Обработка плоских поверхностей
Страгание применяется для обработки плоских открытых поверхностей (плоскости, пазы, направляющие и т. д.) на строгальных станках с помощью строгальных резцов (рис.4.6.). На станках, снабжённых копировалъным устройством, можно обрабатывать линейчатые фасонные поверхности. Главное возвратно-поступательное движение в зависимости от типа станка может совершать резец (поперечно- строгальные станки) или заготовка (продольно-строгальные станки). Во время обратного хода стружка не снимается, а резец приподнимается над обработанной поверхностъю, чтобы предотвратить его изнашивание от трения задней грани по поверхности резания. Движения подачи также совершаются или резцом, или заготовкой. Резец устанавливается в суппорте (на продольно-строгальных станках имеются два-четыре суппорта), а заготовка — на столе в универсальном или специальном приспособлении.
Рис. 4.6. Схемы обработки плоских поверхностей: а - строгание продольное; б - строгание поперечное; в - фрезерование цилиндрической фрезой; г - фрезерование торцовой фрезой:
д - протягивание; е - шлифование периферией круга; ж - шлифование торцом круга.
Долбление чаше всего применяют для обработки окон и различных пазов в отверстиях с помощью долбежных резцов. Благодаря наличию подач трех направлений (продольной, поперечной и круговой), которые обычно совершает заготовка, закрепленная на столе долбежного станка, долблением можно обрабатывать сложные контуры, состоящие из отрезков прямых линий и дуг.
К достоинствам строгания и долбления следует отнести их универсальность, низкую стоимость и простоту режущего инструмента Однако присущее им главное возвратно-поступательное движение с холостой составляющей снижает производительность по сравнению с возможностью инструментального материала.
Фрезерование — это универсальный способ предварительной и чистовой обработки плоских, зубчатых, винтовых и фасонных поверхностей. Иногда оно используется для формообразования поверхностей вращения. Главное движение со скоростью резания сообщается фрезе, а необходимая комбинация подач - обычно заготовке.
Чаще всего фрезерование применяется для обработки плоских поверхностей. Открытые плоскости без уступов или с небольшими уступами обрабатываются обычно торцовыми фрезами на консольно- и продольно-фрезфных станках, обрабатывающих центрах, агрегатных станках и т. д.
Для обработки относительно нешироких плоскостей на горизонтальных и продольно-фрезерных станках довольно часто применяют цилиндрические фрезы с винтовым зубом. Направление винтовых зубьев цилиндрических фрез выбирается так, чтобы осевая сила резания была направлена в сторону шпинделя. Рекомендуется применение наборов цилиндрических фрез с разнонаправленными винтовыми зубьями.
Открытые пазы фрезеруются дисковыми трехсторонними или концевыми фрезами, полуоткрытые пазы —концевыми. Т-образные пазы обрабатываются в два этапа: сначала фрезеруется прямоугольный паз, а затем он расфрезеровывается грибковой фрезой. Закрытый паз можно обрабатывать также в два этапа: сначала сверлится отверстие на всю глубину паза для захода концевой фрезы, а затем паз фрезеруется на заданной длине (рис.4.7.). Кроме того, шпоночные закрытые пазы обрабатываются двузубой концевой фрезой по «челночной» схеме с ручной или автоматической вертикальной подачей в конце каждого продельного хода. Уступы фрезеруются дисковой двусторонней (открытые) или концевой (чаше полуоткрытые и закрытые) фрезой.
