С системой координат
б) технологическую — для определения положения заго-
товки или изделия при изготовлении, сборке или ре-
монте (рис. 7.2, а);
в) измерительную — для определения относительного по-
ложения заготовки или изделия и средств измерения.
По лишаемым степеням свободы различаются (рис. 7.2, б):
а) установочная база — для наложения на объект связей,
лишающих его трёх степеней свободы — перемещения
вдоль одной координатной оси и поворотов вокруг двух
других осей;
б) направляющая — для наложения на объект связей, ли-
шающих его двух степеней свободы — перемещения
вдоль одной координатной оси и поворота вокруг дру-
гой оси;
в) опорная — для наложения на объект связей, лишаю-
щих его одной степени свободы — перемещения вдоль
одной координатной оси или поворота вокруг оси;
г) двойная направляющая (рис. 7.3, а) — для наложения
на объект связей, лишающих его четырёх степеней сво-
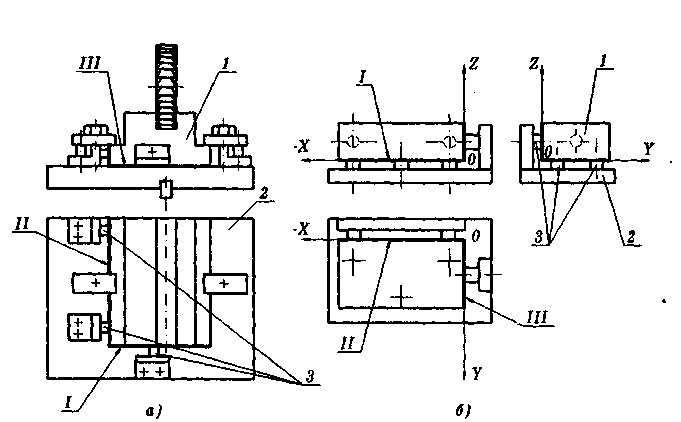
Рис. 7.2 Базирование заготовок по плоским базовым
поверхностям в приспособлениях:
I — установочная, II — направляющая, III — опорная базы
заготовки; 1 — обрабатываемая заготовка, 2 — корпус
приспособления, 3 — установочные элементы — опоры
Приспособления
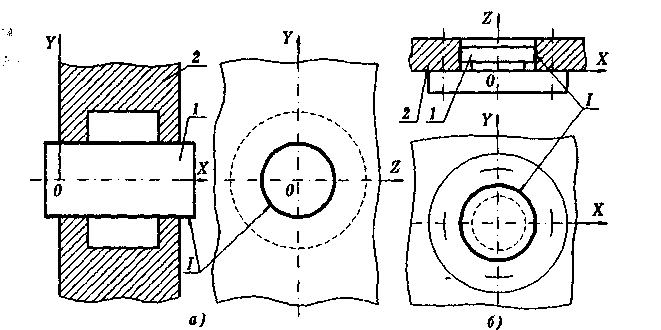
Рис. 7.3 Базирование заготовок (деталей) с использованием
цилиндрических базовых поверхностей:
I — двойная направляющая (а) и опорная (б) базы;
1 — заготовка, 2 — установочный элемент приспособления
(сопрягаемая деталь изделия)
боды — перемещения вдоль двух координатных осей и
поворотов вокруг этих осей;
д) двойная опорная (рис. 7.3, б) — для наложения на
объект связей, лишающих его двух степеней свободы —
перемещений вдоль двух координатных осей.
По характеру проявления база может быть (рис. 7.4, б):
а) скрытой — в виде воображаемой плоскости, оси,
точки;
б) явной — в виде реальной поверхности, разметочной
риски или точки пересечения рисок.
Под схемой базирования понимается схема расположе-
ния опорных точек на базах заготовки, детали, сборочной
единицы, изделия. Все опорные точки на схеме базирования
изображаются условными знаками (рис. 7.4, а) и нумеруют-
ся порядковыми номерами, начиная с базы, на которой наи-
большее количество опорных точек (рис. 7.4, б).
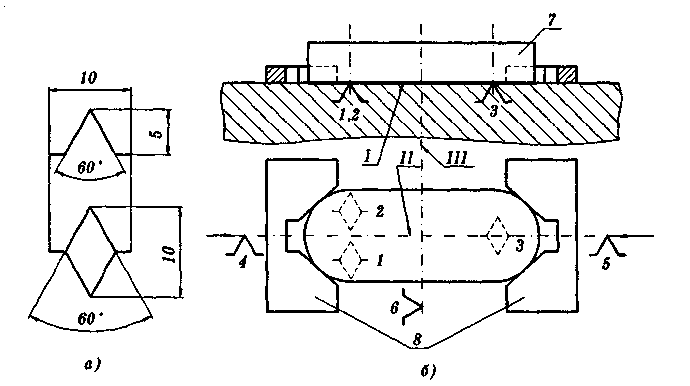
Рис. 7.4 Условное изображение опорных точек (а) и установка
заготовки в приспособление по комплекту баз (б):
I — установочная явная база, II — направляющая скрытая
база (ось) заготовки, III — опорная скрытая база (ось)
заготовки; 1...6 — опорные точки, 7 — заготовка, 8 — губки
самоцентрирующих тисков в виде призм (рис. 1.21, б)
При наложении геометрических связей по комплекту баз
тело лишается возможности трёх перемещений вдоль осей ОХ,
OY и OZn трёх поворотов вокруг них, т.е. становится непод-
вижным в системе координат OXYZ. Наложение двусторонних
геометрических связей достигается в приспособлениях через
соприкосновение (контактирование) базовых поверхностей за-
готовки или другого объекта с рабочими поверхностями уста-
новочных элементов — опор, к которым заготовки поджима-
ются для обеспечения надёжного контакта. При базировании
форма базовых поверхностей идеализируется, а тело (заготов-
ка, деталь) принимается абсолютно твёрдым и жёстким.
