Продолжение таблицы 8.1
|
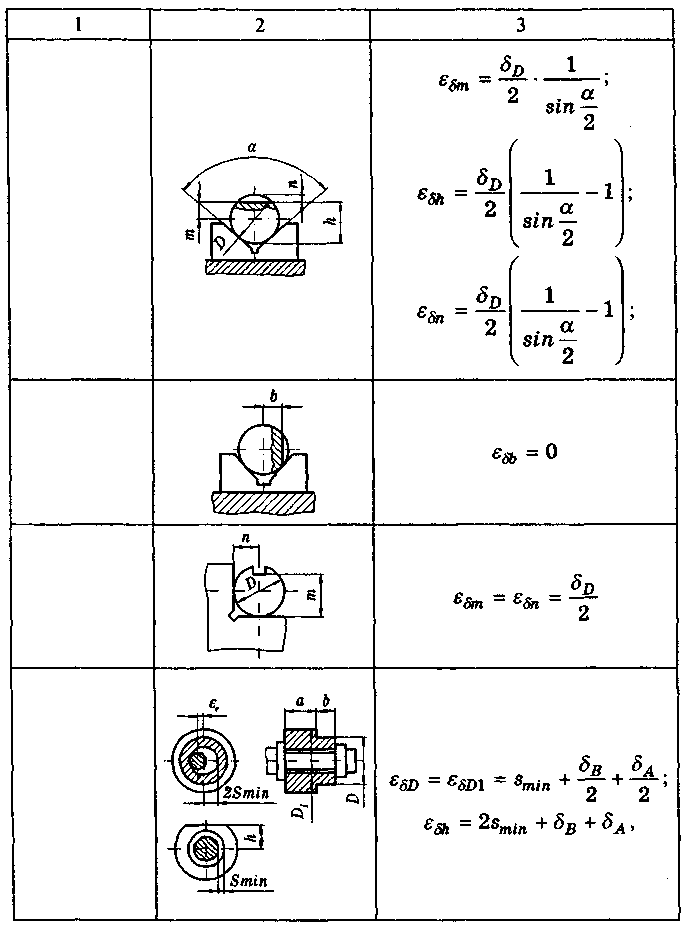
| В призме при обработке плоскости или паза |
| Тоже |
| Тоже |
| При установке оправки на пла- вающий передний центр, в гиль- зу или патрон по упору, |
| По отверстию на жёсткой оправке со свободной по- садкой |
| где 8В и 8А — допуски соответст- венно на диаметры оправки и отверстия |
Продолжение таблицы 8.1
|
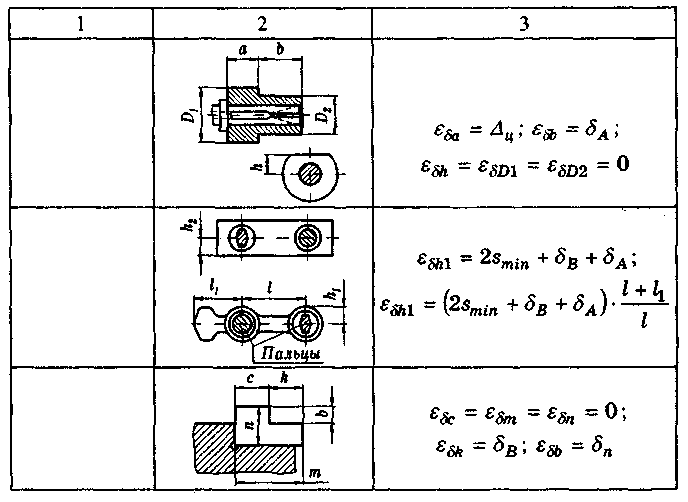
| На разжимной оправке, на жёсткой оп- равке с натя- гом |
| При установке оправки на жёст- кий передний центр |
| По двум отвер- стиям на паль- цах при обра- ботке верхней поверхности |
| По плоскости при обработке уступа |
Просадка центров определяется в зависимости от наиболь-
шего диаметра центрового гнезда следующим образом:
| Наибольший диаметр центрового гнезда, мм | 1;2;2,5 | 4; 5; 6 | 7,5; 10 | 12,5; 15 | 20; 30 |
| Просадка центров Д,, мм | 0,11 | 0,14 | 0,18 | 0,21 | 0,25 |
Погрешность закрепления е3 можно определять аналити-
чески в случае, когда рассчитывают весьма малые смещения
заготовок в прецизионных приспособлениях. Иногда в целях
более точного определения е3, прецизионных приспособле-
ний возникает необходимость целенаправленных исследова-
ний. В подавляющем большинстве случаев для расчёта при-
способлений на точность е3 принимается по таблицам техно-
логических справочников и источников.
Погрешность установки приспособления на станке воз-
никает из-за зазоров между направляющими шпонками или
установочными пальцами приспособления и Т-образными
пазами или отверстиями стола станка, что характерно для
фрезерных, расточных и других приспособлений. Для умень-
шения этих погрешностей рекомендуется точнее изготавли-
вать посадочные места, а элементы для ориентации приспо-
соблений на станках следует располагать на корпусе приспо-
собления как можно дальше друг от друга.
