Общая методика расчёта оснастки
После обоснованного выбора расчётных параметров сле-
дует приступить к непосредственному расчёту приспособле-
ния на точность, т.е. определить точность изготовления при-
способления по принятым параметрам. Ниже изложены от-
работанные приёмы практического выявления значений рас-
чётных параметров и приемлемая для инженерного исполь-
зования методика расчёта приспособления на точность.
На точность обработки влияет ряд технологических фак-
торов, вызывающих общую погрешность обработки е0, кото-
рая не должна превышать допуск д выполняемого размера
при обработке заготовки, т.е. е0 < д.
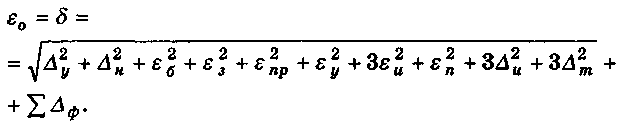
Для выражения допуска 5, выполняемого при обработке
размера, следует пользоваться формулой:
где Лу — погрешность  вследствие упругих отжатий техноло-
вследствие упругих отжатий техноло-
гической системы под влиянием сил резания;
Ан — погрешность настройки станка;
£ — погрешность установки заготовки в приспособлении;
Аи — погрешность от размерного изнашивания инстру-
мента;
Ат — погрешность обработки, вызываемая тепловыми де-
формациями технологической системы;
Т,Дф — суммарная погрешность формы обрабатываемой
поверхности, обусловленная геометрическими погрешностя-
ми станка и деформацией заготовки при обработке и входя-
щая в 5, так как погрешность формы поверхности находится
в пределах поля допуска её размера.
По приведённой формуле можно найти е, принимая её за
допустимое значение погрешности установки е' заготовки в
приспособлении  :
:
Погрешность установки заготовки в приспособлении как
суммарное поле рассеяния случайных величин определяется
из выражения:
где ?б — погрешность базирования заготовки в приспособ-
лении;
е3 — погрешность закрепления заготовки, возникающая
в результате действия сил зажима;
Апр — погрешность положения заготовки, зависящая от
приспособления.
Дпр — snp + ey + Eu »
здесь enp — погрешность изготовления приспособления по выб-
ранному параметру, зависящая от погрешностей изготовления
и сборки установочных и других элементов приспособления;
еу — погрешность установки приспособления на станке;
еи — погрешность положения заготовки, возникающая в
результате изнашивания элементов приспособления).
Для принятой схемы установки обязательно должно вы-
полняться условие е < е'. В противном случае следует изме-
нить построение операции обработки или схему установки
заготовки в приспособлении.
Указанные составляющие Апр представляют собой поля
рассеяния случайных величин. Значение Лпр изменяется в
зависимости от условий и типа производства, а также от осо-
бенностей конструкции приспособления. При использовании
приспособления в мелкосерийном и серийном производствах:
КР = £пР +№+ Зе* .
Здесь епр рассматривается как постоянная величина, ко-
торая может компенсироваться настройкой станка.
В массовом и крупносерийном производствах при исполь-
зовании одноместных приспособлений Лпр = £„ операции строго
закреплены за рабочими местами, епр и еу компенсируются
настройкой технологической системы.
В случае применения многоместных приспособлений:
лпР = у[4р + з4 •
Если используются одновременно много или несколько
экземпляров одного приспособления, например, приспособ-
ления-спутника на автоматической линии:
/2 2 2
АПр ~ \епр + еу + Зеи •
Кроме того, если в приспособлении предусмотрены эле-
менты для направления и определения положения или тра-
ектории перемещения обрабатывающего инструмента (кон-
дукторные втулки, копиры и т.д.), в общей погрешности об-
работки заготовки может появиться ещё одна составляющая
погрешность от перекоса еп инструмента.
Итак, при использовании в работе нескольких (многих)
приспособлений общая погрешность обработки, приравнен-
ная допуску на выполняемый размер, определяется зависи-
мостью:
Отсюда погрешность изготовления приспособления:

По приведённой формуле можно находить значение рас-
чётного параметра приспособления, которым и будет епр.