Длинная ось срезанного пальца размещается под углом
90 ° к оси, проведённой через центры пальцев (рис. 7.6, а).
|
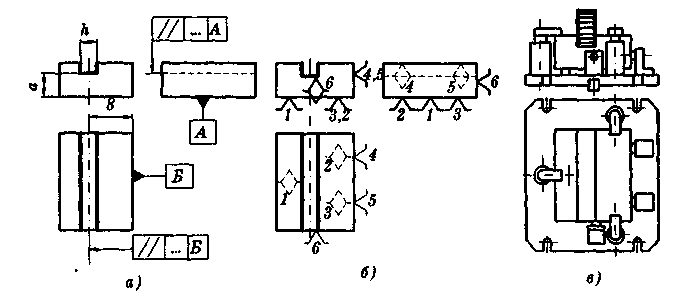
| Рис. 7.5 Заготовка (а), теоретическая схема базирования (б) и её реализация в приспособлении (в) |
Примеры разработки теоретических схем базирования
приведены на рисунке 7.5 и 7.6. На заготовке (рис. 7.5, а)
при фрезеровании паза шириной h необходимо выдержать
размеры а и Ь, параллельность оси паза относительно повер-
хности В, а поверхности дна паза — относительно поверхно-
сти А. Рисунок 7.5, в иллюстрирует теоретическую схему ба-
зирования, а рисунок 7.5, в — схему приспособления, реа-
лизующую схему базирования. При установке заготовки по
плоской поверхности и двум отверстиям (рис. 7.6, а) теоре-
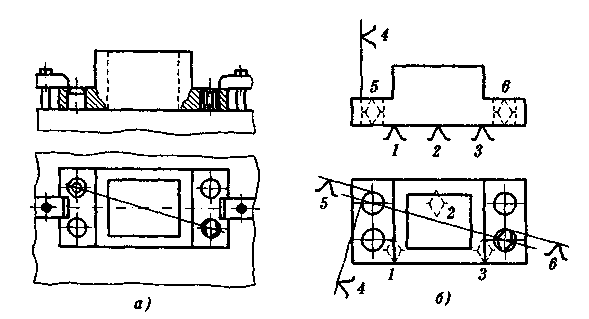
Рис. 7.6 Пример установки заготовки в приспособлении (а)
и теоретической схемы базирования (б)
тическая схема базирования будет иметь вид, показанный
на рисунке 7.6, б.
Схемы закрепления наносятся на эскиз обрабатываемой
заготовки. На схемах опоры, зажимы и установочные уст-
ройства могут указываться как в виде реальных деталей и
сборочных единиц приспособления, так и в виде графичес-
ких (условных) обозначений (табл. 7.2 и 7.3).
На видах сверху и снизу допускается обозначать подвиж-
ную плавающую и регулируемую опоры как неподвижную
опору. На видах спереди или сзади при совпадении точек
приложения сил двойной зажим допускается обозначать как
одиночный. Установочно-зажимные устройства допускается
изображать сочетанием обозначений установочных устройств
и зажимов. Опоры и установочные устройства (кроме цент-
ров) можно обозначать на выносных линиях соответствую-
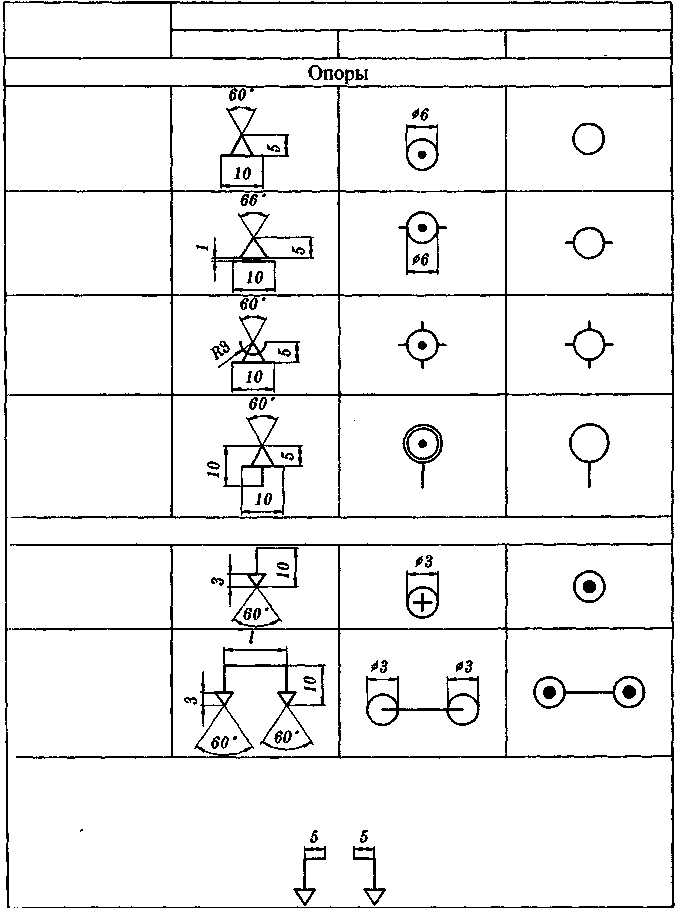
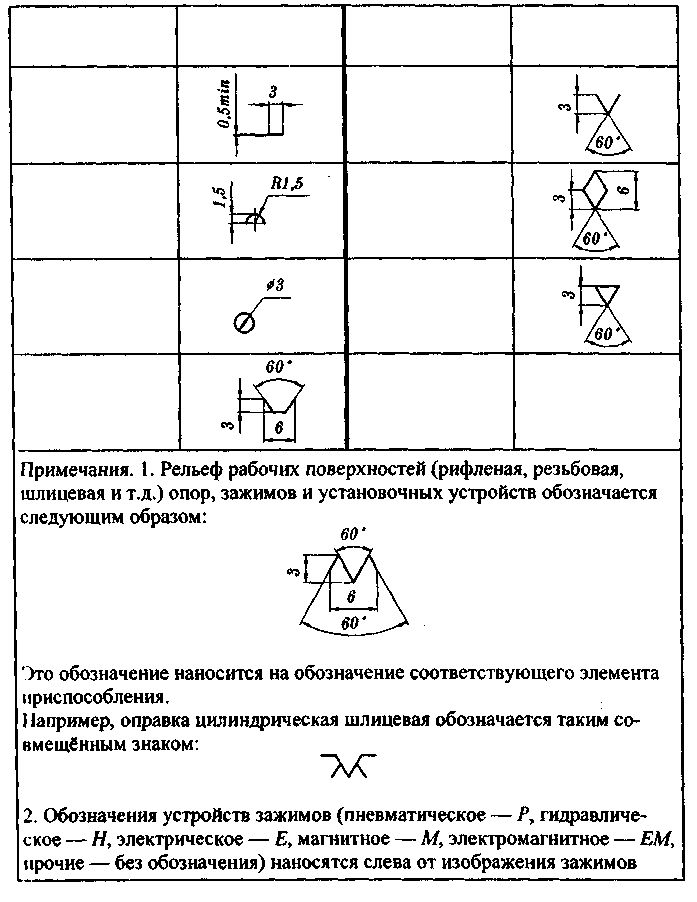
щих поверхностей. Форму рабочих поверхностей опор, за-
жимов и установочных устройств следует указывать слева от
обозначения элемента приспособления (табл. 7.4).