Погрешность установки вращающихся приспособлений
на токарные, зубофрезерные и другие станки зависит от
точности их базирования в гнёздах станка (конусное отвер-
стие шпинделя, центральное отверстие поворотного стола,
центрирующий поясок шпинделя или планшайбы станка и
т.д.). Если приспособление базируется на центрирующий
поясок шпинделя (планшайбы), то погрешность положения
в виде отклонения от соосности (эксцентриситета) осей
шпинделя и устанавливаемого приспособления возникает
из-за имеющегося зазора между выточкой корпуса приспо-
собления (например, трёхкулачкового патрона) и центри-
рующим пояском шпинделя или планшайбы. Расчёт еу в
каждом конкретном случае следует вести по схеме установ-
ки приспособления на станке, что иллюстрирует приведён-
ный ниже пример.
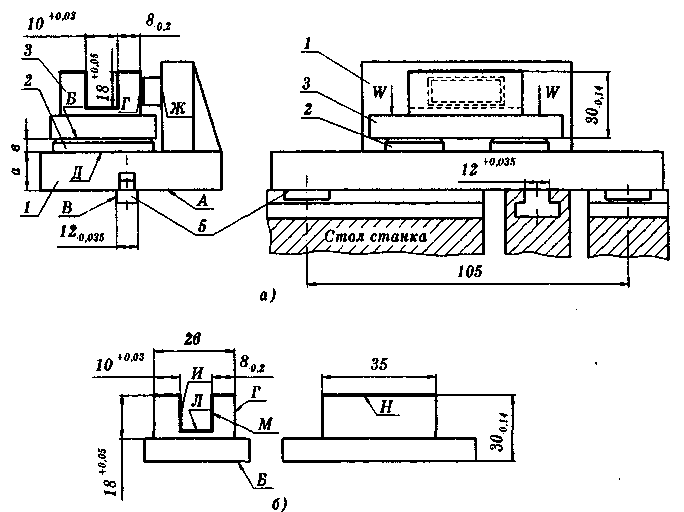
Заготовка (рис. 8.3, а) 3 устанавливается на палец 2 при-
способления (рис. 8.3, б) для обработки паза в размеры сип
и поджимается к поверхности Е пальца 2 гайкой 5 с помо-
щью быстросъёмной шайбы 4.
Одним из требований к изготавливаемой детали являет-
ся отклонение осей паза А и базового отверстия Б в преде-
лах, не превышающих 0,1 мм на длине детали т. Расчётны-
ми параметрами при расчёте приспособления на точность
выбраны:
1) для выполнения условия обеспечения заданного поло-
жения осей паза А и отверстия Б заготовки — допуск
параллельности осей рабочей цилиндрической поверх-
ности Б диаметром d пальца 2, на который устанавли-
вается заготовка 3, относительно боковой поверхнос-
ти Г (оси) направляющих шпонок 6 корпуса 1 приспо-
собления;
2) для выполнения размера п из условия, что допуск па-
раллельности поверхностей Д паза относительно оси
отверстия Б должен быть в пределах допуска 8п на длине
заготовки — допуск параллельности оси установочно-
го элемента (пальца) 2 к установочной плоскости В
корпуса 1 приспособления.
Погрешность установки приспособления относительно
Т-образных пазов стола 7 станка влияет на первое условие,
т.е. на точность положения оси паза А относительно оси от-
верстия Б (рис. 8.3).
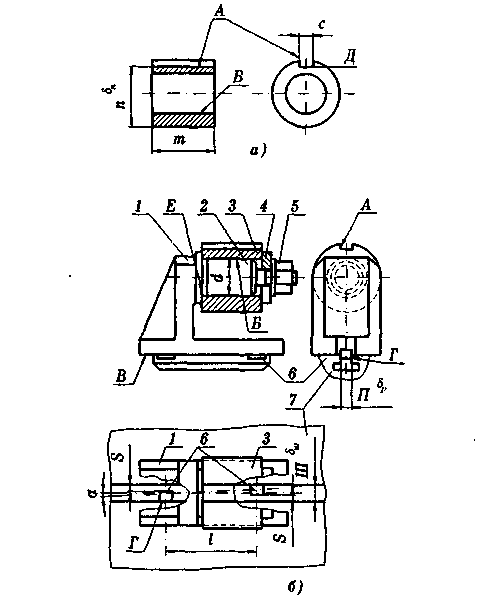
Рис. 8.3 Схема фрезерного приспособления (б)
для обработки заготовок (а)
На виде сверху приспособления показано относительное
положение направляющих шпонок и Т-образных пазов стола
станка. Если принять, что ширина пазов стола 8 мм, а посад-
ка между шпонками 6 и пазами стола 8!о'о!б мм» то с Учё-
том допуска на изготовление шпонки по размеру 8_0 025 мм
и Т-образного паза стола станка по ширине 8+ ' мм макси-
мальный возможный зазор между шпонками 6 и Т-образны-
ми пазами стола s = 0,05 мм. Наиболее неблагоприятна уста-
новка приспособления, когда одна направляющая шпонка
поджата к одной стороне паза стола, а вторая — к другой. В
этом случае приспособление повернётся на какой-то угол a, a
отклонение параллельности осей установочного пальца отно-
сительно Т-образных пазов стола станка, а значит и относи-
тельно траектории оси движения инструмента (фрезы), при
обработке паза увеличится на значение неточности установ-
ки приспособления на станке.
