Изготовление корпусных деталей
К корпусным относят детали, содержащие систему отверстий и плоскостей, координированных друг относительно друга. К корпусным деталям относят корпуса редукторов, коробок передач, насосов, электродвигателей и т.п.
Корпусные детали служат для монтажа в них различных механизмов машин. Для них характерно наличие опорных достаточно протяженных и точных плоскостей, точных отверстий (основных), координированных между собой и относительно базовых поверхностей и второстепенных крепежных, смазочных и других отверстий.
По общности решения технологических задач корпусные детали делят на две основные группы:
а) призматические (коробчатого типа) с плоскими поверхностями больших размеров и основными отверстиями, оси которых расположены параллельно или под углом;
б) фланцевого типа с плоскостями, являющимися торцевыми поверхностями основных отверстий.
Призматические и фланцевые корпусные детали могут быть разъемными и неразъемными. Разъемные корпуса имеют особенности при механической обработке.
Основные технологические задачи при изготовлении корпусов заключаются в обеспечении в установленных пределах:
• параллельности и перпендикулярности осей основных отверстий друг другу и базовым поверхностям;
• соосности основных отверстий;
• заданные межосевые расстояния;
• точности диаметров и правильности формы отверстий,
• перпендикулярности торцевых поверхностей осям отверстий;
• прямолинейности плоскостей.
Основные схемы базирования:
Схемы базирования корпусных деталей зависят от выбранной последовательности обработки. При обработке корпусов используются следующие последовательности:
а) обработка от плоскости, т.е. сначала обрабатывают окончательно установочную плоскость, затем ее принимают за установочную технологическую базу и относительно нее обрабатывают основные отверстия;
б) обработка от отверстия, т.е. сначала обрабатывают окончательно основное отверстие, оно принимается за технологическую базу, а затем от него обрабатывают плоскость.
Более точной является обработка от отверстия, поскольку позволяет иметь равномерный припуск при его обработке. Такая последовательность применяется для корпусов с точными отверстиями больших размеров и точными расстояниями от плоскости до основного отверстия (например, корпус задней бабки токарного станка).
При обработке от плоскости труднее выдержать два точных размера - диаметр отверстия и расстояние от его центра до плоскости ввиду возможности получения неравномерного припуска на обработку отверстия. Однако, из-за более простого и удобного базирования на практике чаше применяется обработка от плоскости.
Корпусные детали базируют, выдерживая принципы постоянства и совмещения баз. При обработке корпусных деталей призматического типа применяют следующие основные виды базирования:
а) по трем плоскостям, образующим координатный угол;
б) по плоскости и двум точным отверстиям.
Базирование по трем плоскостям применяется редко ввиду ограниченности доступности к поверхностям корпуса для обработки и необходимости в переустановках заготовки для обработки поверхностей, закрытых зажимными элементами приспособления.
Наибольшее распространение получило базирование по плоскости и двум отверстиям, как правило, развёрнутыми по 7-му квалитету точности.
У деталей фланцевого типа при базировании используют торец фланца и два отверстия, одно из которых может быть выточкой в торце, а второе - малого диаметра во фланце.
Последовательность механической обработки корпуса призматического типа с плоским основанием и основным отверстием с осью, параллельной основанию представлена на рис. 6.3.