Примеры нанесения обозначений опор, зажимов и уста-
новочно-зажимных элементов на схемы, а также оформле-
ния схем установки заготовок и деталей представлены в таб-
лице 7.5.
Таблица 7.2
Условные обозначения опор и зажимов
|
| Опора или зажим |
| Обозначение на видах |
| спереди, сзади |
| сверху |
| снизу |
| Неподвижная |
| Подвижная |
| Плавающая |
| Регулируемая |
| Зажимы |
| Одиночный |
| Двойной |
| Примечание. Для двойных зажимов длина плеча / устанавливается раз- работчиком в зависимости от расстояния между точками приложения сил. Допускается упрощенное изображение двойного зажима: |
Таблица 7.3
Условные обозначения установочных устройств
|
| Обозначение на видах |
| Установочное устройство |
| спереди, сзади, сверху, снизу |
| слева, справа |
| Без обозначе- ния |
| Центр неподвижный |
| Центр вращающийся |
| Тоже |
| Тоже |
| Центр плавающий |
| Оправка цилиндрическая |
| Оправка шариковая (ро- ликовая) |
| Оправка цанговая (ц) и гидропластовая (г) |
| Патрон поводковый |
| Примечания. 1. Обозначение обратных центров следует выполнять в зер- кальном изображении. 2. Для базовых установочных поверхностей допускается применять обо- значение вида слева оправки цилиндрической. |
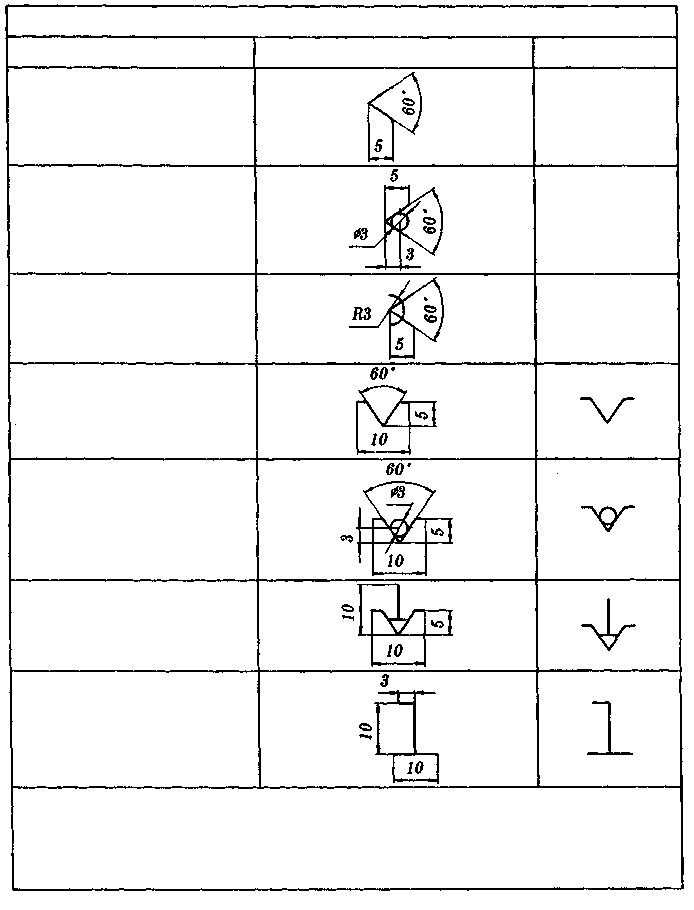
Таблица 7.4
Условные обозначения формы рабочих поверхностей
элементов приспособлений
|
| Форма рабочих поверхностей |
| Обозначение на всех видах |
| Форма рабочих поверхностей |
| Обозначение на всех видах |
| Коническая |
| Плоская |
| Сферическая |
| Ромбическая |
| Цилиндрическая (шариковая) |
| Трёхгранная |
| Призматическая |
Таблица 7.5
Схемы установки заготовок и деталей в приспособлениях
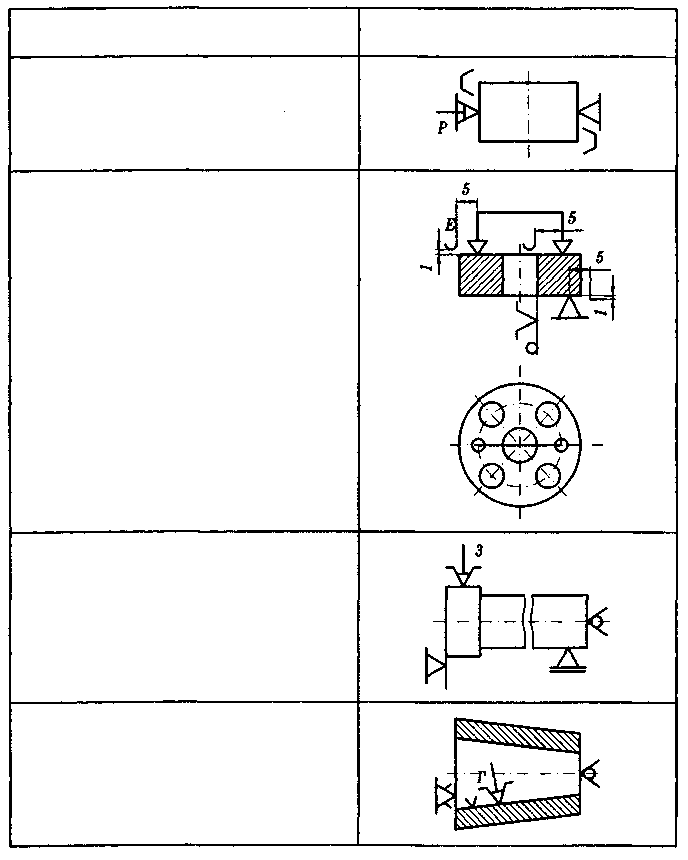
|
| Способ установки |
| Схема |
| В тисках с призматическими губками и пневматическим зажимом |
| В кондукторе с центрированием на цилиндрический палец, с упором на три неподвижные опоры и с электри- ческим устройством двойного зажи- ма, имеющим сферические рабочие поверхности |
| В трёхкулачковом патроне с механи- ческим устройством зажима, с упо- ром в торец, с поджимом вращаю- щимся центром и с креплением в подвижном люнете |
| На конической оправке с гидропла- стовым устройством зажима, с упо- ром в торец на рифленую поверх- ность и с поджимом вращающимся центром |
После окончательного уточнения вопросов установки за-
готовки в приспособление выбираются установочные, зажим-
ные и другие элементы приспособления, а также определя-
ются вид зажимного устройства и его привод.
Разработка схемы приспособления начинается с изобра-
жения на листе контуров обрабатываемой заготовки штрих-
пунктирными линиями либо цветными (кроме красной) сплош-
ными линиями. Заготовку изображают в нужном количестве
проекций. Общий вид (схема) приспособления вычерчивает-
ся последовательным нанесением у контуров заготовки сна-
чала установочных элементов, затем зажимных устройств с
приводами, элементов для направления и контроля положе-
ния инструмента, вспомогательных устройств и деталей. Пос-