Погрешность установки приспособления еу в рассмат-
риваемом случае в соответствии со схемой, изображённой
на рисунке 8.4, можно определить следующим образом. При
проведении через точку 02 линии, параллельной 0\0'2 воз-
никает треугольник К\0'2, катет которого равен максималь-
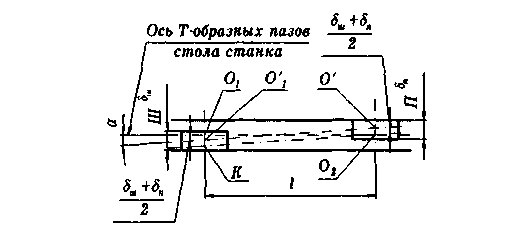
Рис. 8.4 Схема расчёта погрешности установки
фрезерного приспособления:
8Ш — допуск на ширину Ш направляющих шпонок;
5п — допуск на ширину П Т-образного паза станка
ному возможному зазору s = <5„ + <5Ш = 0,05 мм. Это и будет
допуском параллельности осей направляющих шпонок и
Т-образного паза стола станка на длине, равной расстоя-
нию между шпонками I. Для подстановки погрешности ус-
тановки в формулу (8.1) нужно привести полученное зна-
чение допуска параллельности шпонок относительно оси
Т-образного паза к длине детали. В целом погрешность ус-
тановки Еу приспособления на станке для данного случая
можно выразить формулой:
где т — длина детали, мм;
s — наибольший зазор между направляющими шпонка-
ми приспособления и Т-образным пазом стола станка, мм;
I — расстояние между шпонками, мм.
Если т = 50 мм, а I = 80 мм, то по формуле (8.3) по-
грешность установки приспособления на станке на длине
детали:
Погрешность положения обрабатываемых отверстий в за-
готовке, связанная с перекосом и смещением обрабатываю-
щего инструмента (погрешность от перекоса), еп возникает
из-за неточности изготовления направляющих элементов при-
способления. При расчёте еп следует руководствоваться схе-
мой (рис. 8.5) направления обрабатывающего инструмента.
Для уменьшения износа кондукторной втулки между её ниж-
ним торцом и поверхностью заготовки предусматривается рас-
стояние т, через которое выбрасывается стружка. При свер-
лении чугуна и других хрупких материалов т = (0,3...0,5)d;
при сверлении стали и других вязких материалов т = d; при
зенкеровании т < 0,3d (d — диаметр инструмента).
От значения т зависит точность положения оси просвер-
ленного отверстия. Если перекоса сверла нет, то максималь-
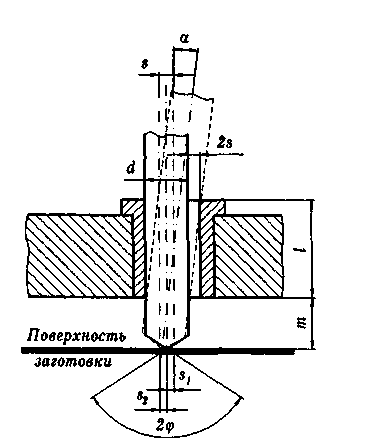
Рис. 8.5 Схема расчёта перекоса и смещения сверла
в кондукторной втулке
ное смещение Sj оси сверла от среднего положения равно по-
ловине наибольшего диаметрального зазора 2вг (рис. 8.5). При
перекосе сверла во втулке к параллельному смещению оси
отверстия Si прибавляется смещение s2, оно, пропорционально
углу а перекоса и расстоянию т.
Суммарное смещение инструмента s = sx + s2.
При расчёте кондуктора на точность по формуле (8.2)
смещение s2 представляет собой погрешность от перекоса
инструмента и рассчитывается по следующим зависимостям:
при т > 0,3d
 (8.4)
(8.4)
при т = 0
 (8.5)
(8.5)
где I — длина направляющего элемента (втулки, рис. 8.5), мм;
-Ш- d — диаметр инструмента, мм;
"к sx — односторонний максимальный зазор между втул-
кой и инструментом, мм.
Значение еп должно дополнительно учитываться при рас-
чёте максимального смещения инструмента относительно оси
направляющего инструмента (кондукторной втулки).
В случае расчёта на точность приспособления, имеющего
направляющие элементы в виде втулок, по формуле (8.1) в
качестве погрешности от перекоса (смещения) инструмента
следует принимать значение s, т.е. при т > 0,3d
при т = 0
Если в приспособлении нет направляющих элементов,
погрешность от перекоса (смещения) инструмента при расчё-
те на точность не учитывается, т.е. еп = 0.
Составляющая общей погрешности положения заготов-
ки еп характеризует изменение положения рабочих поверх-
ностей установочных элементов в результате их изнашива-
ния в процессе эксплуатации приспособления. На интен-
сивность изнашивания установочных элементов влияют их
размеры и конструкция, материал и масса обрабатываемой
заготовки, состояние её базовых поверхностей, а также ус-
ловия установки заготовки в приспособление и снятие её.