Обработка направляющих типа «ласточкин хвост» осуществляется специальными концевыми или угловыми фрезами. Призматические направляющие фрезеруются набором
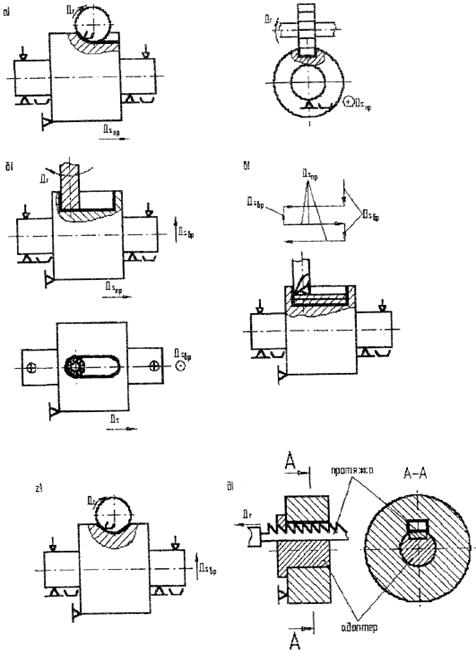
Рис. 4.7. Схемы обработки шпоночных пазов: а - фрезерование дисковой фрезой с продольной подачей; б - фрезерование концевой фрезой с продольной подачей; в - фрезерование шпоночной фрезой с маятниковой подачей; г - фрезерование дисковой фрезой с вертикальной подачей;
д - протягивание шпоночной протяжкой.
угловых фрез или фасонной фрезой. Окна обрабатываются обычно концевыми фрезами на фрезерно-копировальных станках или на станках с ЧПУ. При этом желательно, чтобы радиус фрезы был меньше наименьшего радиуса скругления окна.
Спиральные канавки обрабатывают на горизонтально-фрезерных станках угловыми или специальными (фасонными) фрезами. Профиль спиральной канавки не совпадает с профилем фрезы и зависит от параметров ее наладки: угла и смещения торца, а также от соотношения диаметров фрезы и заготовки.
Наружное протягивание является высокопроизводительным и точным способом обработки плоских и фасонных поверхностей. Оно всегда «несвободное», т. е. заготовку закрепляют в приспособлении, а протяжка имеет жесткое направление. Такое протягивание называют еще координатным. Чаше всего оно выполняется на вертикально-протяжных станках, где рабочее движение совершает протяжка. Однако встречаются случаи протягивания на горизонтально-протяжных станках с неподвижной протяжкой, где рабочее движение совершает заготовка Это облегчает автоматизацию процесса, а протяжной станок удобнее вписывать в автоматическую линию.
Наружно-конвейерное протягивание значительно увеличивает производительность по сравнению с вертикальным, так как в данном случае нет холостых ходов каретки с заготовкой и одновременно протягивается несколько заготовок. Для наружного протягивания сложных контуров применяются специальные сборные протяжки.
Производительность протягивания и длина протягиваемой поверхности ограничиваются объемом канавок для размещения стружки и необходимостью ее удаления, что в обычных условиях возможно только во время холостого хода. Поэтому перспективными являются протяжки со свободным выходом стружки. Такая наружная протяжка имеет вставные зубья в виде пластинок, которые боковыми сторонами жестко закреплены в корпусе. Благодаря прокладкам, установленным по краям зубьев, между последними образуются сквозные проемы, которые сообщаются с продольным пазом в корпусе протяжки. Стружка, срезаемая при протягивании, проходит в проем между зубьями и вымывается СОЖ в паз корпуса, а затем удаляется наружу.
Относительно неширокие плоскости и пазы обрабатываются плоским врезным (многопроходным или глубинным) шлифованием на плоскошлифовальных станках с прямоугольным столом периферией или торцом круга. При многопроходном шлифовании вертикальная подача осуществляется перед каждым продольным ходом или перед двойным ходом. Чтобы уменьшить тепловое напряжение в зоне шлифования торцом круга, ось последнего наклоняют в плоскости, параллельной продольной подаче. При предварительном шлифовании допускается превышение задней кромки круга над передней до 2 мм, а при чистовом — не более 0,05 мм.