ледним чертится корпус приспособления, который объединя-
ет все вышеперечисленные элементы в единое целое — при-
способление.
В зависимости от характера обработки, конфигурации
заготовки, принятого станка и штучного времени на опера-
цию выбирается одна из схем приспособления:
а) одноместное однопозиционное,
б) многоместное однопозиционное,
в) одноместное многопозиционное,
г) многоместное многопозиционное.
Целесообразность этого выбора обосновывается при эс-
кизной проработке приспособления.
Наиболее простыми и часто применяемыми во всех ти-
пах производства являются однопозиционные приспособле-
ния. При использовании многопозиционных приспособлений
необходимо создавать дополнительные вспомогательные уст-
ройства (поворотные, делительные, подъёмные и др.). Вмес-
те с тем многопозиционные приспособления позволяют зна-
чительно повысить концентрацию операций, за счёт чего воз-
растает производительность обработки. Используются они
преимущественно на специальных станках, применение ко-
торых наиболее эффективно в условиях массового и крупно-
серийного производств.
В зависимости от возможного вспомогательного времени
и с учётом потребной силы зажима выбирается рациональ-
ная конструкция привода. Механизированные приводы обес-
печивают минимальные затраты времени и энергии рабочих
на зажим заготовок, позволяют автоматизировать управле-
ние приспособлением или совместить его со схемой управле-
ния станком.
7.4 Учёт факторов удобства в работе,
простоты обслуживания, ремонтопригодности
и последовательность выполнения полного расчёта
и чертежа приспособления
Большое влияние на эффективность оборудования ока-
зывает удобство работы с приспособлением. Для обеспечения
простоты и безопасности установки и снятия заготовок на
приспособлениях следует предусматривать загрузочно-разгру-
зочные зоны, свободные от выступающих элементов приспо-
соблений и подвижных частей их устройств и механизмов. В
условиях массового и крупносерийного производств при об-
работке заготовок простой формы малых и средних размеров
необходимо изучить возможности автоматизации их загруз-
ки в приспособление и выгрузки из него.
Для повышения производительности нужно позаботить-
ся об удобстве и быстроте очистки приспособления. Этот про-
цесс в ряде случаев удаётся автоматизировать, например, за
счёт периодической обдувки приспособления отработавшим
в пневмоприводе сжатым воздухом. Комплексная автомати-
зация приспособления, включающая процессы автоматичес-
кого базирования, закрепления, открепления и снятия заго-
товки, его очистки и поднастройки, обеспечивает максималь-
ную производительность и нередко приводит к значительно-
му экономическому эффекту.
Особо следует остановиться на важности продумывания
вопросов ухода за приспособлением в период эксплуатации и
хранения. Уход за приспособлением, от которого зависит его
работоспособность и внешний вид, заключается в осмотре,
своевременном смазывании, ремонте и подкраске.