Наибольшему изнашиванию подвержены постоянные и
регулируемые точечные опоры, у которых контакт с заготов-
кой осуществляется по малым площадкам. Сильно изнаши-
ваются рабочие поверхности призм, контактирующие с заго-
товкой по узким площадкам, менее интенсивно-опорные пла-
стины, а также цилиндрические пальцы и другие установоч-
ные элементы, у которых контакт с заготовкой происходит
по большим площадям.
Приспособления изнашиваются сильнее, если на них об-
рабатываются заготовки с черновыми базовыми поверхнос-
тями со следами окалины и формовочных материалов (пес-
ка, земли). Изнашивание возрастает с увеличением массы
заготовок и удлинением пути их перемещения (сдвига) по
установочным элементам при их установке в приспособле-
ние и снятии с него.
Изнашивание по поверхности установочных элементов
неравномерно во времени и часто носит местный характер.
Например, опорные пластины больше изнашиваются с одного
края или в середине, а пальцы — со свободного конца. Изна-
шивание установочных элементов с рифлениями и сферичес-
кой головкой, призм и ромбических (срезанных) пальцев про-
исходит в первый период работы быстро, а затем замедляется,
подчиняясь параболическому закону. Более равномерно изна-
шивание опор с развитой несущей поверхностью.
Износ установочных элементов приближенно можно оп-
ределить по формулам:
для опор с малой поверхностью контакта
И = pxN; (8.6)
для опор с развитой поверхностью контакта
H = /32N; (8.7)
где И — размерный износ опоры, мкм;
Pv Ръ — постоянные, зависящие от вида установочных
элементов и условий контакта (выбираются по табл. 8.2
[5, 10]);
N — количество контактов заготовки с опорой (устано-
вок в приспособлении, снятий с него) в год;
п = 0,4...0,6, приближённо п = 0,5.
Допустим, заготовка в виде плиты устанавливается обра-
ботанной стороной на опорные пластины из стали У8 в при-
способление и обрабатывается с противоположной стороны в
размер по высоте. Объём выпуска деталей — 6000 штук в
год, т.е. N = 6000. По таблице 8.2 выбирается р2 = 0,003.
Таблица 8.2
Значения коэффициентов ($1 и J32
для различных установочных элементов
| Материал установочных элементов | ||||
| Установочные элементы | Стали 20, 20Х, 45 | Углероди- стые ста- ли У8А и Другие | Хромовое покрытие | Твёрдые сплавы твер- досплавные наплавления |
| Коэффициент J3i | ||||
| Точечные опоры с го- ловкой: сферической | 0,5...2 | 0,4.-1,8 | 0,2...0,8 | 0,06...0,25 |
| рифлёной | 0,6...2,5 | — | — | — |
| плоской | 0,4...0,8 | — | — | — |
| Призмы (при установке заготовок обработанны- ми базами) | 0,3...0,8 | 0,25...0,7 | 0,12...0,32 | 0,035...0,095 |
| Пальцы ромбические (срезанные) | 0,2...0,6 | 0,15...0,5 | 0,08...0,24 | 0,025...0,07 |
| Коэффициент /8г | ||||
| Пластины опорные | 0,002... 0,004 | 0,0015... 0,0035 | 0,0008... 0,0016 | 0,00025... 0,00045 |
| Пальцы цилиндрические | 0,001... 0,002 | 0,0008... 0,0018 | 0,0004... 0,0008 | 0,00012... 0,00023 |
Примечание. Большие значения /?, и ft, принимаются для более тяжёлых
условий работы установочных элементов по нагрузке, пути сдвига, вре-
мени неподвижного контакта и абразивному действию заготовки.
Затем по формуле (8.7) определяется износ:
И = 0,003 • 6000 = 24 мкм = 0,024 мм.
Полученное значение может быть принято за погрешность
от изнашивания установочных элементов либо полностью (в
случае большого допуска выполняемого при обработке разме-
ра), либо частично (в случае жёсткого допуска). Если в расчё-
те приспособления на точность будет принято еи = И= 0,024 мм,
то в ТУ приспособления следует вписать пункт об обязатель-
ной проверке приспособления на точность и замене или ре-
монте установочных элементов после года работы.
В случае, если  , в ТУ нужно указать пункт о про-
, в ТУ нужно указать пункт о про-
верке на точность и замене (ремонте) установочных элемен-
тов через 1/г года. Например,
Тогда в ТУ нужно вписать время работы приспособления
до контроля и ремонта 0,25 года или 3 мес.
При малом износе приспособления и нежёстких по до-
пускам выполняемых размерах заготовки значение еи может
приниматься больше значения И, т.е. еи = Иг. Ресурс работы
приспособления до контроля и ремонта в этом случае возра-
стает до г лет.
Допуски на износ направляющих элементов приспособ-
лений принимаются из соображений, изложенных в разде-
ле 1.4. Допуски на износ кондукторных втулок приведены в
таблице 1.1.