Для шлифования открытых плоскостей в массовом производстве применяются плоскошлифовальные станки с круговой (вместо продольной) подачей. Если ширина шлифования больше ширины шлифовального круга, обработка ведется с круговой и поперечной подачами. В этом случае шлифование может быть многопроходным или глубинным. Плоскошлифовальные станки с круглым вращающимся столом более производительны, потому что есть возможность при многопроходном шлифовании в два-три раза по сравнению со станкам с прямоугольным столом повысить продольную подачу. Это преимущество особенно проявляется при шлифовании закаленных деталей.
Фасонные наружные поверхности вращения, а также плоские фасонные поверхности получают при помощи тех же методов точения, фрезерования, шлифования, которые используются приобработке простых поверхностей за счет изменения кинематики процесса обработки, использования фасонного инструмента или копировальных устройств (рис.4.8., 4.9.).
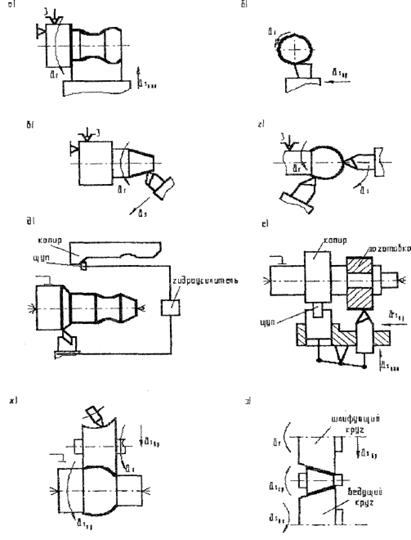
Рис. 4.8. Схемы обработки фасонных наружных поверхностей вращения: а - фасонньм призматическим резцом; б - фасонным тангенциальным резцом; в - с поворотом резцедержателя; г — качающимся резцедержателем; д,е - копирование; ж - шлифование фасонным кругом; з — бесцентровое фасонное шлифование.
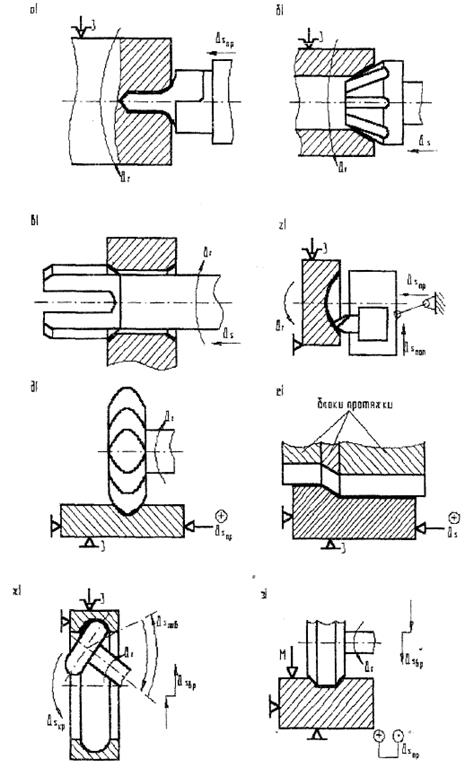
Рис. 4.9. Схемы обработки внутренних и плоских поверхностей: а - сверление фасонным сверлом;
б - зенкование; в - зенкование упругой зенковкой; г - растачивание с комбинированной подачей;
д - фасонное фрезерование; е - протягивание составной протяжкой; ж - шлифование с осцилляцией;
з - шлифование фасонным кругом.
Дата добавления: 2020-10-14; просмотров: 719;
Поиск по сайту
Узнать еще
- I этап – обработка протокола
- II. Отклонения расположения поверхностей
- II. Предстерилизационная обработка.
- III.XI. Строение поверхностей несогласия
- А. Первичная обработка исходной статистики
- АВТОМАТИЗИРОВАННАЯ ОБРАБОТКА ДАННЫХ В СЛУЖБЕ ПРИЕМА И РАЗМЕЩЕНИЯ
- Автоматизированная обработка информации.
- Автоматизированная обработка информации.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