Конструируя приспособление, следует учитывать его ре-
монтопригодность, т.е. возможность быстрого и малозатрат-
ного ремонта и восстановления его работоспособности. В этих
целях желательно делать его установочные и другие элемен-
ты легкосменными и устанавливаемыми, отверстия под ус-
танавливаемые в них с натягом детали выполнять сквозны-
ми для упрощения выпрессовки при замене; сами элементы
в большей части целесообразно принимать стандартными для
удешевления запасных частей при ремонте приспособления;
конструкция созданного приспособления должна обеспечи-
вать доступность ко всем его элементам без сложной разбор-
ки и сборки.
В зависимости от условий работы в ТУ следует указы-
вать периодичность осмотров, которые целесообразно увязы-
вать с проверкой приспособления на точность по допустимо-
му изнашиванию установочных элементов. Периодичность
смазывания зависит от сложности приспособления и усло-
вий его работы. Лучше всего предусматривать непрерывное
автоматическое смазывание трущихся поверхностей приспо-
собления и только в случае крайней необходимости — пери-
одическое смазывание, которое при постоянном нахождении
приспособления на станке желательно осуществлять во вре-
мя смазывания станка. В ТУ желательно указывать рабочие
и смазочные материалы, рекомендуемые для применения
(табл. 7.6).
При использовании лакокрасочных покрытий в ТУ ука-
зываются марка краски, её цвет, эксплуатационные требова-
ния к покрытию и стандарт на краску и покрытие. На черте-
жах деталей (элементов) желательно отражать необходимые
сведения о металлопокрытиях и химической (электрохими-
ческой) обработке поверхностей.
После отработки схемы приспособления осуществляется
полный его расчёт и в первую очередь расчёт на точность. Он
начинается с обоснования параметра для расчёта на точность.
Таблица 7.0
Рабочие и смазочные материалы,
применяемые при эксплуатации оснастки
| Наименова- ние | Марка | Основная характеристика | Назначение |
| Нефтяное дистиллатное масло сернокислотной очистки. Вяз- | |||
| кость кинематическая при темпе- | Для гидрав- | ||
| Масло инду- | И-20А | ратуре 323 К в пределах | лических |
| стриальное | 17...23 мм2/с. Температура | систем при- | |
| вспышки в открытом тигле не ниже 463 К. Кислотное число не более 0,05 мг КОН на 1 г масла | способлений | ||
| Масло кислотно-земельной очист- | |||
| ки. Вязкость кинематическая при | Для смазы- | ||
| Масло | Тгг> Тзо | , г 323 К в пределах 20...23 мм /с. | вания под- |
| турбинное | Кислотное число не более 0,05 мг КОН на 1 г масла | шипников скольжения | |
| Смазочный материал универ- | |||
| Солидол синтетиче- | сальный, среднеплавкий, водо- | ||
| С | стойкий. Предназначен для ис- | Общее | |
| ский | пользования при температурах от | ||
| 253 до 338 К. Температура кап- | |||
| лепадения не ниже 343...348 К | |||
| Универсальный среднеплавкий смазочный материал, работаю- | |||
| Солидол жировой | УС-1, УС-2 | щий при температурах от 253 до 338 К. Динамическая вязкость при 0 °С и среднем градиенте скорости деформации 10 с"1 не более 250 Пас | Общее |
| Динамическая вязкость при | Для быст- | ||
| Пластичный | ЦИА- ТИМ-202 | 243 К и среднем градиенте ско- | роврашаю- |
| смазочный | рости деформации 10 с'1 не более | щихся под- | |
| материал | 1500 Пас. Температуракаплепа- | шипников | |
| дения не ниже 523 К | качения |
Продолжение таблицы 7.6
| Пластичный смазочный материал | пвк | Универсальный смазочный мате- риал, предохраняющий оснастку от коррозии при хранении от 1 до 5 лет в условиях: температура от 223 до 323 К, влажность воздуха до 90 %, температура сползания не ниже 323 К | Для проти- вокоррози- онной защи- ты (консер- вации) при- способлений при хране- нии |
| Графитный смазочный материал | Графит | Предназначен для использования в открытых передачах и подвиж- ных соединениях приспособле- ний, работающих при температу- ре от 253 до 343 К и в условиях вакуума | Для зубча- тых передач, домкратов, резьбовых соединений |
Затем выполняется сам расчёт, который заканчивается раз-
бивкой значения расчётного параметра на допуски размеров
деталей приспособления, входящих в размерную цепь. Пос-
ле этого делаются силовой расчёт, расчёты на прочность и
экономическую эффективность.
Силовой расчёт должен иллюстрироваться схемой с ука-
занием сил обработки и зажима, реакций опор, сил трения,
действующих моментов, плеч действия сил и других дан-
ных, необходимых для определения потребных сил зажима.
Заканчивается он расчётом зажимного устройства и привода
11 риспособления.
Для расчёта на прочность выбирают одну-две наиболее
нагруженные детали приспособления. Расчёт осуществляет-
ся по изложенной ниже методике. Экономическое сравнение
нариантов приспособления заканчивают расчётом годового
экономического эффекта и срока окупаемости нового, более
прогрессивного приспособления.
В соответствии с данными расчётов целесообразно от-
корректировать схему приспособления и разработать эскиз
1-го сборочного чертежа. Для составления спецификации
на схеме (эскизе) приспособления нужно пронумеровать его
детали.
Полный расчёт приспособления включает общую часть,
анализ обрабатываемой заготовки, выбор элементов приспо-
собления, его расчётных параметров, схем приспособления и
его установки, а также его расчёты на точность и прочность,
силовой расчёт, расчёт экономической эффективности при-
менения, сборочный чертёж приспособления, спецификацию,
ТУ и описание работы приспособления.
