Методы ручной формовки в литейном производстве: виды и применение
Ручная формовка представляет собой один из ключевых процессов в литейном производстве, используемый для изготовления разовых литейных форм. Выбор конкретного метода зависит от конфигурации будущей отливки и технологических условий на производстве. Широко применяются такие способы, как формовка по моделям в почве (кессоне), в опоках, с подрезкой, с отъемными частями и по скелетным моделям. Каждая из этих методик предназначена для решения определенных технических задач, обеспечивая качественное изготовление сложных деталей. Далее рассматриваются наиболее распространенные методы, их последовательность и особенности применения в промышленных условиях.
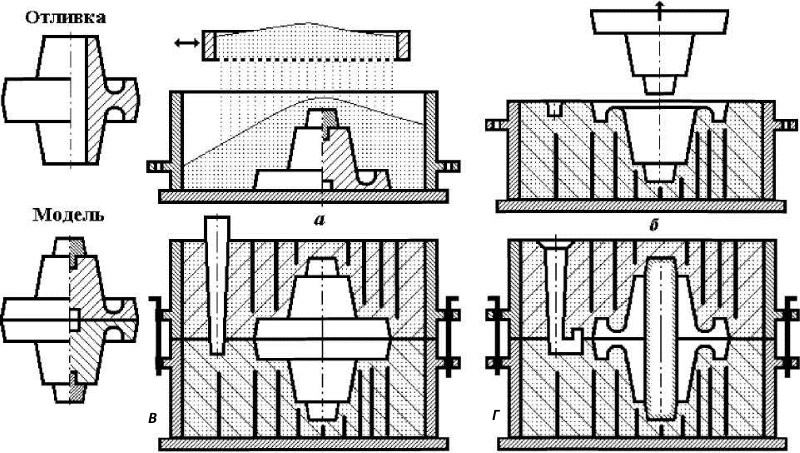
Формовка по разъемной модели считается наиболее универсальным и часто используемым способом. Процесс начинается с изготовления нижней полуформы, в которую укладывается и уплотняется половина модели. На следующем этапе создается верхняя полуформа; для этого нижнюю часть переворачивают, устанавливают вторую половину модели, монтируют модели шлакоуловителя, стояка и выпоров. Плоскость разъема, или лад формы, посыпают разделительной смесью на основе графита или мелкотертого кварцевого песка, после чего устанавливают верхнюю опоку, уплотняют в ней смесь и извлекают модели элементов литниковой системы. После снятия и переворота верхней полуформы из обеих частей извлекают модельный комплект и выполняют сборку формы. Готовая к заливке расплавом собранная форма демонстрирует завершенность этого технологического цикла (рис. 3.6, а-г).
В случаях, когда геометрия отливки препятствует свободному извлечению модели, стандартную процедуру модифицируют. Например, для отливки, представленной на рисунке 3.7, а, невозможно извлечь модель без разрушения части формы, обозначенной как объем «К». В таких ситуациях применяется формовка с подрезкой. После уплотнения и переворота нижней полуформы указанный объем смеси аккуратно срезают, а образовавшуюся поверхность тщательно заглаживают. При последующем изготовлении верхней полуформы на месте удаленного объема формируется болван, а разъем формы становится фасонным. Для серийного производства данного типа отливок используют фасонные модельные плиты, которые оснащаются специальной кольцевой моделью для оформления полости подрезки, что значительно повышает эффективность процесса (рис. 3.7, г).
