстояниях между ося-
ми рабочих шпинделей в два и, возможно, три яруса;
V) начинать разработку кинематической схемы головки с
определения диаметров делительных окружностей и мо-
дулей зубчатых колёс для рабочего и ведущего шпин-
деля;
10) учитывать при выборе зубчатых колёс, что:
а) максимально допустимое число зубьев некоррегиро-
ванных зубчатых колёс гт1п = 16;
б) применяемые модули т должны соответствовать стан-
дартному ряду 1; 1,5; 2; 2,5; 3; 3,5; 4; 4,5;
в) ширина венца зубчатого колеса Ъ — (6...Ют);
г) наибольшие передаточные числа на замедление
in = 4...5 и ускорение in = 2...2,5; желательно приме-
нять подачи на замедление в связи с тем, что режу-
щий инструмент работает с большой частотой вра-
щения;
д) наибольшие допустимые окружные скорости для пря-
мозубых колёс 7-й степени точности 10... 12 м/с и
8-й степени — 8...6 м/с;
11) предусмотреть коррегирование зацепляющихся зуб-
чатых колёс при увеличении или уменьшении рассто-
яния между осями колёс против теоретического зна-
чения.
7. Определение размеров валов, шпинделей, зубчатых ко-
лес, подшипников. Центральный вал головки является наи-
более нагруженным. При выборе модуля зацепления для всех
зубчатых колёс головки принимается нагрузка, действующая
на зуб колеса, установленного на центральном ведущем валу.
Диаметр ведущего вала (центрального шпинделя) опре-
деляется по величине крутящего момента, передаваемого
всеми одновременно работающими инструментами:
где dnm — диаметр центрального шпинделя, мм;
Мкр — крутящий момент, Нмм;
[ткрЗ ~ допускаемое напряжение кручения, МПа.
Крутящий момент Мкр определяется по формуле:

где Ncm — мощность электродвигателя станка, кВт;
со — угловая скорость шпинделя станка, рад/с;
по cm — частота вращения шпинделя станка,об/мин.;
т]ст — КПД станка (обычно цст - 0,8).
Диаметр направляющей (хвостовой) части рабочих шпин-
делей определяется в зависимости от диаметра обрабатываю-
щего инструмента по данным таблицы 4.1 или подбирается
по отверстию подшипника на шпинделе.
Модуль ведомой шестерни на рабочем шпинделе следу-
ет выбирать также в зависимости от диаметра обрабатыва-
1 ЯГ\
ющего инструмента по данным таблицы 4.1. Ширина зуб-
чатых колёс головки принимается равной Ют (здесь т —
модуль, мм). Диаметры валов для промежуточных зубча-
тых колёс выбираются равными диаметру dx рабочих шпин-
делей головки.
Подшипники скольжения по рабочей поверхности под-
бираются в соответствии с размерами шпинделей и валов,
для которых они предусматриваются. Расчёт подшипников
осуществляется по давлению р и величине pv (здесь v — ско-
рость взаимного перемещения, м/с). Фактически значения р,
МПа (для радиальных подшипников-втулок, например,
здесь dl и 1Х — диаметр и длина подшипника, мм;
Рг — радиальная сила, действующая на подшипник.
Р и pv должны быть меньше допускаемых значений, ко-
торые принимаются: для радиальных подшипников —
р = 1...3 МПа,pv = 6...12 МПам/с; для осевых (колец и пят) —
р = 4...12 МПа, pv = 2...4 МПам/с.
8. Проверочный расчёт на прочность. Расчёт на прочность
выполняется для сильно нагруженных деталей: зубчатых
колёс, некоторых валов, подшипников.
Таблица 4.1
Рекомендуемые значения диаметров
шпинделей и модулей зубчатых колес
| Диаметр сверла, мм | Диаметр шпинделя, мм | Модуль, мм |
| До 6 | 1,5 | |
| 6...9 | 2,0 | |
| 9...12 | ||
| 12...16 | 2.0...2.5 | |
| 16...20 | ||
| 20...25 | 2.5...3.0 | |
| 25...30 | 3,0...3,5 |
Расчёт зубчатых колёс на контактную прочность и проч-
ность при изгибе осуществляется путём определения факти-
ческих напряжений и сравнения их с допускаемыми.
Контактное напряжение <ук = асм в полюсе зацепления
где асмо — контактное напряжение без учёта дополнитель-
ных нагрузок,
где Кн — коэффициент нагрузки;
Ze — коэффициент, учитывающий механические свой-
ства материалов зубчатых колёс, для стали Ze = 190;
ZH — коэффициент, учитывающий форму сопряжённых
поверхностей зубьев в полюсе зацепления;
ZE — коэффициент, учитывающий суммарную длину кон-
тактных линий;
Zg — коэффициент, учитывающий наклон зуба;
Ft — окружная сила на делительном цилиндре в торцо-
вом сечении. 
