Технологичность конструкции изделия
Конструкцию машины или детали принято называть технологичной, если она позволяет в полной мере использовать для изготовления наиболее экономичный технологический процесс, обеспечивающий ее качество при надлежащем количественном выпуске,
Являясь одним из свойств конструкции, технологичность дает возможность снизить трудоемкость изготовления изделия и его себестоимость. Опыт машиностроения показывает, что путём повышения технологичности конструкции машины можно получить дополнительно сокращение трудоемкости ее изготовления на 15 – 25% и снижения себестоимости на 5 – 6 %. Отсюда становится очевидной важность учета возможностей технологии при конструировании машины, ее сборочных единиц и деталей.
Современная технология машиностроения располагает большим разнообразием методов обработки, станков и инструментов, что обеспечивает решение широкого круга технологических задач. Вопрос в том, во что обойдется изготовление изделия предложенной конструкции в данных производственных условиях.
В качестве примера на рисунке 5.7 приведен чертеж корпуса гидравлического цилиндра, конструкцию которого нельзя считать технологичной. Стоимость обработки отверстия диаметром 8 на глубину свыше 90 его диаметров в несколько раз превысила бы стоимость всех остальных операций по изготовлению корпуса цилиндра. Предназначенное для отвода воздуха из полости гидроцилиндра отверстие могло бы быть направлено от левого торца и быть коротким (рис. 5.8). Воздух из гидроцилиндра мог бы отводиться и через трубку, присоединенную к боковой стенке корпуса с помощью штуцера (рис.5.9). В обоих вариантах уровень технологичности гидроцилиндра был бы существенно повышен, а его себестоимость значительно снижена.


Рисунок 5.7 – Пример нетехнологичной конструкции корпуса гидравлического цилиндра