На чертеже общего вида приспособлений следует приво-
дить технические условия его сборки и эксплуатации с ука-
занием точности в собранном виде по выбранным парамет-
рам, обработки в сборе для обеспечения заданной точности (в
случае необходимости), вида покраски и других покрытий,
периодичности контрольных осмотров и проверок точности,
ухода за приспособлением и обслуживания (очистка, смазы-
вание, замена элементов, хранение); требование к установке
на станке и регулировке и др.
7.5 Технико-экономическое обоснование
выбранной конструкции
Обобщённая принципиальная схема выбора приспособ-
ления приведена на рисунке 7.7. Окончательный выбор при-
способления осуществляется после полного расчёта приспо-
собления и технико-экономического обоснования его конст-
рукции. В обосновании обычно сопоставляются различные
конструктивные варианты приспособления для выполнения
одной и той же технологической операции.
Определение экономической эффективности основывается
на сопоставлении приведённых затрат по базовому (существу-
ющий) и новому (более прогрессивный) вариантам. Приведён-
ные затраты на единицу продукции выражаются формулой:
3 = С + EjjKg,
где С — себестоимость единицы продукции, у.е. (условных
единиц);
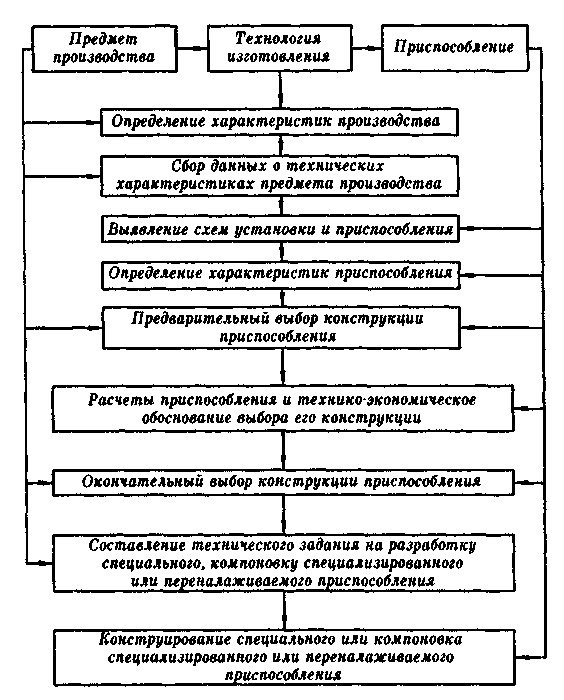
Рис. 7.7 Принципиальная схема
выбора приспособления
Ен — нормативный коэффициент эффективности капи-
тальных вложений (обычно Ен = 0,15);
Кв — удельные капитальные вложения в производствен-
ные фонды, у.е.
Применительно к расчёту экономической эффективности
использования приспособлений при условии, что в сравнива-
емых вариантах расходы на электроэнергию, амортизацию
станка и инструмент одинаковые, приведёнными затратами 3
можно считать технологическую себестоимость Ст обработки
заготовки в том или ином приспособлении. В качестве себес-
тоимости единицы продукции можно принимать стоимость
операции S0, включающую основную зарплату и накладные
расходы. Вместо удельных капиталовложений целесообраз-
но использовать себестоимость изготовления приспособле-
ния А (руб.) с учётом затрат на его проектирование и эксплу-
атацию, выражаемых в виде её долей (qn и qa).
Коэффициент проектирования данного приспособления
выражается отношением расходов на проектирование и от-
ладку к себестоимости его изготовления (принимается
дп = 0,5). Расходы на проектирование универсального нор-
мализованного приспособления равны нулю, так как завод
его не проектирует и не изготовляет. Коэффициент эксплуа-
тации данного приспособления q3 является отношением рас-
ходов на эксплуатацию (ремонт и уход) за год к себестоимо-
сти изготовления приспособления (принимается q3 = 0,2...0,3).
И, наконец, вместо нормативного коэффициента Еи мож-
но принимать отношение \/ic (здесь ic — срок службы при-
способления). С учётом сказанного формула приведённых зат-
рат на единицу продукции примет вид:
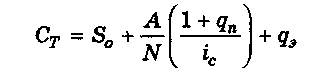
или
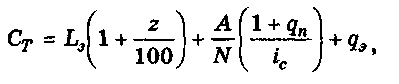
где Ст — технологическая себестоимость обработки одной за-
готовки в данном приспособлении, руб.;
L3 — основная заработная плата, руб.;
г — процент цеховых накладных расходов;
N — годовой объём выпуска деталей, шт.
Основная зарплата на выполнение операции в данном
приспособлении определяется по формуле:
где 1шт — штучное время на обработку заготовки, ч;
sp — часовая ставка рабочего, указанная в ТП квалифи-
кации (разряда), у.е.
Процент цеховых накладных расходов з является отно-
шением общей суммы цеховых накладных расходов в год к
общей сумме годовой основной зарплаты производственных
рабочих цеха (обычно z = 180...300 %).
Себестоимость А (у.е.) изготовления приспособления мож-
но приближённо определять в зависимости от сложности кон-
струкции по формуле: 
где гп — количество деталей в приспособлении, шт.;
Сп — удельная себестоимость (себестоимость приспособ-
ления, приходящаяся на одну деталь), принимается в зави-
симости от группы сложности приспособления по таблице 7.7.
Срок службы приспособления ic принимается равным
продолжительности эксплуатации приспособления в годах.
Если, например, данные детали будут выпускаться в течение
двух лет, то ic = 2 года. Если выпускаемая продукция ста-
бильна и сроки прекращения её выпуска неизвестны, то для
простых приспособлений средней сложности рекомендуется
принимать ic = 2...3 года, для сложных ic = 4...5 лет.
