Основы технического нормирования
Нормой времени называют регламентируемые затраты времени t, необходимые для выполнения данной операции в нормальных производственных условиях. Норма времени может быть установлена расчетным, укрупненных нормативов, статистическим или опытным методом.
Норма времени, определяемая расчетом, ориентирована на передовую технологию, исправное оборудование, нормальные условия и организацию труда надлежащей квалификации. Для расчета нормы времени t используют формулы (4.1) и (4.2).
Подготовительно-заключительное время устанавливают на обработку партии одинаковых деталей независимо от партии в зависимости от вида и размерной группы оборудования, особенности применяемых приспособлений, конструкции и массы заготовок и т. п. по нормативам. В массовом производстве, стабильно производящем в больших количествах одинаковую продукцию, доля подготовительно-заключительного времени практически сводится к нулю и не включается в норму времени t.
При определении нормы штучного времени tшт технологическую операцию расчленяют на элементы, составляющие ее (переходы, рабочие хода и приемы).
Норму основного (технологического) технологического времени на выполнение перехода, если оно является машинным tм, определяют расчетом. При всех станочных работах норма машинного времени представляет собой отношение произведения пути рабочего хода инструмента и числа рабочих ходов к его минутной подаче. Для токарных, сверлильных, резьбонарезных работ, для зенкерования, развертывания и фрезерования
 ,
,
где L – длина рабочего хода инструмента или заготовки в направлении подачиы , мм;
k – число рабочих ходов;
Sм – минутная подача инструмента или заготовки в направлении подачи, мм/мин;
n – частота вращения шпинделя или инструмента, мин–1;
sоб – подача на один оборот шпинделя или инструмента, мм–1.
Длина рабочего хода инструмента относительно заготовки представляет собой сумму трех слагаемых (рис. 4.2):
L = L1 + Lд + L2,
где Lд – длина обрабатываемой поверхности, мм ;
L1 – величина врезания (вход) инструмента, мм;
L2 – величина перебега (выход) инструмента, мм.
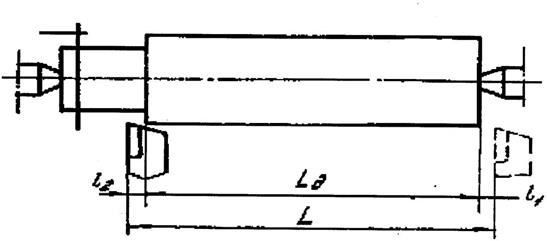
Рисунок 4.2 – Длина рабочего хода инструмента.
Если основное технологическое время является ручным, то его определяют по нормативам, разработанным для различных работ, например, слесарно-сборочных.
Норма вспомогательного времени tв охватывает затраты времени на вспомогательные приемы, необходимые для осуществления перехода. Чаще такие приемы выполняют вручную и назначают затраты времени по нормативам. В нормативах указаны нормы времени, например, на установку и снятие заготовок разных размеров и массы, способа установки и закрепления заготовки, включение и отключение рабочей подачи, подвод заготовки или инструмента от исходной точки в зону обработки и отвод; автоматическую смену инструмента; изменения величины и направления подачи; холостые ходы при переходе от обработки одних поверхностей к другим и т.п.
Вспомогательные переходы могут быть механизированы и автоматизированы. Например, установку и снятие заготовок может выполнять робот, инструмент к заготовке может подводиться с использованием механизма ускоренной подачи и т.п. В таких случаях имеется возможность норму вспомогательного времени на выполнение перехода рассчитать.
Время на контрольные измерения включаются в норму штучного времени только в том случае, если это предусмотрено технологическим процессом и с учетом необходимой периодичности таких измерений в процессе работы, и только в тех случаях, когда оно не может быть перекрыто временем цикла автоматической работы станка.
Нормы времени tоб обслуживания рабочего места и времени tд дополнительного устанавливают в процентах от оперативного времени по типам и размерам оборудования с учетом одностаночного или многостаночного обслуживания по нормативам.
Рассчитанные изложенным методом нормы проверяют, уточняют при внедрении технологического процесса и сохраняют до внесения в технологический процесс какого-либо усовершенствования. Всякое улучшение технологического процесса сопровождается пересмотром норм времени.
Дата добавления: 2020-10-14; просмотров: 597;
Поиск по сайту
Узнать еще
- ОСНОВНЫЕ ТИПЫ И СВОЙСТВА НАПОЛЬНЫХ И БОРТОВЫХ СИСТЕМ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
- D. ОСНОВЫ МЕДИЦИНСКОЙ МИКОЛОГИИ
- II. Методологические основы педагогики.
- II. Основые приемы освоения духовых
- III.4. Геоэкологическая роль технического прогресса
- III.Акустические основы настройки музыкальных инструментов
- Money Management - основы управления капиталом
- VI. ОСНОВЫ ЭКОЛОГИЧЕСКОЙ МИКРОБИОЛОГИИ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