Рисунок 5.8 – Пример технологичной конструкции корпуса гидравлического цилиндра

Рисунок 5.9 – Пример технологичной конструкции корпуса гидравлического цилиндра
На рисунке 5.10 с левой стороны расположены примеры нетехнологического оформления конструкций деталей и их элементов, с правой стороны те же конструкции, но более технологичные.
Обработка отверстия со стороны наклонной и криволинейной поверхности (рис. 5.10, а) затруднена тем, что при врезании сверло будет скользить, и может сломаться. Нужна плоская поверхность. Без канавки для выхода шлифовального круга (рис. 5.10, б) переход от цилиндрической к плоской поверхности получится с закруглением.
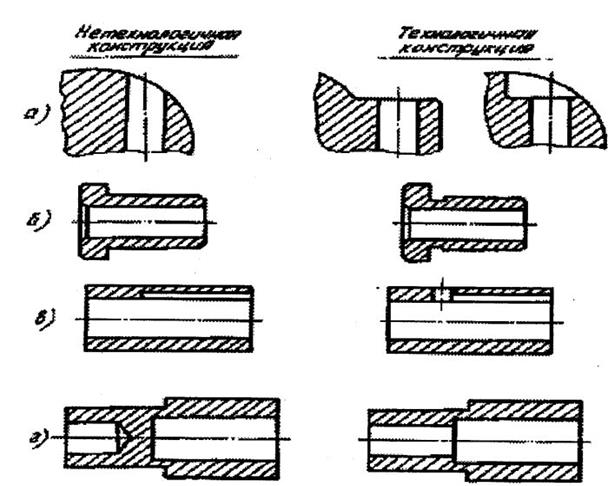
Рисунок 5.10 – Примеры нетехнологичных и технологичных конструкций деталей
Долбить шпоночный паз во втулке до упора (рис. 5.10, в) невозможно; необходимо отверстие (кольцевая выточка) для выхода резца. Обработка сквозного ступенчатого отверстия проще, чем обработка двух отверстий с противоположных сторон втулки (рис. 5.10, г).
Вопрос создания технологичных конструкций машин и их деталей необходимо рассматривать как комплексный и оценивать технологичность деталей во взаимосвязи с другими деталями, составляющими сборочную единицу, Например, для валов наиболее технологичной является бесступенчатая цилиндрическая поверхность. Однако такая конструкция вала усложнила бы конструкцию сборочной единицы из-за усложнения конструкции сопрягаемых с валом деталей и введения дополнительных деталей. В целом себестоимость изготовления сборочной единицы возросла бы.
Конструкция машины или детали, технологичная при одном количественном выпуске, может оказаться нетехнологичной при другом. Объясняется это тем, что при различных объемах выпуска изделий в единицу времени и по неизменяемым чертежам используют оборудование и технологическую оснастку различной производительности и с разными первоначальными затратами. При малом выпуске одинаковых изделий обычно применяют универсальные станки и технологическую оснастку. Первоначальные затраты на их приобретение сравнительно не высоки, но не высока и их производительность. С увеличением выпуска изделий можно использовать более производительные средства труда. Одним из путей повышения эффективности высокопроизводительного, но дорогого оборудования является совмещение во времени выполнения переходов технологического процесса. Возможности такого совмещения должна предоставлять конструкция изделий.
Для иллюстрации изложенного на рисунке 5.11 показаны три различных способа изготовления колпачка, к каждому из которых соответствует представление о технологичности его конструкции.
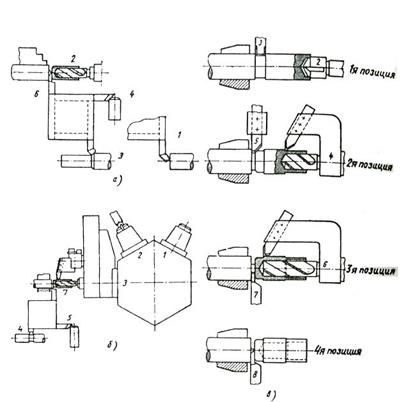
Рисунок 5.11 – Изготовление колпачка на станках:
а) токарном; б) токарно-револьверном; в) четырехшпиндельном токарном автомате; 1-8 – последовательность использования инструментов
При малом объеме выпуска колпачок будет изготовлен на токарном станке (рис. 5.11, а). Все переходы (подрезка торца, сверление отверстия, обтачивание наружной поверхности, снятие фаски и отрезка) будут выполняться последовательно. Такой технологии в большей мере отвечает конструкция колпачка, показанная на рисунке 5.12, а.
С увеличением объема выпуска колпачков становится целесообразным использование токарно-револьверного станка (рис. 5.11, б), позволяющего совместить сверление отверстия и обтачивание большей части наружной поверхности. Оставшаяся часть может быть проточена с поперечного суппорта широким резцом. Для изготовления колпачка на токарно-револьверном станке технологичной будет конструкция, показанная на рисунке 5.12, б.
При значительном увеличении объема выпуска колпачков может быть применен для изготовления четырехшпиндельный токарный автомат (рис. 5.11, в). Обработка отверстия и наружной поверхности (на длину хода сверла) здесь может быть распределена между двумя позициями. Поэтому при изготовлении колпачка на четырехшпиндельном автомате конструкция колпачка должна соответствовать чертежу, приведенному на рисунке 5.12, в.
При большом количестве колпачков, подлежащих изготовлению, становится экономичным получать их из листа вытяжкой. В этом случае конструкция колпачка должна быть такой, как показано на рисунке 5.12, г.
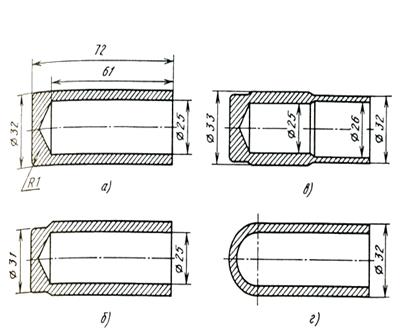
Рисунок 5.12 – Конструкция колпачка, технологичная для различных объемов выпуска и технологических процессов изготовления
Не редки случаи, когда с понятием о технологичности отождествляется понятие об экономичности конструкции. Так как источники экономии затрат в первом и втором случае различны, то смешивать эти понятия недопустимо. К тому же может оказаться, что более технологичная конструкция изделия не будет экономичной. Так, на рисунке 5.13 представлены две конструкции подшипника скольжения. Первая из них будет более технологичной из-за простоты конструкции, а следовательно, и более экономичного технологического процесса изготовления. Технологический процесс изготовления второй втулки более сложен и дорог. Однако то, что втулка первой конструкции целиком изготовляется из дорогостоящей бронзы, а вторая имеет лишь бронзовый вкладыш в стальном корпусе, делает конструкцию последней более экономичной, хотя она и менее технологична.
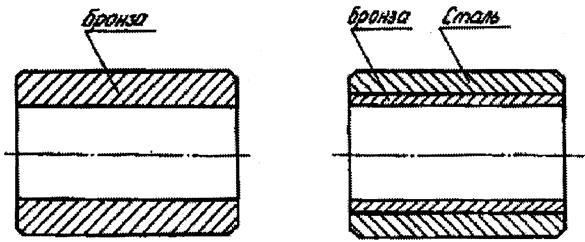
Рисунок 5.13 – Технологичная (а) и экономичная, но менее технологичная (б) конструкция подшипника скольжения.
Понятие о технологичности конструкции распространяется не только на технологические процессы изготовления, но и на процессы технического обслуживания и ремонта машины.
Дата добавления: 2020-10-14; просмотров: 1123;
Поиск по сайту
Узнать еще
- А - Железобетонные конструкции
- Анализ технологичности конструкции детали в зависимости от ее обработки в различных типах производства
- Анализ технологичности конструкции детали.
- Архитектура системы информационной поддержки жизненного цикла изделия
- Балки и балочные конструкции
- Балки и балочные конструкции
- Бетонные и железобетонные изделия в гидромелиоративном строительстве.
- БОБОВЫМИ И МАКАРОННЫМИ ИЗДЕЛИЯМИ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