| № операции, название, оборудование | Операционный эскиз, схема базирования, операционные размеры | |
| Заготовительная | 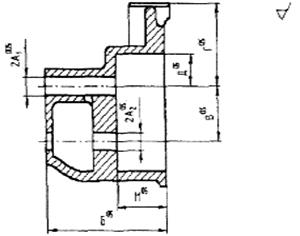
| |
| Фрезерная Станок фрезерный 6712П | 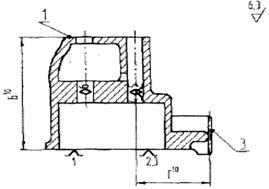
| |
| Фрезерная Станок фрезерный 6712П | 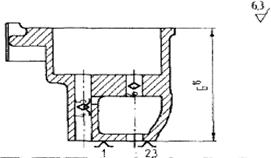
| |
| Фрезерная Станок фрезерный 6712П | 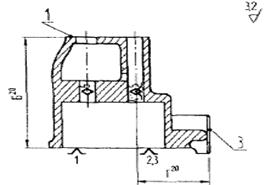
| |
| Фрезерная Станок фрезерный 6712П | 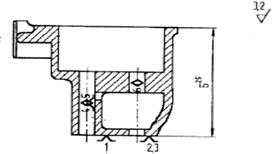
| |
| Фрезерная Станок фрезерный 6304 | 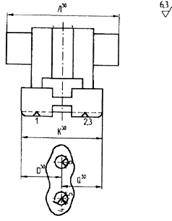
| |
| Агрегатная Станок агрегатный 6-ти позиционный карусельного типа | 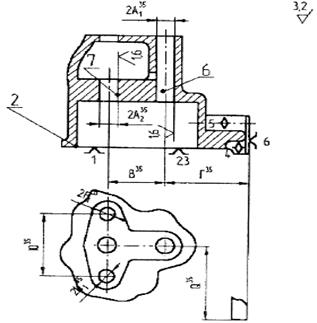
| |
| Агрегатная Станок агрегатный 7-ми позиционный | 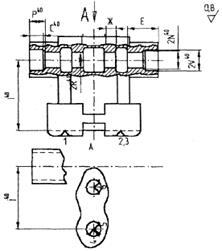
| |
| Фрезерно-копировальная Станок фрезерный 6/1463 | 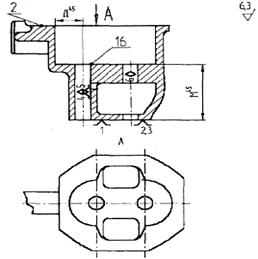
| |
| Фрезерно-копировальная Станок фрезерный 6/1463 | 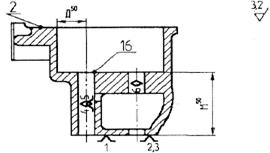
| |
| Фрезерно-копировальная Станок фрезерный 6/1463 | 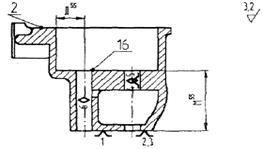
| |
| Агрегатная Станок агрегатный 4-х позиционный карусельного типа | 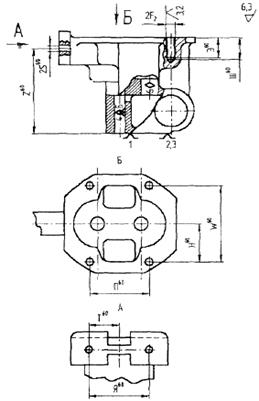
| |
| Сверлильная Станок координатно-расточной 2421 | 
|
Рис. 6.3 План обработки корпуса
Заготовительная.
Заготовки корпусов из серого чугуна отливают в песчаноглинистые, металлические (кокиль) или оболочковые формы, из стали - в песчано-глинистые формы, кокиль или по выплавляемым моделям. Заготовки из алюминиевых сплавов отливают в кокиль или литьем под давлением. В единичном и мелкосерийном производствах применяют сварные корпуса из стали. Корпуса могут быть сборными.
Заготовки корпусных деталей перед механической обработкой проходят ряд подготовительных операций.
Подготовительные операции:
Термическая.
Отжиг (низкотемпературный) для уменьшения внутренних напряжений.
Обрубка и очистка заготовки.
У отливок удаляют литники и прибыли на прессах, ножницах, ленточными пилами, газовой резкой и т.д. Очистка отливок от остатков формовочных смесей и зачистка сварных швов у сварных заготовок производится дробеструйной или пескоструйной обработкой,
Малярная.
Грунтовка и окраска необрабатываемых поверхностей (для деталей не подвергаемых в дальнейшем термообработке) Операция производится с целью предохранения попадания в работающий механизм корпуса чугунной пыли, обладающей свойством «въедаться» в неокрашенные поверхности при механической обработке.