здесь MKpi и Мкр2 — крутящие моменты соответственно на
шестерне и зубчатом колесе, Н-мм;
di и d2 — диаметры начальных окружностей соответствен-
но шестерни и колеса, мм);
Ь — рабочая ширина венца зубчатой передачи, мм;
in — передаточное число. Напряжение изгиба в опасном
сечении 
где KF — коэффициент нагрузки при расчёте на изгиб;
т — модуль зубчатого зацепления, мм;
э YFS — коэффициент, учитывающий влияние формы зуба
ю концентрацию напряжения;
i Yp — коэффициент, учитывающий влияние наклона зуба;
Ye — коэффициент, учитывающий влияние перекрытия
зубьев.
Коэффициенты нагрузки определяются из зависимостей
КН = КАКНуКНрКна •
KF - ^A^FvKFp^Fa .
где КА — коэффициент, учитывающий внешнюю динами-
ческую нагрузку, принимается по таблице 4.2;
KHv, KFv — коэффициенты, учитывающие внутреннюю
динамическую нагрузку;
КНр, Крр — коэффициенты, учитывающие неравномер-
ность распределения нагрузки по длине контактных линий;
КНа, KFa — коэффициенты, учитывающие распределе-
ние нагрузки между зубьями. Коэффициенты определяются
по стандарту.
Таблица 4.2
Коэффициент КА внешней динамической нагрузки
при расчёте зубчатых колёс на прочность
| Режим нагружения ведомого элемента | ||||
| Режим нагружения ведущего элемента | равно- мерный | с малой не- равномер- ностью | со средней неравно- мерностью | со значитель- ной неравно- мерностью |
| Равномерный | 1,0 | 1,25 | 1,50 | 1,75 |
| <' малой неравно- мерностью | 1,10 | 1,35 | 1,60 | 1,85 |
| ( о средней нерав- номерностью | 1,25 | 1,50 | 1,75 | 2,00 и выше |
| ("о значительной i ^равномерностью | 1,50 | 1,75 | 2,00 | 2,25 и выше |
11олученные значения ст„, и аш сравниваются с допускаемыми напряже-
ниями [<усм] и [ею] и должны быть меньше их значений.
Можно также ориентировочно определить значение мо-
дуля т' и сравнить его с принятым т. Если т' < т, то зубча-
тая пара по прочности соответствует условиям работы. Та-
кой расчёт может являться также проектным.
Ориентировочное значение модуля т', мм при заданном
параметре  вычисляется по формуле:
вычисляется по формуле:
где Кт — вспомогательный коэффициент, принимается для
прямозубых передач Кт = 14, для косозубых с коэффициен-
том осевого перекрытия ев > 1 и шевронных передач
Кт = 11,2; для косозубых передач с ев< 1 Кт = 12,5;
Z — число зубьев шестерни; величины с индексом 1 от-
носятся к шестерне, с индексом 2 — к колесу.
Ориентировочное значение модуля /га' при заданном ме-
жосевом расстоянии  а,„ вычисляется из выражения
а,„ вычисляется из выражения
где Кта — вспомогательный коэффициент, принимается для
прямозубых передач Кта = 1400; для косозубых с ^ > 1 и
шевронных передач К^ = 850, для косозубых передач с ев < 1
9. Расчёт валов головки. Валы для зубчатых колёс рас-
считываются на прочность и жёсткость из условия нормаль-
ной работы зубчатых колёс и подшипников, являющихся их
опорами. При расчёте на жёсткость диаметральные размеры
валов получаются больше, чем при расчёте на прочность. Валы
на прочность рассчитываются по фактическим напряжени-
ям а по формуле; 
гДе [°ud — допускаемые напряжения материала при изгибе, МПа;
Мэкв — эквивалентный момент в опасном сечении вала,

Z — момент сопротивления в опасном сечении вала, для
круглого сплошного сечения вала Z = О,Id3 (здесь d — диа-
метр вала в мм), мм.
Под действием внешних сил валы подвергаются упругим
деформациям на изгиб и кручение. При этом определяются
действительные угол закручивания и прогиб в опасных сече-
ниях и сравниваются с допускаемыми значениями а и уп
(подраздел 10.3).
10. Расчёт подшипников качения. Расчёт осуществляет-
ся по стандартам и справочной литературе. Динамическая
грузоподъёмность, эквивалентная динамическая нагрузка и
долговечность подшипников качения связаны зависимостя-
ми (при Р < 0,5С):
где L,Lh — долговечность соответственно в миллионах оборотов
и часах (для многошпиндельных головок Lh - 2500....4500 ч);
С — грузоподъёмность радиальная (Сг) и осевая (Са), Н;
Р — эквивалентная нагрузка радиальная (Рг) и осевая
(Л>). Н;
Pi — показатель степени, для шариковых подшипников
Ру — 3, для роликовых — рх = 10/3;
п — частота вращения подшипника, об/мин.
По нагрузке Р, частоте п и долговечности L{Lh) из приве-
дённых зависимостей определяется необходимая грузоподъ-
емность С, в соответствии с которой по стандартам (размеры
и технические требования) подбираются нужные подшипни-
ки качения.
