Формовочные и стержневые смеси в литейном производстве: состав, свойства и модельные комплекты
Для изготовления разовых литейных форм и стержней применяют разнообразные формовочные и стержневые смеси. Основу наиболее распространенных песчано-глинистых формовочных смесей составляет кварцевый песок, выполняющий роль наполнителя. В качестве связующего вещества в состав смеси вводят глину (до 10–15%) и воду (примерно 5% сверх 100%). Дополнительно используются специальные добавки, призванные обеспечить комплексу необходимые технологические характеристики для успешного проведения процесса литья.
Ключевыми свойствами формовочных смесей являются огнеупорность, прочность, пластичность, газопроницаемость, податливость и противопригарность. Огнеупорность определяется как способность материала формы выдерживать высокие температуры расплавленного металла без оплавления или пригорания к поверхности отливки. Прочность характеризует сопротивляемость формы разрушающим усилиям при ее сборке, транспортировке и заливке металлом, которая повышается с увеличением содержания глины и уменьшением размера зерен песка.
Податливость — это свойство, позволяющее смеси сжиматься при усадке отливки, предотвращая тем самым образование трещин. Для повышения этого параметра в состав вводят выгорающие добавки, такие как древесные опилки или торф, которые после выгорания создают поры. Пластичность обеспечивает четкое воспроизведение отпечатка модели и зависит от оптимального соотношения глины и воды. Газопроницаемость отвечает за отвод газов из полости формы и тем выше, чем крупнее песок и меньше содержание глины.
В зависимости от функционального назначения формовочные смеси подразделяются на облицовочные, наполнительные и единые. Облицовочная смесь представляет собой свежеприготовленный, высококачественный материал, который непосредственно контактирует с жидким металлом и формирует качество поверхности отливки. Для заполнения остального объема формы применяется более дешевая наполнительная смесь, часто представляющая собой регенерированную отработанную смесь. В условиях машинной формовки широко используются единые смеси, обладающие усредненными составом и свойствами.
Стержни в процессе литья находятся в более тяжелых условиях, чем сама форма, поскольку окружены расплавленным металлом со всех сторон. В связи с этим стержневые смеси должны обладать улучшенными эксплуатационными характеристиками. Для придания необходимой прочности в них применяют специальные связующие вещества (крепители), например, синтетические смолы или природные полимеры, которые при сушке прочно скрепляют частицы песка. После уплотнения в стержневом ящике стержни подвергают обязательной тепловой обработке для приобретения требуемой твердости.
Важнейшим элементом технологической оснастки является модельный комплект. Это комплект формообразующих изделий, необходимых для формирования рабочей полости литейной формы. В стандартный модельный комплект входят модели, стержневые ящики, модели элементов литниковой системы, а также формовочные, контрольные и сборочные шаблоны. Конструкция комплекта определяется конфигурацией отливки и способом изготовления формы. Для мелкосерийного производства комплект изготавливают из дерева, а для серийного — из металла или пластмасс.
Разработка чертежа модели и стержневого ящика требует выполнения нескольких обязательных условий. Прежде всего, необходимо предусмотреть возможные упрощения конфигурации отливки. Например, для детали, изображенной на рис. 3.5, целесообразно отливать фланец без отверстий диаметром 22 мм, поскольку создание длинных тонких отверстий с помощью стержней значительно усложняет процесс формовки. Также критически важен корректный выбор поверхности разъема модели и формы (обозначаемой «МФ»), который должен обеспечивать легкое извлечение моделей из форм.
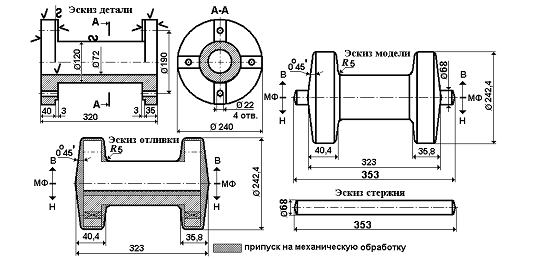
При проектировании необходимо учитывать, что литейные дефекты, такие как усадочные раковины, газовые раковины и шлаковые включения, чаще образуются в верхней части отливки. Следовательно, наиболее ответственные поверхности изделия рекомендуется располагать в нижней части формы. На все обрабатываемые впоследствии резанием поверхности назначаются припуски на механическую обработку. Для облегчения извлечения модели из формы и стержня из ящика на поверхностях, перпендикулярных плоскостям разъема, предусматриваются литейные уклоны.
Графическое выполнение элементов литейных форм и отливок, включая назначение литейных радиусов, формовочных уклонов и размеров стержневых знаков, регламентировано соответствующими государственными стандартами. Указанные модификации преобразуют чертеж детали в чертеж отливки. Все размеры на полученном чертеже увеличивают на величину линейной усадки сплава, после чего он становится модельным чертежом, служащим основанием для изготовления оснастки.
Сведения об авторах и источниках:
Авторы: Башнин Ю.А., Ушаков Б.К., Секей А.Г., Геллер Ю.А., Рахштадт А.Г., Третьякова Н.В., и др.
Источник: Основы производства металлов.
Данные публикации будут полезны студентам технических специальностей, начинающим специалистам в области металлургии и машиностроения, а также всем, кто интересуется основами промышленного производства.
Дата добавления: 2025-10-05; просмотров: 390;
Поиск по сайту
Узнать еще
- Автоматизация и современные материалы в литейном производстве: технологии и перспективы
- Агроценозы и экосистемы: различия, свойства и устойчивость
- Депрессии у людей с обсессивными (ананкастичными) свойствами личности
- Живое вещество Вернадского: свойства, функции и роль в биосфере
- Литейные стали и алюминиевые сплавы: производство, свойства и применение
- Литье в разовые формы: технология и литейные свойства сплавов
- Лупа. Определение увеличения лупы. Самодельные лупы
- Магнетизм. Свойства магнитов

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
