Заготовок (деталей, сборочных единиц)
Оправки составляют значительную группу станочных
приспособлений для установки заготовок. Они просты по
конструкции, широко распространены в машиностроении и
в большей части используются для обработки заготовок —
тел вращения с центральными отверстиями (втулки, коль-
ца, фланцы, стаканы, гильзы, зубчатые колёса) на токар-
ных, круглошлифовальных, фрезерных, зубообрабатываю-
щих, протяжных, отделочных станках. В данной главе при-
ведены конструкции и методика расчёта оправок.
По конструкции станочные оправки подразделяются на
жёсткие (цельные) и регулируемые (разжимные).
Жёсткие оправки по форме рабочей поверхности подраз-
деляются на конические и цилиндрические. Цилиндричес-
кие оправки могут быть для установки заготовок с зазором и
с натягом (прессовые). Поскольку рабочие части жёстких оп-
равок предназначены для установки заготовок, к ним предъяв-
ляются требования точности, жёсткости, прочности и изно-
состойкости, как к установочно-зажимным элементам при-
способлений. Для обеспечения этих эксплуатационных
требований оправки изготавливаются из сталей 20, 20Х с
химико-термической обработкой (цементация слоя толщиной
1,2...1,5 мм) или из углеродистых и легированных сталей
У8...У12, ХВГ с закалкой до твёрдости 58...64 HRC и отдел-
кой рабочих поверхностей с Racp — 0,4...0,1 мкм. Для эконо-
мии материала жёсткие оправки с рабочим диаметром
Dpo > 50 мм могут изготавливаться полыми (пустотелыми).
Регулируемые (разжимные) оправки подразделяются на
кулачковые, с тарельчатыми пружинами, с упругими раз-
жимными шайбами, зубчатые, гидропластмассовые (жидко-
стные) с тонкостенной гильзой, цанговые, с гофрированны-
ми втулками. В таблице 2.1 показана достигаемая на раз-
личных оправках соосность базовой (отверстие) и обрабаты-
ваемой цилиндрических поверхностей заготовок.
Из таблицы 2.1 следует, что наиболее точную обработку
заготовок обеспечивают оправки с тонкостенной гильзой (гид-
ропластмассовые и жидкостные) и гофрированными втулка-
ми. Они используются для изготовления прецизионных де-
талей. Упругие разжимные элементы обычно изготавлива-
ются из легированных рессорно-пружинных сталей марок
55ГС, 65С2В А (табл. 10.1). По способу установки на станках
оправки могут быть центровые (установка в центрах), флан-
цевые (установка фланцами на столах), шпиндельные или
Таблица 2.1
Разновидности оправок и достигаемая точность
обработки заготовок
| Разновидности оправок | Степени точности соосности |
| Конические центровые | 4...7 |
| Цилиндрические центровые: гладкие | 3...5 |
| ступенчатые | 4...6 |
| Цилиндрические прессовые для уста- новки заготовок с натягом | 2...4 |
| Зубчатые | 4...6 |
| Кулачковые | 8...10 |
| С тарельчатыми пружинами | 8...9 |
| С упругими разжимными шайбами | 4...9 |
| Гидропластмассовые и жидкостные с тонкостенной гильзой | 3...5 |
| Цанговые | 5...10 |
| С разрезным установочно-разжимным элементом | 3...4 |
| С гофрированными втулками | 1...3 |
консольные (установка хвостовиками в отверстия шпинде-
лей станков).
На рисунке 2.1 показана фланцевая кулачковая двухме-
стная оправка с независимым зажимом каждой заготовки 3
по отверстию. Заготовки 3 пакетом центрируются и закреп-
ляются по отверстию кулачками 7, 8 при перемещении пол-
зунов 2, 6 под действием пакетов тарельчатых пружин 5, 7.
Одновременно заготовки 3 поджимаются в осевом направле-
нии стаканом 4.
Приспособление пояском А центрируется по отверстию, а
торцом В устанавливается на вращающемся столе зубофре-
зерного станка и закрепляется через отверстия В фланца
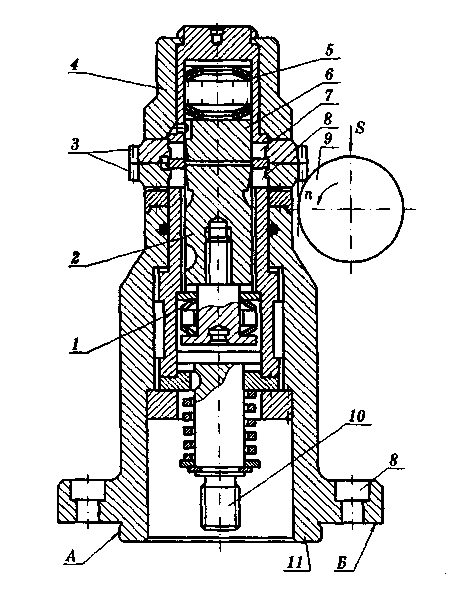
Рис. 2.1 Фланцевая кулачковая оправка
для установки двух заготовок зубчатых колес
корпуса 11 к столу посредством его Т-образных пазов. После
нарезания зубьев червячной фрезой 9, вращаемой с часто-
той п и перемещаемой с подачей S, заготовки 3 открепляют-
ся гидроприводом (пневмоприводом) путём перемещения
вверх тяги 10, ввинченной в шток поршня гидро- (пневмо-)
цилиндра, встроенного в стол станка.
Дата добавления: 2021-06-28; просмотров: 661;
Поиск по сайту
Узнать еще
- Базирование и погрешности установки заготовок в приспособление
- Выбор технологических баз для установки заготовок
- Выполнение отдельных видов сборочных чертежей
- Доставка и подача к рабочему месту стеновых материалов, изделий и заготовок
- Закрепление заготовок
- Изготовление заготовок путем плавления стекла
- Качество поверхностного слоя заготовок

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