Контрольная,
Проверка корпуса на герметичность. Применяется для корпусов, заполняемых при работе маслом. Проверка производится ультразвуковой или рентгеновской дефектоскопией. В единичном производстве или при отсутствии дефектоскопии проверка может производиться при помощи керосина и мела.
Для деталей, работающих под давлением, применяется проверка корпуса под давлением.
Разметочная.
Применяется в единичном и мелкосерийном производствах. В остальных типах производств может применяться для сложных и уникальных заготовок с целью проверки «выкраиваемости» детали.
Основные операции механической обработки:
Фрезерная (протяжная).
Фрезеровать или протянуть плоскость основание предварительно и окончательно или с припуском под плоское шлифование (при необходимости).
Технологическая база - необработанная плоскость параллельная обрабатываемой поверхности. Оборудование:
• в единичном и мелкосерийном производствах - вертикально-фрезерный или строгальный станки;
• в серийном - продольно-фрезерный или продольнострогальный станки;
• в крупносерийном и массовом - барабанно- и карусельно-фрезерные, плоскопротяжные, агрегатно-фрезерные станки,
Сверлильная.
Сверлить и зенковать (при необходимости) отверстия в плоскости основания. Развернуть два отверстия, используемых при базировании.
Технологическая база - обработанная плоскость основания Оборудование - радиально-сверлильный станок или- сверлильный с ЧПУ, в массовом и крупносерийном производствах - многошпиндельный сверлильный станок или arpeгатный станок.
Фрезерная,
Обработка плоскостей, параллельных базовой (при их наличии).
Технологическая база - плоскость основания. Оборудование - аналогичное первой фрезерной операции.
Фрезерная.
Обработка плоскостей, перпендикулярных базовой (торцы основных отверстий).
Технологическая база - плоскость основания и два точных отверстия. Оборудование - горизонтально-фрезерный или горизонтально-расточной станок.
Расточная.
Растачивание основных отверстий (предварительное и окончательное или с припуском под тонкое растачивание).
Технологическая база - та же. Оборудование: - единичное производство - универсальный горизонтально-расточной станок;
• мелкосерийное и среднесерийное - станки с ЧПУ расточно-фрезерной группы и многооперационные станки;
• крупносерийное и массовое - агрегатные многошпиндельные станки.
Сверлильная.
Сверлить, зенковать (при необходимости), нарезать резьбу в крепежных отверстиях,
Технологическая база - та же. Оборудование: радиалъно-сверлильный, сверлильньй с ЧПУ, многооперационный, сверлильный много шпиндельный или агрегатный станки (в зависимости от типа производства)
Плоскошлифовальная.
Шлифовать (при необходимости) плоскость основания,
Технологическая база - поверхность основного отверстия или обработанная плоскость, параллельная базовой (в зависимости от требуемой точности расстояния от базовой плоскости до оси основного отверстия). Оборудование -плоскошлифовальный станок с прямоугольным или круглым столом.
Алмазно-расточная.
Тонкое растачивание основного отверстия.
Технологическая база - базовая плоскость и два отверстия. Оборудование -алмазно-расточной станок,
С целью выдерживания принципа постоянства баз большинство операций обработки за исключением операции подготовки баз и отделки основных поверхностей концентрируют в одну операцию, выполняемую на горизонтально-расточном (единичное производство), многооперационном (серийное) или агрегатном (массовое) станках.
Моечная.
Контрольная.
Нанесение антикоррозионного покрытия.
Особенности обработки разъемных корпусов:
В маршрут обработки разъемных корпусов дополнительно к вышеприведенным операциям включают:
• обработку поверхности разъема у основания (фрезерная);
• обработку поверхности разъема у крышки (фрезерная);
• обработку крепежных отверстий на поверхности разъема основания (сверлильная);
• обработку крепежных отверстий на поверхности разъема крышки (сверлильная);
• сборку корпуса промежуточную (слесарно-сборочная операция);
• обработку двух точных отверстий (обычно сверлением и развертыванием) под цилиндрические или конические штифты в плоскости разъема собранного корпуса дальнейшая обработка корпуса производится в сборе.