Рабочие шпиндели изготовляются из сталей 45, 50, 45Х
и 50Х, зубчатые колёса — из сталей 20Х, 40Х и других,
корпуса головок — из серого чугуна G415, алюминиевого
сплава АК7ч и других металлов.
Компоновка головки производится в соответствии с при-
нятой кинематической схемой и рассчитанными размерами
основных деталей. Размеры и форма всех остальных дета-
лей, входящих в головку, принимаются по конструктивным
соображениям, но с учётом действующих стандартов.
При конструировании многошпиндельных головок кри-
вошипного типа необходимо определить диаметры рабочих
шпинделей, радиус кривошипов, диаметр и длину кривошип-
ной шейки шпинделей и ведущего вала, а также местополо-
жение оси этого вала относительно рабочих шпинделей го-
ловки.
Диаметры шпинделей определяются по моментам реза-
ния (Мкр) на инструментах. Диаметр ведущего вала рассчи-
тывается по суммарному моменту всех рабочих шпинделей.
При определении радиуса г кривошипов следует учиты-
вать, что с его увеличением уменьшаются действующие на
кривошипные шейки силы Рк, диаметр d и длина I этих шеек:
№„.„
PK=padl и Рк=~^,
гдерд — допускаемое давление на поверхностях скольжения.
Увеличение г невозможно при малом расстоянии между
шпинделями головки; с возрастанием г увеличивается так-
же неуравновешенность её движущих частей. Для малых
значений г допуск и зазор в сопряжении кривошипной шей-
ки с поводковой плитой необходимо уменьшать.
Положение оси ведущего вала головки можно определить
графоаналитическим методом. При этом вычерчивается рас-
положение рабочих шпинделей головки в плане с кривоши-
пами, повёрнутыми в одну сторону (рис. 4.10, а). Перпенди-
кулярно к этим кривошипам откладываются силы, равные:
р Мкр1 D Мкр2 Мкрп
Г Г Г
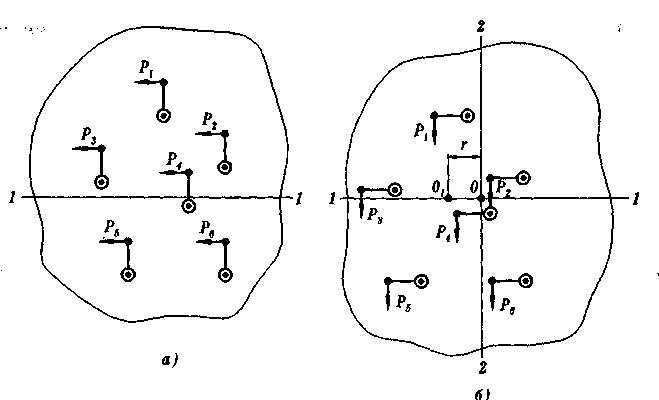
Рис. 4.10 Схема для определения положения оси ведущего вала
многошпиндельной головки кривошипного типа
Затем находится направление равнодействующей этих сил
(линия 1-1). После этого вычерчивается расположение шпин-
делей с кривошипами, повёрнутыми на 90 °, и действующи-
ми на них теми же силами (рис. 4.10, б). Как и в предыду-
щем случае, проводится линия равнодействующей этих сил
(линия 2-2). Пересечение линий 2-2 и 1-1, т.е. точка 0, опре-
деляет положение оси кривошипной шейки ведущего вала.
На расстоянии г от этой точки на линии 1-1 (рис. 4.10, б)
расположена ось ведущего вала (точка 0г). Правильное опре-
деление положения оси ведущего вала обеспечивает плавную
и надёжную работу всех шпинделей.
Хорошо сконструированные головки кривошипного типа
удовлетворительно работают при условии одновременного
презания и выхода из зоны обработки всех её инструментов.
Диаметр и длина шейки кривошипа ведущего вала рас-
считываются по радиальной силе:
На эту шейку обычно монтируются подшипники каче-
ния, в то время как кривошипные шейки рабочих шпинде-
лей из-за стеснённости пространства чаще всего вращаются в
подшипниках скольжения.
4.4 Инструментдля ППД и приспособления
для безвибрационной обработки
Система для ППД состоит из приспособлений для безвиб-
рационной обработки, для вибрационной обработки с источ-
никами вибрации, для вибрационной обработки без источни-
ков вибрации, для комбинированной обработки резанием и
ППД. Особенностью приспособлений этой системы является
необходимость обеспечения подвижности устанавливаемых
инструментов. Например, шары должны вращаться относи-
тельно трёх осей системы координат, ролики относительно
одной оси.
При ППД используются: для безвибрационной обработки
шары; алмазные, твердосплавные и минералокерамические
наконечники; конические, прямые, сферические, закруглён-
ные, с цилиндрической ленточкой, с торовой поверхностью
ролики (рис. 4.11, а, б, в, г); для вибрационной обработки с
источниками вибрации шары, наконечники и полуволновые
концентраторы 1 с рабочим элементом 2 со сферическими ра-
бочими поверхностями (рис. 4.11, а, б, ж); для вибрационной
обработки без источников вибрации конические с наклонной
выпуклостью, фасонные клиновые и наклонные, профильные
синусоидальные и косинусоидальные с постоянными и пере-
менными параметрами ролики (рис. 4.11, д, е).