Для экономического сравнения, например, двух вариан-
тов приспособления сопоставляются два значения техноло-
гической себестоимости обработки заготовки СГ1 и СТ2 с ис-
пользованием соответственно первого варианта приспособле-
ния (существующего) и второго (проектируемого):
Таблица 7.7
Удельная себестоимость Сп приспособления
| Группа сложности | Количество деталей | с„, |
| приспособления | в приспособлении | у.е. |
| до 5 | 1,1 | |
| 5...15 | ||
| 15...25 | ||
| 25...40 | ||
| 40...60 | ||
| 60...95 и более | ||
| Примечания. 1. При отнесении к группе сложности следует, кроме коли- | ||
| чества деталей в приспособлении, учитывать приведённые ниже данные. | ||
| 1-я группа: мелкие приспособления малой и средней сложности, с про- | ||
| стыми корпусами и зажимами. | ||
| 2-я группа: средние и мелкие приспособления соответственно с корпуса- | ||
| ми малой и средней сложности, с зажимами малой и средней сложности. | ||
| 3-я группа: мелкие приспособления с корпусами средней сложности, слож- | ||
| ного или средней сложности принципа действия, с простыми или средней | ||
| сложности зажимами; мелкие приспособления со сложными корпусами, | ||
| средние приспособления с корпусами средней сложности и крупные при- | ||
| способления с простыми корпусами, с зажимами простого действия. | ||
| 4-я группа: мелкие приспособления со сложными корпусами и средние | ||
| приспособления с корпусами средней сложности, сложного или средней | ||
| сложности принципа действия, с зажимами простого действия; крупные | ||
| приспособления с корпусами средней сложности и средние приспособле- | ||
| ния со сложными корпусами, с зажимами простого действия. | ||
| 5-я группа: средние приспособления со сложными корпусами, с зажима- | ||
| ми большой и средней сложности; крупные приспособления со сложны- | ||
| ми корпусами, простого действия, с простыми и средней сложности за- | ||
| жимами; крупные приспособления с корпусами средней сложности, | ||
| сложного действия, с простыми и средней сложности зажимами. | ||
| 6-я группа: крупные приспособления со сложными корпусами, сложного | ||
| действия, с зажимами средней и большой сложности; крупные и средние | ||
| приспособления с приводами электромагнитного, пневматического или | ||
| гидравлического действия, сложные в проектировании и изготовлении. | ||
| 2. Корректирование С „ на период проектирования приспособления сле- | ||
| дует производить по нормативным данным отраслей и предприятий ма- | ||
| шине- и приборостроен! | т. |
где L3l и L32 — основная зарплата рабочего, приходящаяся
на одну заготовку, соответственно при использовании перво-
го (старого) и второго (нового) вариантов приспособления;
А1 и А2 — стоимость изготовления приспособлений пер-
вого и второго вариантов (соответственно). Наиболее эффек-
тивным будет вариант, при использовании которого техно-
логическая себестоимость обработки заготовки (сборки изде-
лия) минимальная.
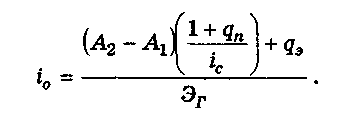
Из совместного решения двух уравнений относительно N
(при условии СТ1 = СТ2) можно найти рациональный годовой
объём выпуска деталей N', при котором оба сопоставляемых
варианта приспособления будут равноценны в экономичес-
ком отношении:
 (7.1)
(7.1)
Если заданный годовой объём выпуска N будет больше
значения N', выгоднее применять более сложное приспособ-
ление (второй вариант), если меньше, то менее сложное (пер-
вый вариант).
Экономический эффект Э (у.е.) от применения более про-
грессивного приспособления (второго варианта) можно опре-
делять по формулам: в расчёте на одну деталь
Э = Су! = Cj>2\
п расчёте на годовой объём выпуска деталей (годовой эконо-
мический эффект):
Эг = 9N.
Экономическая эффективность применения варианта при-
способления характеризуется также сроком окупаемости i0
(в годах) дополнительных годовых затрат, связанных с co-
il данием и использованием прогрессивного приспособления.
Срок окупаемости выражается отношением дополнительных
годовых затрат к годовому экономическому эффекту и рас-
считывается по формуле:
Применение конкретного приспособления следует считать
экономически целесообразным в случае, если годовой эконо-
мический эффект от его использования будет превышать го-
довые дополнительные затраты, связанные с созданием и
применением прогрессивного приспособления, т.е. i0 будет
меньше одного года.
7.6 Автоматизация разработки оснастки
Сокращение времени и средств при выборе и разработке
приспособлений достигается созданием на предприятиях и
использованием информационно-поисковых систем (ИПС).
ИПС предназначена для накопления, хранения и целенап-
равленного поиска информации о существующих приспособ-
лениях. Для больших массивов информации целесообразно
использовать ИПС на базе ЭВМ.
ИПС на базе ЭВМ состоит из функциональных блоков
подготовки информации и автоматизированной её обработ-
ки. Основным назначением первого блока является представ-
ление поступающих в ИПС сообщений на внешнем языке
системы, удобном для потребителей и позволяющем осуще-
ствлять их ввод в ЭВМ и обработку. В функции второго бло-
ка входит обработка запросов потребителей на ЭВМ. В осно-
ву его функционирования положена система математическо-
го обеспечения ИПС.
Математическое обеспечение представляет собой комплекс
программных модулей, предназначенных для выполнения со-
ответствующих функций при обработке данных. Подготовка
входной информации (ввод) в ЭВМ заключается в описании
требуемых приспособлений и информационных запросов по-
требителей на информационно-поисковом языке (ИПЯ). В ос-
нову ИПЯ данной ИПС положены конструкторские, техноло-
гические, справочные и другие признаки, характеризующие
конструкцию требуемого приспособления (модель станка, тех-
нологическая операция, сложность приспособления, вид и
размеры технологических баз и установочных элементов и т.п.).