Литература.
1. Балакшин Б. С. Теория и практика технологии машиностроения: В 2х книгах. -М: Машиностроение, 1982.
2. Колесов И. М Основы технологии машиностроения. - М: Высшая школа, 1999. - 591 с.
3. Марочник сталей и сплавов / В. Г. Сорокин, А. В. Волосникова, С. А. Вяткин и др. — М: Машиностроение, 1989. - 640 с.
4. Режимы резания металлов: Справочник / Ю. В. Барановский, Л. А. Брахман, А. И. Гдалевич и др. -М: НИИТАвтопром, 1995. - 456 с.
5. Технологичность конструкций изделий: Справочник / под ред. Ю. Д Амирова. -М: Машиностроение, 1985. - 368 с.
6. Технологичность конструкций / под ред. С. Д Ананьева, В. П. Купревича. -М.: Машиностроение, 1969. -424 с.
7. Технологический классификатор деталей машиностроении и приборостроении. - М: Издательство стандартов, 1987. - 256 с.
8. Соколовский А. П. Научные основы технологии машиностроения. - М: Машчиз, 1955.-517 с.
9. Митрофанов С. П. Групповая технология машиностроительного производства. В 2х томах. - Я: Машиностроение, 1983.
10. Технология машиностроения (специальная часть). / А. А. Гусев, Е. Р.
Ковальчук, И. М. Колесов и др. -М: Машиностроение, 1986. - 480 с.
11. Обработка материалов резанием: Справочник технолога / под ред. А. А.
Панова. - М: Машиностроение, 1988. - 736 с.
12.Технология машиностроения. Часть П. Проектирование технологических процессов: Учебное пособие / под ред. С. Л. Мурашкина. - СПб.:
Издательство СПГТУ, 2000. - 498 с.
13 .Боровков В. М Производство и выбор заготовок: Методические указания по
дипломному проектированию. - Тольятти.: ТолПИ, 1986. - 20 с.
14. Михайлов А. В. Проектирование технологических процессов изготовления деталей: Учебное пособие к курсовому и дипломному проектированию. -Тольятти.: ТолПИ, 2000.
15. Крагельский И. В. Трение и износ. -М: Машиностроение, 1968. - 480 с.
16. Станочные приспособления: Справочник. В 2х томах // Том 1 под ред. Б. Н. Вардашкина, А. А. Шатилова. Том 2 М: Машиностроение, 1984. - 592 с.
17. Михайлов А. В. Базирование и технологические базы. — Тольятти.: ТолПИ, 1994.-30 с.
18. Справочник технолога-машиностроителя. В 2х томах. / под ред. А. Г. Косиловой, Р. К. Мещерякова. -М: Машиностроение, 1985.
19. Чарпко Д В. Основы выбора технологического процесса механической обработки. -М: Машчиз. 1963. -320 с.
20. Михайлов А. В. План изготовления детали. - Тольятти. ТолПИ, 1996. - 35 с.
21. Размерный анализ технологических процессов. / под ред. В. В. Матвеева. -М: Машиностроение, 1982. - 543 с.
22. Точность и производственный контроль в машиностроении. Справочник. / И. И. Болонкин и др. - Л.: Машиностроение, 1983. - 368 с.
23. Кузнецов Ю. И., Маслов А. П., Бажов А. И. Оснастка для станков с ЧПУ: Справочник. _М: Машиностроение, 1983. -359 с.
24. Краткий справочник металлиста / под общей ред. П. Н. Орлова, Е. А. Скороходова. -М: Машиностроение, 1987. -960 с.
25. Кован В. М Основы технологии машиностроения. - М: Машиностроение, 1959.-352 с.
26. Михайлов А. В. Обработка на агрегатных станках. - Тольятти.:ТолПИ, 2000. -69с.
