Структуры временных связей в операциях технологического процесса
Структуры оперативного времени в операциях могут отличаться в зависимости от способов выполнения основных переходов; степени совмещения с основными переходами выполнения вспомогательных переходов; числа потоков, дублирующих выполнение одинаковых переходов при изготовлении одноименных изделий.
При осуществлении операции основные переходы могут быть выполнены тремя способами: I – последовательно; II – параллельно-последовательно и III – параллельно.
При последовательной обработке заготовки выполнение основных переходов следует одно за другим, поэтому время, затрачиваемое на осуществление основных переходов,
где р – число основных переходов в операции.
Действительно, при обработке заготовки вала на гидрокопировальном станке последовательным способом (рисунок 4.3, а) основное технологическое время равно сумме затрат времени на обработку поверхностей 1 – 4 и трех канавок.
При параллельно-последовательной обработке группа инструментов одновременно обрабатывает одни поверхности заготовки, а затем группа этих же (или других) инструментов обрабатывает другие (или те же) поверхности той же заготовки. Например, поверхности заготовки того же вала могли бы быть обработаны параллельно-последовательно на токарном многорезцовом станке, если сначала резцами, установленными на переднем суппорте, обработать цилиндрические поверхности, а затем резцами, установленными на поперечном суппорте, проточить три канавки (рис. 4.3, б). Время, затраченное на две группы основных переходов, составила бы сумма времени выполнения наиболее длительных переходов в каждой из групп основных переходов:

 ,
,
где r – число групп основных переходов.
Параллельный способ обработки характеризуется одновременностью обработки поверхностей заготовки многими инструментами, поэтому основное технологическое время равно наибольшему времени обработки одной или нескольких поверхностей, равноценных по затратам времени:

На этом же токарном многорезцовом станке обработка цилиндрических поверхностей и канавок могла бы быть совмещена во времени, т.е. вестись параллельно (рис. 4.3, в). В этом случае основное технологическое время, видимо, равнялось бы времени обработки поверхности Lд, имеющей наибольшую длину.
Последовательное, параллельно-последовательное и параллельное выполнение основных переходов можно вести как при одноместной, так и многоместной обработке.
Оперативное время tоп, приходящееся при многоместной обработке на одну заготовку, будет равно оперативному времени  обработки n заготовок, отнесенному к числу n:
обработки n заготовок, отнесенному к числу n:
 .
.
.
Затраты времени tв на выполнение вспомогательных переходов могут быть разложены на составляющие их элементы:
tв = tс.у. + tупр + tx + tк,
где tс.у. – время, затрачиваемое на установку и съем заготовки;
tупр – время, затрачиваемое на управление станком и приспосо-блением;
tx – время вспомогательных ходов (подводов заготовки к
инструментам или наоборот, поворотов и фиксации положения столов, револьверных головок, смены инструментов и т.п.);
tк – время, затрачиваемое на контрольные измерения размеров детали контроль.
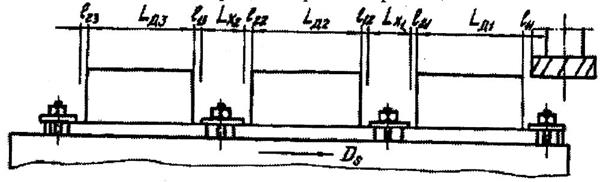
Рисунок 4.4 – Последовательная многоместная обработка
заготовок на фрезерном станке
Для упрощения структуры вспомогательного времени представим его в виде двух слагаемых: tс.у. и tх., включив в состав последнего все остальные виды вспомогательных переходов. Будем считать, что
tв = tс.у. + tx .
Вспомогательные переходы могут сочетаться с основными переходами при всех способах выполнения основных переходов и быть. А – несовмещенными, Б – частично совмещенными, В – полностью совмещенными.
Когда ни основные, ни вспомогательные переходы не совмещены при последовательной обработке, оперативное время:
 (4.3)
(4.3)
где s – число вспомогательных ходов.
Применительно к многоместной последовательной обработке, примером которой может быть обработка трех заготовок корпусных деталей на фрезерном станке (рис. 4.4), формула (4.3) приобретает следующий вид:
где Lх – путь, вспомогательного хода стола с ускоренной подачей, мм
Sx – ускоренный ход стола, мм/мин;
n – число заготовок, одновременно устанавливаемых на станке;
k – число рабочих ходов.
Рисунок 4.5 – Совмещение с основными переходами установки (съема) заготовки на четырехпозиционном агрегатном станке
Совмещение затрат времени tс.у. на установку заготовки и съем детали с основными переходами возможно при наличии на станке отдельной установочной позиции. Такие позиции обычно предусмотрены на многопозиционных станках, примером которых может быть четырехпозиционный агрегатный станок с по воротным столом (рис. 4.5). При последовательной обработке:
Полное совмещение tс.у. и tх со временем выполнения основных переходов достигается в непрерывных процессах, характеризуемых непрерывностью перемещения заготовок с рабочей подачей. Примерами непрерывных процессов могут быть бесцентровое шлифование поршневых пальцев (рис. 4.6, а) и непрерывное фрезерование плиток на карусельно-фрезерном станке (рис. 4.6, б), оперативное время в этом случае: 
Дата добавления: 2020-10-14; просмотров: 662;
Поиск по сайту
Узнать еще
- I. Специфические особенности процесса воспитания в сравнении с процессом обучения.
- I. СТРУКТУРА СОВРЕМЕННЫХ НАЛОГОВЫХ СИСТЕМ.
- II. Формализация процесса формирования математических моделей
- III. Механизм действия ионизирующих излучений на биологические структуры
- IX. ОСОБЕННОСТИ ПРОЦЕССА НАУЧНОГО ПОЗНАНИЯ
- XI. Требования к приему детей в дошкольные образовательные организации, режиму дня и организации воспитательно-образовательного процесса
- А. Составление схемы технологического процесса
- Автоматизация процесса

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