Шары из стали типа ШХ15 используются от покупных
шарикоподшипников. Наконечники для выглаживания ар-
мируются кристаллами естественного или искусственного
алмазов, композитами эльбора, другими сверхтвёрдыми ма-
териалами. Ролики всех разновидностей обычно изготавли-
ваются из сталей У12А, ХВГ, ШХ15, 5ХНМ, ЭХ12, твёрдых
сплавов ВК6М и ВК8М, минералокерамики марок ЦМ-332,
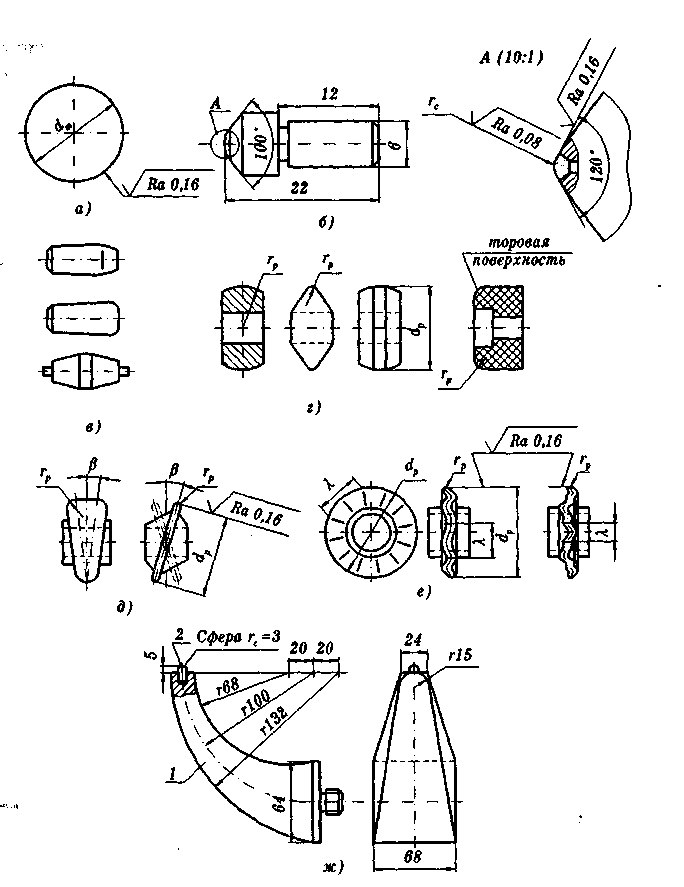
Рис. 4.11 Инструменты для обработки ППД:
• — шар: б — алмазный наконечник; в — конические ролики;
$ — прямые ролики; д — фасонные ролики; е — профильные
ролики; ж — криволинейный концентратор
с рабочим элементом
ВОК-60, ОНТ-20. Концентраторы (волноводы) изготавлива-
ются из сталей ЗОХГСА, 45, 50; рабочие элементы из твёр-
дых сплавов группы ВК (припаиваются припоями марок
ПСр40, ПСр45, ПСр50Кд).
В универсальных приспособлениях для обработки наруж-
ных цилиндрических и других поверхностей могут разме-
щаться шаровые головки или алмазные наконечники. При-
способление для алмазного выглаживания муфт вторичного
вала, шестерен привода спидометра и других деталей коро-
бок перемены передач автомобилей ГАЗ показано на рисун-
ке 4.12. В корпусе 9 приспособления размещены пружина 4
и держатель 8 инструмента (алмазного наконечника, шаро-
вой головки) 7, который закрепляется винтом 6. В резцедер-
жателе токарно-винторезного станка приспособление устанав-
ливается посредством планки 12. Необходимая сила поджи-
ма инструмента к заготовке обеспечивается сжатием пружи-
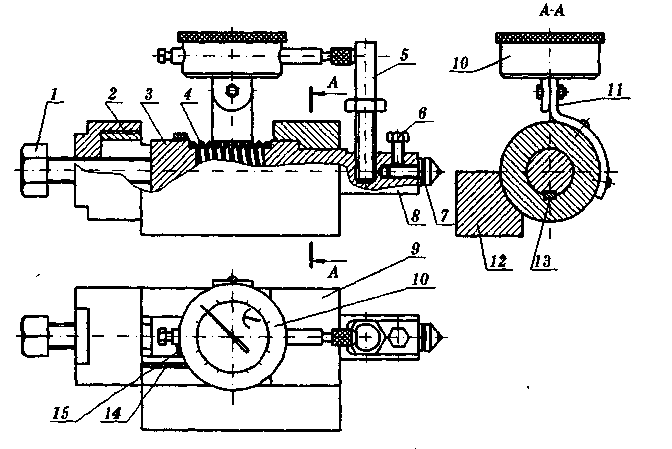
Ptcc. 4.12 Приспособление с алмазным наконечником
для обработки наружных цилиндрических
и торцовых поверхностей
ны 4 путём перемещения упора 3 при вращении винта 1 в
крышке 2. Момент касания инструмента 7 и возможное пе-
ремещение суппорта в направлении заготовки фиксируется
по шкале индикатора 10 при воздействии стойки 5 на его
ножку. Индикатор закреплён на корпусе кронштейна 11, а
держатель 6 удерживается от проворота посредством шпон-
ки 13.