В связи со сложностью нахождения значений ряда вели-
чин, входящих в приведённую выше формулу для определе-
ния епр, погрешность изготовления приспособления можно
рассчитывать по упрощённым формулам. Расчёт епр при этом
сводится к вычитанию из допуска выполняемого размера всех
других составляющих общей погрешности обработки:
 (8.1)
(8.1)
где S — допуск выполняемого при обработке размера заго-
товки;
km — коэффициент, учитывающий отклонение рассеяния
значений составляющих величин от закона нормального рас-
пределения: km = 1...1.2 (в зависимости от количества значи-
мых слагаемых: чем их больше, тем ближе к единице следу-
ет принимать значение коэффициента);
kmi — коэффициент, учитывающий уменьшение предель-
ного значения погрешности базирования при работе на на-
строенных станках: knl = 0,8...0,85;
km2 — коэффициент, учитывающий долю погрешности
обработки в суммарной погрешности, вызываемой фактора-
ми, не зависящими от приспособления (Лу, Лн, Ли, Лт, Лф),
km2 = 0,б...0,8 (большее значение коэффициента принимает-
ся при меньшем количестве значимых величин, зависящих
от приспособления);
со — экономическая точность обработки.
Выбранное по таблицам для данных условий значение а>
следует понимать как среднюю экономическую точность об-
работки. Произведением km2a> характеризуется суммарная
погрешность обработки, вызываемая факторами, не связан-
ными с приспособлением, а именно: упругими отжатиями
технологической системы под действием сил резания (Лу),
погрешностью настройки станка (Лн), размерным износом
инструмента (Ли), тепловыми деформациями системы (Лт),
геометрическими погрешностями станка и деформацией за-
готовки при обработке (ZAm). Такой путь определения сум-
марного значения указанных погрешностей, не зависящих
от приспособления, вполне оправдан, тем более в условиях
подготовки производства новых изделий.
Погрешности, зависящие от приспособления (еб, е3, su
и £„), рассчитываются в каждом конкретном случае по при-
нятым схемам базирования, закрепления и обработки. По-
грешность закрепления е3 может также приниматься по
таблицам.
Найденное значение выбранного параметра указывается
в качестве допуска отклонения поверхностей или размера
между поверхностями, контактирующими соответственно с
заготовкой и станком, на чертеже общего вида или записы-
вается в ТУ на изготовление и эксплуатацию проектируемо-
го приспособления.
Вычитаемые из допуска составляющие общей погрешно-
сти обработки можно суммировать и арифметически. При
этом отпадает необходимость коэффициента km и уменьша-
ется значение полученной погрешности приспособления епр.
Такой путь расчёта можно рекомендовать применительно к
прецизионным приспособлениям, создаваемым для обеспе-
чения повышенной точности обработки при изготовлении
прецизионных, наиболее ответственных деталей машин и
приборов.
Расчёт на точность кондукторов можно выполнять также
по формуле (8.1). В этом случае полученная погрешность
изготовления приспособления будет являться допуском меж-
центрового расстояния между его кондукторными втулками.
При сверлении отверстий по кондуктору половину допуска
расстояния между осями кондукторных втулок (расчётный
параметр) можно определить при условии, что середины по-
лей допусков межцентровых расстояний в деталях и кондук-
торной плите совпадают (рис. 8.2), по формуле:
 (8.2)
(8.2)
где 6 — односторонний допуск расстояния между осями от-
верстий в заготовке (детали);
Јs — сумма максимальных радиальных зазоров;
£е — сумма эксцентриситетов втулок;
Цепр — сумма погрешностей от перекоса инструментов,
которые рассчитываются по формулам (3.4) и (3.5).
Сумма максимальных односторонних радиальных зазо-
ров (рис. 8.2) определяется из выражения

где Sj и s2 — максимальные радиальные зазоры соответствен-
но между сменными и постоянными втулками;
s3 и s4 — максимальные зазоры между втулками и инст-
рументом (с учётом износа втулок).
Сумма эксцентриситетов  находится следующим образом:
находится следующим образом:
где e-i и е2 — допуски соосности сменных втулок;
е3 и е4 — допуски соосности постоянных втулок.
Обычно ех = e<i = е3 — е4 = 0,005 мм.
При определении допуска расстояния между базовой плос-
костью и осью кондукторной втулки в приведённых выраже-
ниях для определения Јs и Ze по формуле (8.2) s2, s4, e2, e4
принимаются равными нулю. Полученное по формуле (8.2)
значение епр является половиной допуска расстояния между
осями кондукторных втулок или базовой плоскостью при-
способления и осью кондукторной втулки, т.е. размер L в
данном случае должен иметь допуск ±епр (рис. 8.2).
