Особливості конструювання деталей, одержуваних литтям
1. Оснащення (ливарна форма) складається з 2 половинок, що розділені площиною рознімання форми (ПРФ). При конструюванні литих деталей конструктор повинен мати на увазі положення площини рознімання форми.
Деталь зображується на кресленні так, як вона розташовується в ливарній формі. При литті в землю та в оболонки деталь розташовують відповідальними частини донизу, а невідповідальними – нагору тому що вгорі збирається пористість, газові включення. При литті в землю площина рознімання розташовується горизонтально, при литті в кокіль та під тиском – вертикально.
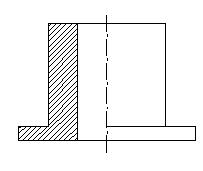
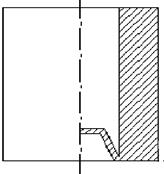
2. При проектуванні литих деталей варто уникати піднутрення (поднутрений).
Для виявлення піднутрень деталь подумки опромінюють променями перпендикулярними до площини рознімання форми. Отримані при цьому затінені ділянки називають піднутреннями.
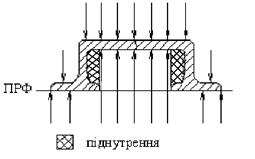
Піднутрення заважають вилученню деталі з форми.
При литті в металеві форми піднутрення можна реалізувати, але це значно ускладнює оснастку.
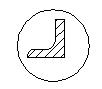
У даному випадку можна уникнути піднутрень, перетворивши фланцеву частину деталі:
Питання: Чому піднутрення неприпустимі при литті в оболонкові форми, адже форма руйнується при вилученні деталі.
3. Ливарні ухили і конусність.
Лиття не дозволяє одержувати паралельні стінки розташовані перпендикулярно площині рознімання форми (ПРФ)
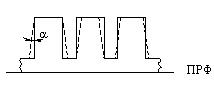
Стінки завжди нахилені під деяким кутом, що називається конусністю – це необхідно для безперешкодного вилучення виливка з металевої форми. Реалізація ухилу здійснюється трьома шляхами:
1. за рахунок збільшення розміру стінки розташованої ближче до площини рознімання;
2. за рахунок зменшення розміру стінки розташованої далі від площини рознімання;
3. компромісний варіант.
Величина ухилу a визначається методом лиття:
- для лиття в землю – 5%;
- для лиття в кокіль та оболонки – 3%;
- для лиття по виплавлюваних моделях – 2%;
- для лиття під тиском:
а) зовнішні – 15-30’;
б) внутрішні – 10-60’.
4. Принцип тонкостінності.
При конструюванні литих деталей потрібно прагнути до мінімальної товщини стінки деталі для даного методу лиття.
Мінімальна товщина стінки лінійно зв'язана з розміром деталі:
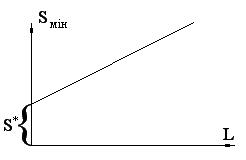
де  - товщина стінки при який сплав не проникне в стінку.
- товщина стінки при який сплав не проникне в стінку.
Для пластмас » 0,2мм
 для різних методів лиття:
для різних методів лиття:
- для лиття в землю » 5мм;
- для лиття в кокіль і оболонки » 2мм;
- для лиття по виплавлюваних моделях » 1мм;
- для лиття під тиском:
а) Al + латунь » 1мм;
б) пластмаси » 0,8мм.
5. Принцип рівностінності
Товщина стінок повинна бути по можливості однаковою.
При кристалізації (остиганні) фланець кристалізується першим і в ньому в першу чергу завершуються всі усадочні процеси, тому на переході тонка-товста стінка утворяться концентратори натягу та навіть тріщини.
Чим більше коефіцієнт усадки, тим жорсткіше вимоги до рівностінності.
Вихід: перехід до не суцільної структури товстої стінки і застосування ребер жорсткості.
Геометрично принцип рівностінності в даному випадку порушений, а фізично - ні, тому що швидкість охолодження внутрішньої тонкої частини менше, ніж зовнішньої.
Умови охолодження усередині і зовні неоднакові – фізична суть принципу рівностінності.
6. На кресленнях литих деталей необхідно забезпечувати плавний перехід від перетину до перетину. Якщо це неможливо здійснити, то необхідно вводити радіуси заокругленості.
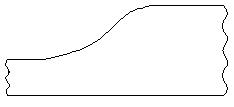 ідеальний варіант
ідеальний варіант
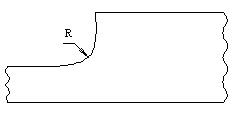 наявність радіуса заокругленості
наявність радіуса заокругленості
 неприпустимо
неприпустимо
концентрація напруг
Наявність радіуса заокругленості необхідна для зниження концентрації напруг.
ТЕОРЕТИЧНА ВСТАВКА____________________________________________________
Дата добавления: 2020-10-14; просмотров: 679;
Поиск по сайту
Узнать еще
- Історико-географічні особливості розвитку
- Автотравма, класифікація. Особливості ушкоджень при зіткненні автомобіля з пішоходом.
- Анатомо-фізіологічна перебудова організму підлітка та її вплив на його психологічні особливості й поведінку.
- Архітектурні особливості мікропроцесора К1810ВМ86
- Архітектурні особливості мікропроцесора КР580ИК80А
- Вкажіть особливості методики виконання метрологічної експертизи технічної документації та її основні задачі.
- Етапи розвитку судової медицини. Особливості сучасного V етапу.
- Заготовок (деталей, сборочных единиц)

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