Рисунок 4.13 иллюстрирует переналаживаемое приспо-
собление для раскатывания и алмазного выглаживания от-
верстий диаметром от 12 мм и более. Приспособление уста-
навливается в резцедержатель токарного станка корпусом 7,
который с помощью оси 8 шарнирно соединяется с держав-
ками 2 (а) и 4 (б). Сила поджима алмазного наконечника 9
(рис. 4.13, а), закреплённого винтом 1 в державке 2, обеспе-
чивается сжатием тарированной пружины 6 при вращении
винта 5 и контролируется по шкале 3, установленной на кор-
пусе 7. Сферическая шайба 4 позволяет обеспечивать круго-
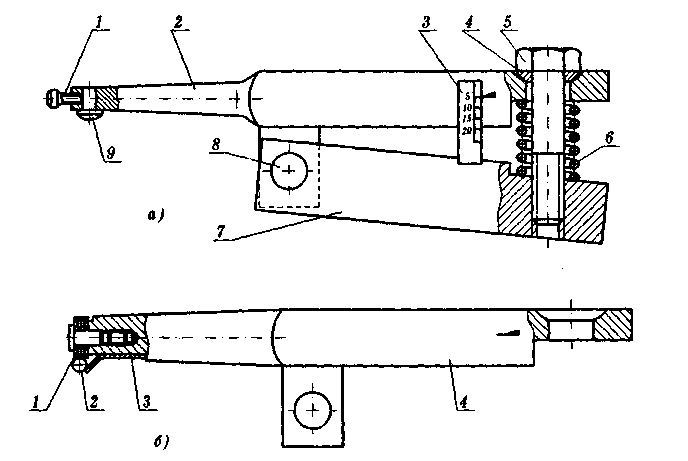
Рис. 4.13 Переналаживаемое приспособление для обработки
ППД отверстий диаметром, от 12 ЛСД* № более
1 Г *
вой контакт головки винта 5 с конической выточкой дер-
жавки 2 при их относительном повороте.
При раскатывании отверстий державка 2 заменяется на
державку 4 (рис. 4.13, б). Шар 2 удерживается в заданном
положении планкой-сепаратором 3 и в процессе обработки
обкатывается по поверхности наружной обоймы шарикопод-
шипника 1.
|
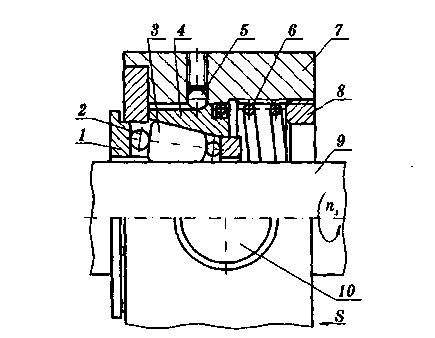
| Рис. 4.14 Обкатывающее ротационное приспособление с коническими деформирующими роликами |
Более высокопроизводительными являются многоинстру-
ментальные приспособления. На рисунке 4.14 представлено
ротационное приспособление с коническими роликами. Каж-
дый ролик 3 с торцов зацентрован и размещён в вырезе сепа-
ратора 1 между двумя шарами 2 по центровым гнёздам так,
что не касается поверхности сепаратора. Приспособление на-
девается на наружную поверхность зажатой в патроне токар-
ного станка заготовки 9. При этом ролики конусной втул-
кой 4 под воздействием сжатой при вворачивании гайки 8 в
корпус 7 поджимаются к обрабатываемой поверхности заго-
товки. Втулка 4 удерживается от вращения шарами 5, рас-
положенными в двух соосных отверстиях корпуса. Крепле-
ние приспособления в резцедержателе станка осуществляет-
ся с помощью рукоятки 10. Конструкция приспособления по-
зволяет уменьшить воздействие роликов на сепаратор, повы-
сить точность обработки, снизить силы трения между инст-
рументами и деталями приспособления.
4.5 Приспособления для виброобработки ППД
с источниками вибрации
Виброобработка ППД шарами, алмазными и другими
наконечниками с источниками вибрации осуществляется с
целью активизации деформации материала и образования
высоко работоспособных регулярных микрорельефов рабочих
поверхностей. Вибрация с определённой амплитудой и час-
тотой п3 происходит в направлении подачи s.
Для виброобработки ППД используется обычное металло-
режущее оборудование с установкой на него приспособлений
в виде виброголовок электромеханического, электромагнит-
ного, пневматического, гидравлического и другого действия.