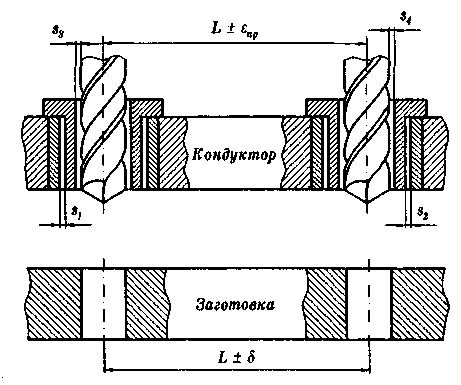
|
| Рис. 8.2 Схема для расчёта суммы максимальных зазоров |
Один из последних этапов расчёта приспособления на
точность — разбивка допуска размера при его изготовлении
на допуски размеров деталей, которая может осуществлять-
ся решением размерных цепей или по опытным данным. В
первом случае за замыкающее звено размерной цепи прини-
мается погрешность по принятому параметру епр, являюща-
яся допуском изготовления приспособления. После выявле-
ния размерной цепи решается прямая задача, т.е. определя-
ются размеры и допуски звеньев размерной цепи. Во втором
случае разбивка выполняется по принципу: чем сложнее до-
стижение требуемой точности, сложнее деталь и протяжение
её поверхности, тем большая часть допуска приспособления
идёт на допуск размера и наоборот.
8.3Расчётные факторы и выбор их значений
Для выявления допустимой погрешности изготовления
(точности) приспособления следует рассчитывать епр по фор-
муле (8.1), определив или выбрав по справочным источни-
кам значения всех её составляющих.
Допуск 8 берётся с чертежа детали (при окончательной
обработке поверхностей) или с операционного эскиза техно-
логического процесса обработки заготовки (при предваритель-
ной обработке).
Значения коэффициентов следует принимать в следую-
щих пределах: km = 1,2; kml = 0,8...0,85; km2 = 0,6...0,8.
Погрешность базирования определяется или рассчитыва-
ется в каждом конкретном случае. В таблице 8.1 представле-
ны схемы базирования и формулы, по которым следует опре-
делять погрешности базирования для некоторых типовых
случаев. Приняты следующие обозначения:
ее — смещение (эксцентриситет) оси отверстия относи-
тельно оси наружной цилиндрической поверхности;
8D — допуск диаметра наружной поверхности;
smin — односторонний минимальный гарантированный
зазор;
8А — допуск размера базового отверстия;
8В — допуск размера оправки (пальца);
Ац — просадка центров.
Таблица 8.1
Погрешность базирования при обработке в приспособлениях
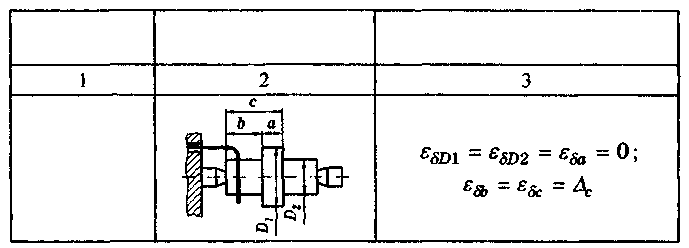
|
| Погрешность базирования для размеров |
| Базирование |
| Схема установки |
| По центровым отверстиям на жесткий пе- редний центр |
Дата добавления: 2021-06-28; просмотров: 666;
Поиск по сайту
Узнать еще
- I. Общая характеристика категории состояния как часть речи
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- II. Лексико-грамматические разряды местоимений. Их общая характеристика
- IV. ОБЩАЯ ХАРАКТЕРИСТИКА ВИРУСОВ
- V. ПРИМЕР РАСЧЕТА ФИЛЬТРА ВЫСОКИХ ЧАСТОТ ЧЕБЫШЕВА
- XXIII. ОБЩАЯ ХАРАКТЕРИСТИКА
- ІV. Короткий зміст питань, що виносяться на державний іспит з теоретико – методичних основ фізичного виховання (теорія та методика фізичного виховання).
- А. Общая характеристика

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