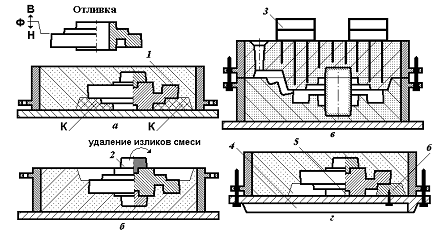
Рис. 3.7. Формовка с подрезкой: а - уплотненная нижняя полу форма; б - нижняя полуформа после удаления излишков смеси; в - форма в сборе; г - формовка по фасонной модельной плите; 1 - модель; 2 - модель верхнего знака; 3 - груз; 4 - модельная плита; 5 - гнездо знаков; 6 - модель подрезки; К - объем смеси, препятствующей извлечению модели; Ф - плоскость разъема полуформ; н - направление «верх» и «низ» по отношению к плоскости разъема полуформ
Для изготовления отливок со сложной конфигурацией и выступающими элементами применяется формовка по модели с отъемными частями. Этот метод незаменим, когда стандартная разъемная модель не позволяет извлечь ее части из уплотненной формовочной смеси без повреждения. Конструктивно отъемные части могут крепиться различными способами, например, с помощью штифтов или по принципу «ласточкин хвост». Технологический процесс предполагает уплотнение смеси до уровня верхней плоскости отъемного элемента, после чего извлекаются крепежные элементы, такие как штифт или шпилька, и уплотнение смеси завершается. Последовательность операций и направления извлечения компонентов подробно показаны на рисунке 3.8 (а-г).
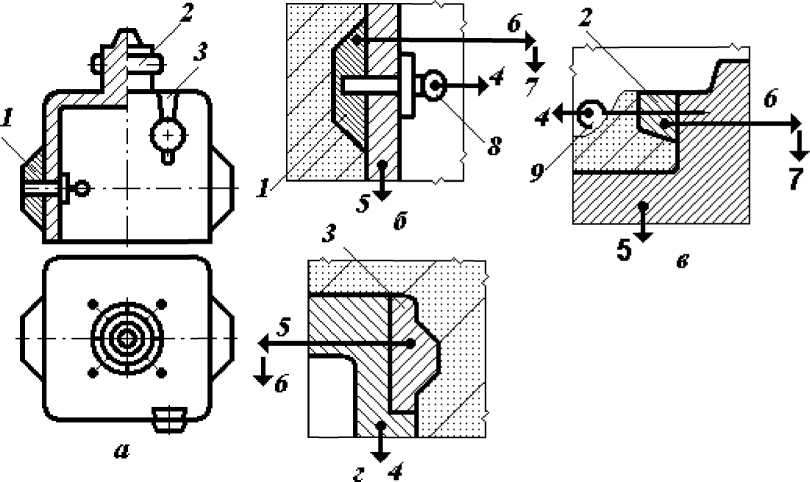
Рис. 3.8. Формовка по модели с отъёмными частями: а - модель; б, в, г, - последовательность выполнения операций 4, 5, 6, 7 формовки; 1,2, 3 - виды отъемных частей; 8 - штифт, 9 - шпилька; стрелками показаны перемещения отъемных частей, штифтов и шпилек
В литейной практике встречаются ситуации, когда размещение модели на стандартной плоской подмодельной плите невозможно. Для решения этой проблемы используется методика формовки с фальшивой опокой. Ключевой особенностью является то, что фальшивая опока не участвует в непосредственной заливке металлом. Ее функциональное назначение заключается в выполнении роли фигурной модельной плиты на этапе формовки, обеспечивая необходимое пространственное положение модели и оформляя сложную поверхность разъема формы. Этот вспомогательный инструмент позволяет создавать точные и качественные литейные формы для деталей нестандартной геометрии, демонстрируя гибкость ручных методов формовки.
Сведения об авторах и источниках:
Авторы: Башнин Ю.А., Ушаков Б.К., Секей А.Г., Геллер Ю.А., Рахштадт А.Г., Третьякова Н.В., и др.
Источник: Основы производства металлов.
Данные публикации будут полезны студентам технических специальностей, начинающим специалистам в области металлургии и машиностроения, а также всем, кто интересуется основами промышленного производства.
Дата добавления: 2025-10-05; просмотров: 317;
Поиск по сайту
Узнать еще
- ChatGPT для преподавателей: как использовать функции ИИ в обучении (практическое применение, преимущества, ограничения)
- Автоматизация и современные материалы в литейном производстве: технологии и перспективы
- Активные методы обучения в психологии: теория и практика применения
- Безопасность работы и методы установки подшипников
- Бутовая кладка, и ее виды
- Виды вкладов и операции с ценными бумагами в Сбербанке России
- Виды вредных веществ и их нормирование
- Виды и конструкции лесных полос

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