На рисунке 4.15 показана виброголовка для токарно-винто-
резных станков типа мод. 16К20. Приспособление оснащено
электромагнитным приводом Ш-образной формы, питающимся
однофазным током напряжением 220 В и частотой 50 Гц. Оно
позволяет бесступенчато регулировать амплитуду колебания
от 0,4 до 1,2 мм за счёт изменения зазора а вращением гаек 8;
обеспечивает частоту вибрации 6000 1/мин., бесступенчатое
регулирование силы поджима инструмента от 50 до 600 Н в
рабочем состоянии путём изменения сжатия пружины 19 вра-
щением пробки 18 в корпусе 20 и может использоваться не
только для обкатывания наружных, но и для раскатывания
внутренних цилиндрических поверхностей, что достигается
заменой Г-образного штока 23 на прямой. Для обеспечения
вибровыглаживания шаровая головка, состоящая из корпу-
са 24 с сепаратором, шарикоподшипника 2 с осью и шара 1,
заменяется на алмазный наконечник.
Осевое колебание инструмента обеспечивается взаимодей-
ствием сжатой гайкой 6 пружины 5 и якоря 9, который с
частотой пдв ^ = 6000 1/мин. поджимается к установленному
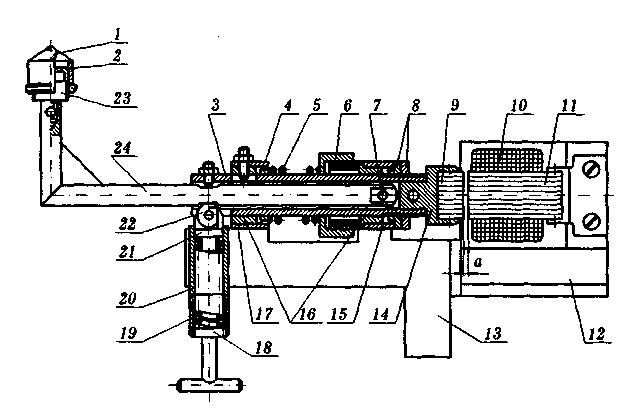
Рис. 4.15 Переналаживаемая виброголовка
электромагнитного действия для вибронакатывания
и алмазного вибровыглаживания заготовок
из различных материалов
на подставке 12 ярму 11 при прохождении через катушку 10
переменного тока. Ярмо 9 посредством обоймы 14 соединено
со втулкой 3, которая посредством пальца 7 шарнирно соеди-
нена со штоком 23, установлена в подшипниках 16 и совер-
шает осевые колебания при взаимодействии электромагнита
и пружины 5, упирающейся в закреплённое на втулке 3 коль-
цо 9. Подшипники 16 размещены во втулках 25 и 11, соеди-
нённых, как и основание 12, с угольником 13, посредством
которого виброголовка устанавливается в резцедержатель
станка. Сила поджима вибрирующего инструмента 1 к обра-
батываемой поверхности передаётся от сжатой пружины 19
через вилку 21, ролик 22 с осью, шток 23, корпус 24 и шари-
коподшипник 2 с осью. Масса описанной виброголовки при-
мерно в два раза меньше массы подобного устройства с при-
водом от индивидуального электродвигателя.
Виброголовка для обработки за один проход плоских по-
верхностей на вертикально-фрезерных станках показана на
рисунке 4.16 [4]. Приспособление хвостовиком 3 эксцентри-
кового устройства устанавливается в шпиндель, а корпусом 7
крепится, например, к корпусу 2 головки вертикально-фре-
зерного станка. В корпусе 7 установлены верхние 4 и ниж-
ние 7 V-образные направляющие с шарами 6. Между направ-
ляющими размещена осциллирующая каретка 14 также с
V-образными направляющими. На каретке установлен шпин-
дель 13 с инструментом 12. Привод вибрации осуществляет-
ся от шпинделя станка посредством регулируемого эксцент-
рикового устройства, в котором при наладке приспособления
можно вращением винта 5 перемещать ползун 8 с закреп-
лённой на нём осью тяги 9 и этим изменять амплитуду виб-
рации инструмента. Сила поджима инструментов к обраба-
тываемой поверхности обеспечивается тарированной пружи-
ной 10, предварительное сжатие которой осуществляется вра-
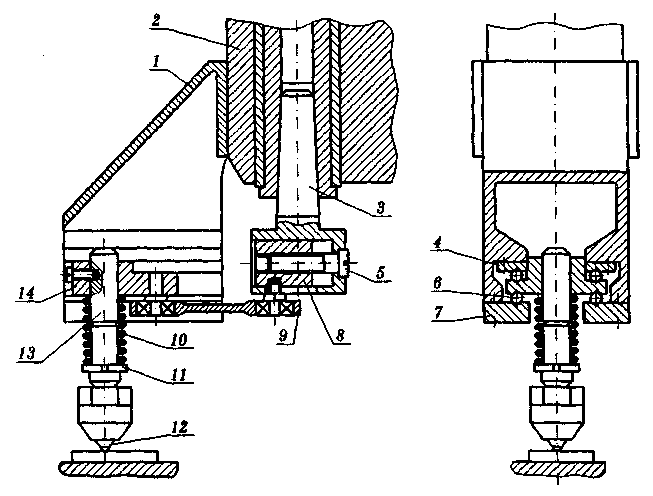
Рис. 4.16 Виброголовка с механическим приводом
от станка для вибронакатывания плоских поверхностей
на вертикально-фрезерных станках
щением гайки 11. Подача обеспечивается перемещениями
стола станка, число двойных ходов пдвх регулируется изме-
нением частоты вращения шпинделя станка, а амплитуда 2А
колебаний инструмента — изменением положения ползуна 8
с осью тяги 9.