27. Михайлов А. В. Обработка на многошпиндельных токарных станках. -Тольятти.: ТолПИ, 1996. - 26 с.
28. Одинцов Л. Г. Упрочнение и отделка деталей поверхностным пластическим деформированием: Справочник. -М: Машиностроение, 1987. - 327 с.
29. Подурав В. Н, Камалов В. С. Физико-химические методы обработки. - М Машиностроение, 1973. -346 с.
30. Справочник нормировщика-машиностроителя. В 4х томах. Том 1. Основы технического нормирования / под ред. А Д Гольцова - М: Машчиз, 1959. -676 с.
31. Акулич И Л Программирование в примерах и задачах. - М: Высшая школа, 1993.-336 с.
32. Бережная Е. В., Бережной В. И. Математические методы моделирования экономических систем: Учебное пособие - М: Финансы и статистика.
33. Мурахтанова Н. М
34. Михайлов А В. Определение основного технологического времени при обработке резанием. - Тольятти.: ТолПИ, 1999. - 50 с.
35. Нормативы времени.
36. Охрана труда в машиностроении: Учебник для машиностроительных ВУЗов / под ред. Е Я. Юдина, С. В. Белова - М: Машиностроение, 1983. - 432 с.
37. Справочная книга по охране труда в машиностроении / под ред. О. Н. Русака. -Л: Машиностроение, ленинградское отделение, 1989. -541 с.
38. Расчет припусков и межпереходных размеров в технологии машиностроения: Учебное пособие / Я. М Радневич, В. А Тимирезев, А Г. Схиртладзе и др. -Тамбов.: Издательство Тамбовского гос. технического университета, 2000. -340с.
39. Михайлов А В. Оформление документов на технологические процессы обработки резанием. - Тольятти. ТолПИ, 2001.
40. Маталин А. А Технология машиностроения. - Л: Машиностроение, 1985. -496с.
41. Общемашиностроительные нормативы времени на слесарно-оборочные и слесарные работы по сборке машин. Массовое и крупносерийное производство. — М Машиностроение, 1973. — 148с.
42. Общемашиностроительные нормативы времени на слесарную обработку и слесарно-сборочные работы по сборке. Мелкосерийное и единичное производства - М: Машиностроение. 1976. - 235 с.
43. Новиков М П. Основы технологии сборки машин и механизмов. М: Машиностроение, 1980. -592 с.
44. Сборка и монтаж изделий машиностроения: Справочник. В 2х томах. Том 1. Оборка изделий маци1остроения / под ред. В. С. Корсакова, В. К Замятина -М: Машиностроение, 1983. -480 с,
45. Шарин Ю. С. Технологическое обеспечение станков с ЧПУ. - М: Машиностроение, 3 986. -176 с.
46. Определение экономической эффективности металлорежущих станков с ЧПУ. Инструкция МУ 2.5-81. -М:НИИМАЩ 1981.-104 с.
47. Кузнецов Ю. И, Машов А Р., Бажов А Н Оснастка для станков с ЧПУ. Справочник. -М: Машиностроение, 1983. -359 с.
48. Дерябин А Л Программирование технологических процессов для станков с ЧПУ. -М: Машиностроение, 1984. -224 с.
Дата добавления: 2020-10-14; просмотров: 1151;
Поиск по сайту
Узнать еще
- А) нанесение осей и контуров здания; б, в) разметка и вычерчивание деталей фасада; г) нанесение размеров и оформление
- А) сетка координационных осей; б) привязка стен, разметка перегородок; в) вычерчивание деталей; г) нанесение размеров и оформление
- Автоматические и полуавтоматические линии по обработке деталей и изделий
- Автоматический контроль точности размеров и формы деталей. Разновидности контроля. Использование информации, полученной при контроле,
- Автоматическое изготовление чертежей
- Архитектурных и конструктивных деталей
- БАЗИРОВАНИЕ ДЕТАЛЕЙ
- Базирование деталей на операциях механической обработки

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