Кодируется информация о технологических базах, в том
числе по лишаемым степеням свободы: установочная (главная)
база — ГБ, направляющая база — НБ, опорная база — ОБ и
т.д. Информация о виде (форме) и относительном положении
баз кодируется цифрами. Так, вид поверхности базы: плоская
обозначается цифрой 10, цилиндрические наружная и внут-
ренняя соответственно цифрами 21 и 22 и т.д.; перпендику-
лярное неподвижное положение ГБ относительно оси шпинде-
ля обозначается цифрой 1, перпендикулярное положение НБ
относительно ГБ цифрой 11 и т.п.
Конструкторская схема приспособления (КСП) включает
информацию о поверхностях установочных элементов и кон-
структорских особенностях приспособления (КОП), включа-
ющих признаки: классификационное обозначение (УНП, СБП,
УСП, НСП и т.п.); число одновременно обрабатываемых за-
готовок, деталей, сборочных единиц; точность обработки или
сборки; расположение привода; уровень автоматизации; кон-
струкция зажимного устройства; вид энергии привода и т.д.
Для всех КОП разработаны кодировочные таблицы. Коды
технологических операций назначаются по «Классификато-
ру технологических операций в машино- и приборостроении».
Вся информация об уже имеющихся на предприятии при-
способлениях после кодирования заносится в память ЭВМ.
При разработке ТП и выборе оснастки технолог должен об-
ратиться в архив ИПС приспособлений. В результате машин-
ной обработки информации на ЭВМ он получит либо распе-
чатки с номером чертежей приспособлений-аналогов с их ос-
новными характеристиками в соответствии с запросом, либо
указание на отсутствие приспособления-аналога. При нали-
чии аналогов возможны два варианта: приспособление-ана-
лог полностью удовлетворяет требованиям изготовления де-
талей и сборочных единиц, и тогда необходимость создания
новой конструкции отпадает (полное заимствование); необ-
ходима частичная доработка аналога, и тогда выписывается
техническое задание (ТЗ) с указанием номеров найденных
приспособлений для использования их при конструировании.
В случае отсутствия приспособления-аналога технолог офор-
мляет ТЗ конструктору на создание нового приспособления.
Время кодирования одного приспособления составляет
~ 10 мин., составление бланка задания на поиск приспособ-
ления — 3...5 мин. Внедрение автоматизированной ИПС по-
зволяет сократить сроки и стоимость создания приспособле-
ний в 1,5...2 раза.
Автоматизация поиска конструкции, расчёта и констру-
ирования приспособлений позволяет в 3...5 раз ускорить под-
готовку производства новых изделий, сократить затраты на
оснастку, улучшить качество приспособлений, повысить уро-
вень их стандартизации. Она обеспечивается созданием сис-
темы автоматизированного проектирования технологической
оснастки (САПР ТО) на базе глубокой унификации и стан-
дартизации приспособлений, их сборочных единиц (функци-
ональных фрагментов) и деталей.
При применении ЭВМ в САПР ТО используются методы
формализованного (программного) и эвристического (опера-
тивного) решения проектных задач. При формализованном
методе решение задач осуществляется ЭВМ по введённым
программам. При эвристическом — процессы выбора конст-
рукций, расчётов и конструирования приспособлений осуще-
ствляет конструктор в форме диалога с машиной.
Автоматизация создания приспособлений с помощью ЭВМ
позволяет решать как частные, так и общие задачи. К пер-
вым относятся расчёты точности приспособлений, потребных
сил зажима, зажимных устройств, приводов к ним, прочнос-
ти и размеров деталей, износа элементов, экономической
эффективности выбора по определённым условиям элемен-
тов схем функциональных фрагментов, определения их ти-
пов, типоразмеров, количества, поиска данных в информа-
ционных массивах. Как правило, эти задачи решаются ЭВМ
по соответствующим алгоритмам и программам. В качестве
примера на рисунке 7.8 приведён алгоритм расчёта по фор-
муле (7.1) годового объёма выпуска деталей (сборочных еди-
ниц), при котором оба сопоставимых варианта приспособле-
ния в экономическом отношении равноценны.
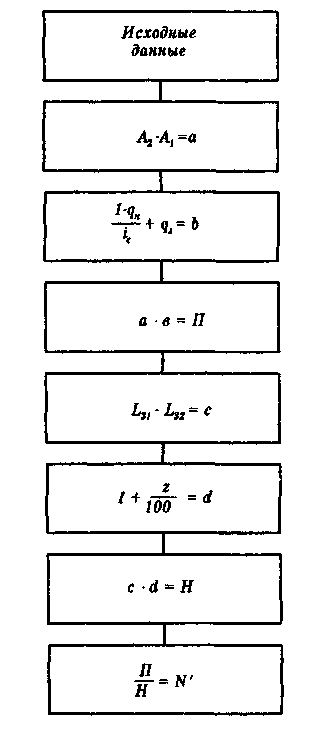
hie. 7.8 Алгоритм расчёта годового объёма выпуска деталей
К общим относятся задачи конструирования приспособ-
ления в целом. Они могут решаться на уровнях от разработ-
ки схем приспособлений и устройств до вычерчивания их
общих видов и деталей, состав<
Дата добавления: 2021-06-28; просмотров: 680;
Поиск по сайту
Узнать еще
- A. Узагальнені координати і узагальнені швидкості та прискорення
- B). Система относительных координат.
- А. Уравнения движения точки в декартовых координатах
- Астрономические координаты
- Аффинная система координат в пространстве
- Аффинная система координат на плоскости
- Б) схема оси развития, модифицированная в соответствии с представлениями структурной психосоматики -глубинные зоны перенесены к началу координат.
- Базис векторного пространства. Координаты вектора

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