Обеспечение вибрации от источника плавного движения
станка исключает необходимость подключения виброголов-
ки к энергосети, позволяет уменьшить её габариты и себес-
тоимость.
Вибрация с ультразвуковой частотой обеспечивается в
перпендикулярном направлении к обрабатываемой поверх-
ности и служит для повышения эффективности ППД при
обработке с малыми силами Р маложёстких заготовок. Для
ультразвуковой обработки фасонных поверхностей в виде
желобов (криволинейный концентратор, рис. 4.11, ж) наруж-
ного кольца шарикоподшипников из закаленных сталей типа
ШХ15СГ используются автоматизированные устройства, схе-
ма одного из которых представлена на рисунке 4.17.
Ультразвуковое выглаживание осуществляется твердо-
сплавным рабочим элементом 1, размещённым в криволи-
нейном концентраторе 2, который установлен на магнито-
стрикционном преобразователе 3, функционирующем от уль-
тразвукового генератора 4. JX,nn обеспечения обработки ППД
в установке предусмотрены суппорт 5, насосная станция 6
для подачи СОЖ, электромагнитный патрон 7 для закрепле-
ния обрабатываемой заготовки 10, шпиндельная бабка 8 и
редуктор 9 привода шпинделя. Рациональные параметры
режима ультразвуковой обработки ППД желобов наружных
колец, например шарикоподшипника № 2226 (радиус жело-
ба 14,72to',ooi • сила статического поджима инструмента
Р = 250 Н, радиус сферы инструмента гс = 3,5 мм (материал
рабочей части ВК8), амплитуда вибрации 2А = 30 мкм, пода-
ча S = 0,18 мм/об, скорость выглаживания и = 50 м/мин.,
СОЖ — масло индустриальное И-40А. Цикл обработки в ав-
томатическом режиме — 2 мин.
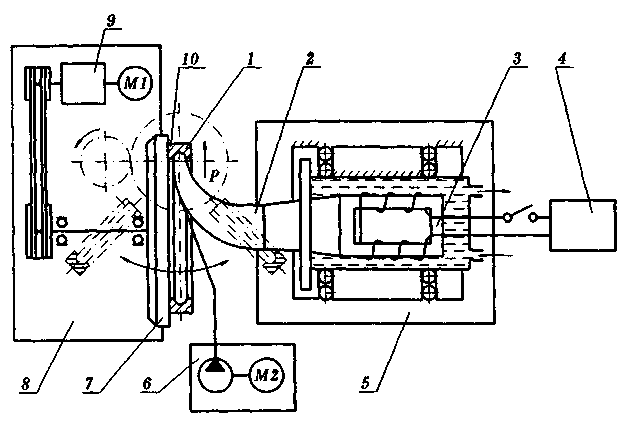
Рис. 4.17 Схема устройства для ультразвукового
выглаживания желоба колец шарикоподшипников
4.6 Оснастка для виброобработки ППД
без источников вибрации
Одним из направлений развития и расширения исполь-
зования обработки ППД в автоматизированном производстве
является создание инструмента и приспособлений без источ-
ников вибрации, что снижает массу и габаритные размеры
оснастки, не требует дополнительного подключения к энер-
госетям, упрощает автоматическую установку на станки и
снятие оснастки с оборудования, улучшает условия работы и
сохраняет длительное время точность многоцелевых станков
за счёт исключения вибрационного воздействия на них, со-
кращает энергетические затраты на обработку.
Первый опыт вибронакатывания имел место при приме-
нении фасонных клиновых и наклонных роликов (рис. 4.11, д)
при вибронакатывании галтелей крупных деталей на Урал-
машзаводе. В дальнейшем были созданы профильные сину-
соидальные икосинусоидальные ролики с постоянными и
переменными параметрами (рис. 4.11, е), регулируемые на-
клонные ролики, другие инструменты и устройства для виб-
ронакатывания поверхностей деталей и образования регуляр-
ных микрорельефов.
Приспособление (рис. 4.18, а) состоит из крышек /, пла-
стин 2, шарикоподшипников 3, штифта-стопора 4, пружи-
ны 5, державки 6, регулировочных гаек 7, вилки 8, роли-
ка 9, винта 10, цапфы 11, шайб 12, гайки 13.