Принятое значение допустимого износа кондукторных
втулок следует считать погрешностью от изнашивания ей
направляющих элементов при расчёте кондукторов на точ-
ность. Погрешность от изнашивания и кондукторных втулок
необходимо учитывать при определении максимальных за-
зоров между инструментом и направляющими элементами
приспособлений.
Сроки контрольных проверок кондукторов следует опре-
делять по данным раздела 1.4, о чём необходимо указывать
в ТУ сборочного чертежа.
Последним расчётным фактором при расчёте приспособ-
ления на точность является экономическая точность обра-
ботки w, которую, исходя из экономически оправданной точ-
ности для принятого метода обработки можно определять по
таблицам технологических справочников и источника.
8.4 Пример расчётастаночного приспособления
наточность
|
| Рис. 8.6 Схема приспособления (а) для фрезерования заготовки (б) на горизонтально-фрезерном, станке |
Заготовка (рис. 8.6, б) обрабатывается по поверхностям
И, Л, М, Н в приспособлении (рис. 8.6, а) на горизонтально-
фрезерном станке. Обработка ведётся набором фрез на на-
строенном станке способом автоматического получения за-
данных размеров. Заготовка 3 устанавливается плоскостя-
ми Г и Б на опорные пластины 2 и 4, размещённые на корпу-
се 1 приспособления. Ориентация приспособления на столе
станка относительно Т-образных пазов осуществляется по-
средством направляющих шпонок 5. При фрезеровании на-
бором фрез размеры 10+ ' и 18+ ' выдерживаются за счёт
размеров и настройки инструментов, а размеры 30.014 и
8.0>2 — за счёт установки в приспособление.
В первую очередь определяются и обосновываются пара-
метры для расчёта приспособления на точность при выпол-
нении размеров заготовки 30.0 14 и 8_0 2. Для обеспечения
при обработке параллельности базовых горизонтальных плос-
костей Л, Н и боковой плоскости И относительно базовых
поверхностей Б и Г заготовки в пределах заданных допусков
размеров в качестве расчётных параметров следует принять:
отклонение от параллельности рабочей (установочной) плос-
кости Б опорных пластин 2 относительно установочной по-
верхности А корпуса 1 приспособления; отклонение от па-
раллельности боковой установочной плоскости Г опорной
пластины 4 относительно боковой поверхности В направля-
ющих шпонок 5 приспособления. Эти параметры оказывают
определяющее влияние на отклонение от параллельности
плоскостей и выполнение размеров 30.014 и 8-о,2 заготовки-
После обоснования и выбора параметров, характеризующих
точность приспособления, эта величина рассчитывается по
формуле (8.1) в приведённой ниже последовательности.
Расчёт точности изготовления приспособления из усло-
вия обеспечения размера заготовки 30_014:
1. Определяется погрешность базирования, % = 0, так
как в данном случае нет отклонения фактически достигнуто-
го положения заготовки от требуемого.
2. Определяется погрешность закрепления. Для данного
случая (заготовка со шлифованной поверхностью Б с попе-
речными размерами 26x35 мм, зажим её в приспособлении
осуществляется винтовым устройством) е3 = 0,05 мм.
3. Определяется погрешность установки приспособления
на станке еу = 0, так как осуществляется надёжный контакт
установочной плоскости приспособления А с плоскостью сто-
ла станка.
4. Выявляется погрешность от перекоса (смещения) ин-
струмента еп — 0, так как в приспособлении отсутствуют на-
правляющие элементы.
5. Определяется погрешность от изнашивания установоч-
ных элементов. Изнашивание опорных пластин можно опре-
делить по формуле (8.7). В данных условиях (опорные пласти-
ны из стали У8А, заготовки устанавливаются сверху с некото-
рым последующим смещением по опорам 2 до соприкоснове-
ния с опорой 4, базовая поверхность заготовки шлифованная,
т.е. условия работы лёгкие) постоянную /32 можно принять по
таблице 8.2 равной 0,002; количество контактов (одна уста-
новка-снятие на каждую заготовку) N = 5000 в год.
После подстановки в формулу (8.7) выявленных значе-
ний определяется И = faN = 0,002-5000 = 10 мкм = 0,01 мм.
Погрешность от изнашивания установочных элементов еи
можно принять равной и, т.е. еи = И = 0,01 мм. При этом в
ТУ на эксплуатацию приспособления следует указать, что
проверку приспособления и ремонт (замену) установочных
элементов необходимо производить после года работы при-
способления (один раз в год).
6. Определяется экономическая точность обработки. Для
принятия условий (заготовка из стали, фрезерование отделоч-
ное, размер 30 мм, 5t = 0,14 мм, 11-й квалитет) w = 0,014 мм.
7. Принимаются значения km, kml и km2. Значение ftml
можно не учитывать, так как еб = 0; km = 1,2; hm2 = 0,6;
уточняется допуск на обработку. В данном случае dx = 0,140 мм.
После подстановки значений величин в формулу (8.1) выяв-
ляется погрешность изготовления (точность в сборе) приспо-
собления епр для обеспечения размера заготовки 30.014 и от-
клонения от параллельности поверхностей Н и Л относитель-
но поверхности Б заготовки:
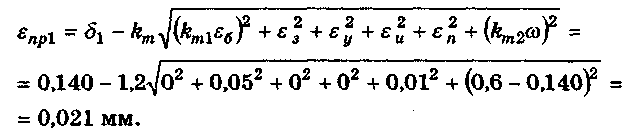
Таким образом, на длине 35 мм епр1 — 0,021 мм. Для
указания отклонения от параллельности поверхности Б ус-
тановочных элементов 2 (рис. 8.6, а) относительно устано-
вочной поверхности А корпуса 1 в ТУ на изготовление при-
способления целесообразно привести отклонение от парал-
лельности к округленному значению (например, 50 или
100 мм). Тогда отклонение от параллельности поверхностей Б
и А на длине 100 мм будет иметь значение 0,06/100 мм.
8. По полученному допуску параллельности поверхнос-
ти А относительно поверхности Б приспособления в сборе сле-
дует определить допуски составляющих звеньев размерной
цепи, т.е. корпуса 1 и опорных пластин 2 по размерам соот-
ветственно а и Ъ.
С учётом сложности деталей 1 и 2, которые являются зве-
ньями размерной цепи, и протяжённости их рабочих поверх-
ностей можно принять, что допуски на размер а детали 1
8г = 0,04/100 мм и на размер b детали 2 <5Х = 0,02/100 мм.
Подобные результаты получаются при решении угловой раз-
мерной цепи уй = Yi + У г-
Расчёт точности изготовления приспособления из усло-
вия обеспечения размера заготовки 8.02:
1. Погрешность базирования % = 0, так как отсутствует
отклонение фактически достигнутого положения заготовки
от требуемого.
2. Погрешность закрепления е3 = 0,05 мм.
3. Погрешность установки приспособления на станке е„
можно определить по формуле (8.3). При этом принимает-
ся: длина обрабатываемой поверхности т = 35 мм; наиболь-
ший зазор между направляющими шпонками приспособле-
ния и Т-образными пазами станка (посадка определяется
размерами паза и шпонки; размер паза 12 ' , шпонки
12.00з5)s ~ О'О^ мм' расстояние между шпонками I = 105 мм
(рис. 8.6, а). После подстановки значений в формулу (8.3)
определяется sy:

4. Погрешность от перекоса (смещения) инструмента
еп = 0, так как в приспособлении отсутствуют направляющие
элементы.
5. Погрешность от изнашивания еи = 0,01 мм (значение
то же, что и при расчёте точности изготовления приспособ-
ления для обеспечения размера заготовки 30.0>14).
6. Экономическая точность обработки для данных усло-
вий (фрезерование паза дисковой фрезой, выдерживаемый
размер выступа по ширине 8 мм, точность выступа — 13-й
квалитет) со = 0,2 мм.
7. Принимается km = 1,2; km2 = 0,6; допуск на обработку
выступа по ширине д2 = 0,2 мм.
8. После подстановки значений величин в формулу (8.1)
определяется погрешность (точность) изготовления приспо-
собления епр2 из условий обеспечения размера заготовки 8.
Полученное значение погрешности изготовления приспособ-
ления для обеспечения размера заготовки 8_0 2 snp2 = 0,041 мм
также соответствует длине поверхности Н (35 мм), т.е. откло-
нение от параллельности поверхностей ГиВ приспособления в
сборе должно быть в пределах 0,041 мм на длине 35 мм. В ТУ
на изготовление приспособления можно привести отклонение
от параллельности к длине 100 мм, тогда допуск параллельно-
сти можно принять 0,12/100 мм.
9. Допуски составляющих звеньев в данном примере так-
же определяются из условий сложности обеспечения точнос-
ти деталей 1, 4 и 5. Принимается: допуск параллельности
вертикальной плоскости и паза под шпонку корпуса 1
<5j = 0,07/100 мм; допуск параллельности опорной пластины 4
<54 = 0,02/100 мм; допуск параллельности шпонки
с55 = 0,03/100 мм. Подобные результаты получены при реше-
нии размерной цепи рл = fa + /?2 + Pz-
Контрольные вопросы
1. Сформулируйте сущность понятия расчётного парамет-
ра, требования к этому параметру как векторной вели-
чине и подходы к его выбору.
2. Какова общая методика расчёта приспособлений на
точность?
3. Какие расчётные факторы используются в точностных
расчётах оснастки?
4. Как выбираются и рассчитываются расчётные факто-
ры при расчёте приспособлений на точность?
5. В какой последовательности выполняется расчёт при-
способлений на точность?
6. Разберите приведённый пример расчёта на точность и
самостоятельно решите подобную задачу по другому
варианту обработки заготовки в другом приспособле-
нии с другой схемой установки.
7. Как влияет износостойкость установочных элементов
на расчёт точности приспособления и формулирование
ТУ на его изготовление и эксплуатацию?
8. Перечислите погрешности, которые влияют на точность
приспособлений.
9. Как рассчитываются допуски деталей — звеньев раз-
мерных цепей приспособления?