Ролик диаметром dp и радиусом закругления гр сфери-
ческой выточкой А установлен на сферическую часть Б цап-
фы. При этом штифт-стопор, установленный на резьбе в от-
верстии ступицы ролика, входит цилиндрическим хвостови-
ком в паз В на сферической части цапфы и стопорится кон-
тргайкой. Гайка 13 наружной резьбовой поверхностью вкру-
чивается в отверстие ролика, конической поверхностью Г упи-
рается в сферическую часть цапфы и стопорится винтом. Цап-
фа с роликом установлена на шарикоподшипниках в полуот-
верстиях вилки, которые накрыты съёмными крышками и
предохраняются от загрязнения пластинами и шайбами. Вил-
ка своим хвостовиком И входит в отверстие державки и на-
ходится под воздействием силы Р, обеспечиваемой тариро-
ванной пружиной, предварительное сжатие которой осуще-
ствляется перемещением регулировочных гаек 7 по резьбе
хвостовика вилки.
Наладка и работа устройства осуществляется следующим
образом. На собранном устройстве ролик в отжатом состоя-
нии устанавливается по угломеру на заданный угол наклона /J
для обеспечения требуемого осевого биения S = (dp - 2rp)sinj5
рабочего профиля и предварительно фиксируется в этом по-
ложении закручиванием штифта-стопора до упора в дно па-
за В цапфы. Окончательная фиксация положения ролика
на цапфе осуществляется закручиванием гайки 13 до упора
конусной выточки Г в сферическую часть цапфы, после это-
го окончательно затягивается и фиксируется контргайкой
штифт-стопор, предотвращающий отклонение от заданного
положения и самооткрепление при знакопеременном кине-
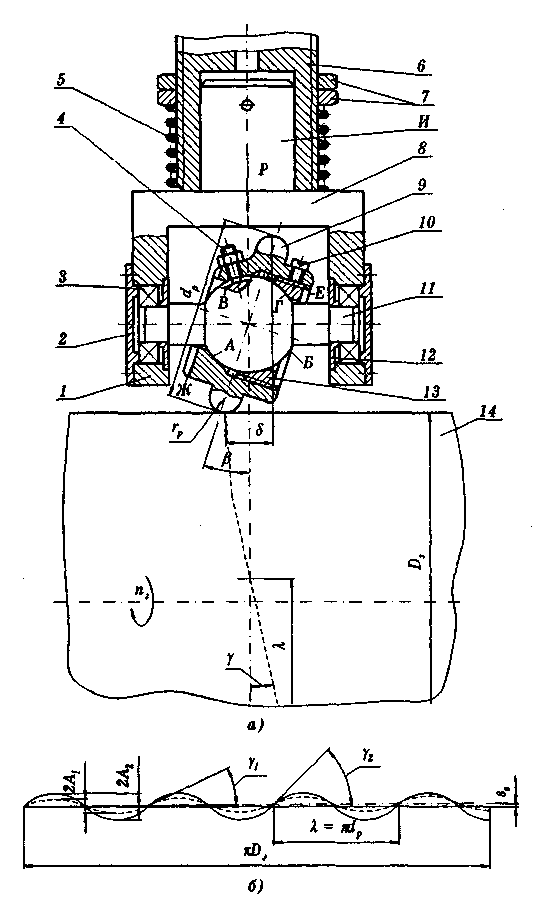
Рис. 4.18 Приспособление для вибронакатывания
с регулируемым наклонным роликом (а)
и схема наносимых следов обработки (б)
матико-динамическом воздействии на него обрабатываемой
поверхности за счёт расположения паза В под углом 45 ° к
оси цапфы. Пазы Ж на ролике и Е на гайке 13 служат для
затягивания вилчатым ключом резьбового соединения ро-
лик-гайка. Смазывание шарикоподшипников осуществля-
ется консистентной смазкой (солидолом С) при снятых пла-
стинах.
За счёт угла наклона /?, осевого биения 5 рабочего профи-
ля и перемещения точки контакта гладкого ролика в процес-
се вибронакатывания на поверхность заготовки 14 наносят-
ся следы в виде синусоид с длиной волны Я = dp, амплитудой
2А = 8 и углом направления у = arctg4,92A/A. Путём измене-
ния угла Я ролика может осуществляться переналадка при-
способления и обеспечиваться следы обработки с различны-
ми параметрами 2А (2А1г 2А2 и т.д.) и у (ylt y2 и т.д.) при
одной подаче S0 на оборот заготовки (рис. 4.18, б). За счёт
изменения подачи указанным устройством можно обеспечи-
вать образование как ПРМР, так и ЧРМР видов 3, 4 и 5
(
Дата добавления: 2021-06-28; просмотров: 715;
Поиск по сайту
Узнать еще
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- V. ПРИМЕР РАСЧЕТА ФИЛЬТРА ВЫСОКИХ ЧАСТОТ ЧЕБЫШЕВА
- ІV. Короткий зміст питань, що виносяться на державний іспит з теоретико – методичних основ фізичного виховання (теорія та методика фізичного виховання).
- Автоматизация расчета и построения базовых конструкций одежды
- Алгоритм расчета однофакторного дисперсионного анализа
- Алгоритм расчета переходных процессов операторным методом
- Алгоритм расчета прямоточного конденсатора
- Алгоритм расчета пусковой диаграммы асинхронного двигателя с фазным ротором.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