ГЛАВА 9
РАСЧЁТ ЗАЖИМНЫХ СИЛ,
УСТРОЙСТВ И ПРИВОДОВ
9.1 Принципы расчёта зажимных сил
и выбор значений расчётных факторов
Назаготовку при обработке в приспособлении действу-
ют силы обработки, объёмные или массовые силы (вес за-
готовки, центробежные и инерционные силы), силы слу-
чайного и второстепенного характера, а также силы зажи-
ма и реакций элементов приспособления. При этом заго-
товка должна находиться в равновесии. Все перечислен-
ные выше силы — величины векторные, имеющие каж-
дая своё направление и значение. Поэтому желателен си-
ловой расчёт приспособления путём решения задач про-
странственного характера. Однако с целью его ускорения
и упрощения можно рассматривать условия равновесия в
наиболее опасных направлениях в одной или нескольких
плоскостях.
Потребность в зажимных устройствах исключается в слу-
чаях, когда:
1) силы обработки весьма малы по сравнению с весом за-
готовки и силами трения;
2) силы обработки (сборки) по направлению таковы, что
не могут нарушить положение заготовки, обусловлен-
ное базированием.
Выполнение требований, предъявляемых к зажимным
устройствам, связано с правильным определением значений,
направления и мест приложения сил зажима. Анализ зажи-
мов и приводов приспособления предполагает выявление их
устройства, принципа действия, расчётных размеров (плеч
рычагов; расстояний от места приложения сил до опор; на-
правлений действия сил резания, зажимных, трения, реак-
ций опор; диаметров цилиндров и штоков пневмо- и гидро-
приводов; углов клиновых устройств), а также групп, к ко-
торым относятся рассматриваемые зажимы.
При определении потребных сил зажима в случаях, ког-
да силы обработки совпадают с ними по направлению, не-
обходимо учитывать упругие характеристики зажимных
устройств. В этом плане применяемые в приспособлениях
зажимные устройства подразделяются на две основные
группы.
К первой группе относятся устройства, упругие отжимы
которых прямо пропорциональны приложенным к ним си-
лам (рис. 1.23, 1.34 и др.). Эти устройства имеют в своём
составе механизмы самотормозящегося типа (винтовые, кли-
новые безроликовые и эксцентриковые элементарные зажи-
мы), привод их может быть ручным и механизированным. В
случае приложения к зажимным элементам дополнительных
сил их упругие отжимы будут изменяться по линейному (или
близкому к нему) закону в направлении прикладываемых
сил и пропорционально их изменению.
К устройствам второй группы относятся пневматические,
гидравлические и пневмогидравлические механизмы прямо-
го действия (без самотормозящихся механизмов) (рис. 1.31,
1.38 и др.). При приложении к зажимному элементу этих
устройств (например, штоку гидроцилиндра) нарастающей
силы перемещения штока в начальный период не будет. Шток
сразу получает большое перемещение, когда приложенная к
нему сила превысит противодействующую, создаваемую дав-
лением жидкости на поршень гидроцилиндра (нарушение
контакта базовых поверхностей с опорами, нарушение поло-
жения и зажима заготовки). При использовании устройств
этого типа с промежуточными звеньями без самоторможе-
ния отжим зажимного элемента в первый период протекает
по линейному закону за счёт упругих деформаций звеньев,
затем, при возрастании силы до определённого значения,
элемент может резко переместиться.
Расчёт сил зажима обычно сводится к решению задач
статистического равновесия заготовки, находящейся в при-
способлении под действием приложенных к ней сил и мо-
ментов.
Расчёт потребных зажимных сил следует вести из усло-
вия равновесия заготовки при действии сил, стремящихся
нарушить её заданное положение (сместить её), и сил, проти-
водействующих сдвигу и возникающих в результате действия
перераспределительных реакций зажимных элементов и опор
в случае использования зажимов первой группы.
В результате расчёта зажимных устройств определяют-
ся размеры их элементов (плечи рычагов, диаметры резьб,
размеры эксцентриков и др.) и соотношение обеспечивае-
мых зажимных сил и сил, действующих на механизм со
стороны привода. Такой расчёт используется при констру-
ировании новых приспособлений. Он может носить прове-
рочный характер, что имеет место при анализе и расчёте
уже существующих приспособлений или зажимных уст-
ройств.
Привод рассчитывается как с целью выявления его раз-
меров (длина приводных рукояток, диаметры пневмоцилин-
дров и т.п.), так и с целью проверки соответствия уже имею-
щегося привода заданным требованиям по развиваемой силе
на штоке или моменту на валу.
Силы резания и их моменты определяются, исходя из
условий обработки, по формулам теории резания материалов
или по таблицам справочных источников.
Для обеспечения надёжности зажима в силовых расчё-
тах силы (моменты) обработки увеличиваются на коэффици-
ент запаса k, который определяется в зависимости от усло-
вий обработки по приведённым ниже данным. С помощью
этого коэффициента учитывается изменение условий в про-
цессе обработки: прогрессирующее затупление инструмента
и связанное с ним увеличение сил резания, неравномерность
припусков, неоднородность свойств обрабатываемого матери-
ала, изменение условий установки заготовок.
Коэффициент k является произведением семи первичных
коэффициентов: k = ^0А1А2Аз^4^5^б-
Гарантированный коэффициент запаса k0 для всех случа-
ев равен 1,5. Значения коэффициента й1, учитывающего воз-
растание сил обработки при затуплении инструмента, для
различных материалов и условий обработки приведены в таб-
лице 9.1.
Неравномерность сил резания из-за непостоянства сни-
маемого при обработке припуска отражается коэффициен-
том k2 (для отделочной обработки k2 = 0, для черновой
fe2 = l>2). Изменение сил обработки при прерывистом реза-
нии учитывается коэффициентом ft3 (при прерывистом точе-
нии и торцовом фрезеровании ft3 ~ 1»2). Непостоянство раз-
виваемых приводами сил зажима отражает коэффициент fe4
(для ручных зажимов k4 = 1,3; для механизированных за-
жимных устройств прямого действия fe4 = 1,0, для пневмо-
камер, мембранных патронов и других устройств, развивае-
мые силы которых зависят от допусков размеров заготовки в
направлении зажима, ft4 = 1>2). Непостоянство развиваемых
сил зажимных устройств с ручным приводом учитывает ко-
эффициент А5 (при удобном расположении рукояток и малом
угле их отклонения — до 90 ° k5 = 1,0; при неудобном распо-
ложении рукояток и угле их отклонения более 90 ° при за-
жиме заготовок k5 = 1,2). Неопределённость положения мест
контакта заготовки с установочными элементами и измене-
ние в связи с этим моментов трения, противодействующих
повороту заготовки на базовой плоскости, отражает
коэффициент ft6. Он учитывается только при установке заго-
товки на плоскости и наличии моментов обработки, стремя-
щихся повернуть заготовку на опорах (для точечных опор
А6 = 1,0, для опорных пластин й6 = 1,5).
Можно пользоваться средним значением коэффициента
запаса (А = 2...3). Однако предпочтительнее его рассчиты-
вать, так как при его занижении не обеспечивается надёж-
ный зажим заготовки, а при завышении снижается каче-
ство обработки за счёт возможной порчи поверхностей и де-
формации заготовки, увеличивается стоимость изготовле-
ния и эксплуатации приспособления за счёт увеличения его
Таблица 9.1
Значения первичного коэффициента kj
| Вид обработки | Компонент сило- вого воздействия | *i | Примечание |
| Сверление | Крутящий момент Осевая сила | 1,2 1,1 | Для сталей и чугунов |
| Предварительное зенкерование (по корке) | Крутящий момент Осевая сила | 1,3 1,2 | Для чугунов при износе инструмента по задней поверхности 1,5 мм |
| Отделочное зен- керование | Крутящий момент и осевая сила | 1,2 | Для чугунов при износе инструмента по задней поверхности 0,7...0,8 мм |
| Предварительное точение и раста- чивание | Ру Р* | 1,0 1,4 1,2 1,6 1,2 | Для сталей и чугунов Для сталей Для чугунов Для сталей Для чугунов |
| Отделочное точе- ние и растачива- ние | Рг Ру р, | 1,0 1,05 1,4 1,05 1,0 1,3 | Для сталей Для чугунов Для чугунов Для сталей Для сталей Для чугунов |
| Цилиндрическое предварительное и отделочное фрезерование | Окружная сила | 1,6...1,8 1,2... 1,4 | Для вязких сталей Для твёрдых сталей и чугунов |
| Торцовое предва- рительное и отде- лочное фрезеро- вание | Тангенциальная сила | 1,6... 1,8 1,2.-1,4 | Для вязких сталей Для твёрдых сталей и чугунов |
| Шлифование | Окружная сила | 1,1-1,2 | Для всех материалов |
| Протягивание | Сила протягива- ния | 1,5 | При износе инструмента по задней поверхности до 0,5 мм |
габаритов и массы, размеров привода, расхода сжатого воз-
духа и т.д.
Жёсткость системы зажимных элементов Д может быть
определена из следующего основного уравнения:
где j[ — жёсткость стыка заготовки с зажимным элемен-
том, Н/мм;
]'г > h' •••» in — жёсткости постоянных стыков приспо-
собления и его элементов, через которые передаётся сила за-
жима заготовки, Н/мм.
Жёсткость системы установочных элементов по нормали
к контактирующим поверхностям /2 можно найти по анало-
гичному уравнению:
где j{ — жёсткость стыка заготовки с опорами приспособле-
ния, Н/мм;
7*2» Уз' •••» in — жёсткости постоянных стыков приспо-
собления и его элементов, через которые передаётся сила за-
жима заготовки, Н/мм.
Величины j[ и Ц в случае необходимости можно опреде-
лять из условий контактной прочности. Остальные составля-
ющие в случае необходимости рассчитываются по формулам
сопротивления материалов.
Значения Д и /2 можно определять по приближённым
формулам [5, 10]:
Меньшие значения  приведённых зависимостей относят-
приведённых зависимостей относят-
ся к многозвенным нежёстким системам. В большинстве слу-
чаев j2 > ]\- Соотношение между ними характеризуется вы-
ражением: <13141516171819>










