Методы контроля линейных размеров
а) Контроль валов. В зависимости от номинальных размеров и классов точности диаметры валов необходимо проверять универсальными средствами измерений, калибрами, контрольными приспособлениями и приборами.
Универсальные средства измерений (штангенциркули, микрометры, индикаторные скобы — по ГОСТ 5701-51 и др.) дают возможность определения действительных размеров. Однако пользование ими сравнительно трудоемко, требует навыков и может быть рекомендовано лишь для выборочных измерений.
Калибры (скобы двусторонние и односторонние, нерегулируемые и регулируемые) и контрольные приспособления «светофорного» типа с электроконтактными датчиками (см. фиг. 11) применяют во всех случаях, когда не требуется знать действительные отклонения проверяемых размеров.
При необходимости определения действительных величин диаметров проверяемых валов, при сортировке деталей для сборки методом группового подбора и других подобных целей для проверки валов необходимо предусматривать контрольные приспособления с индикаторами, миниметрами и другими измерительными устройствами или приборы: пневматические микромеры со специальными скобами; приборы типа «Микрозис», построенные на сочетании оптического рычага с пружинной передачей; контрольно-сортировочные автоматы и полуавтоматы.
б) Контроль отверстий. Диаметры отверстий, как и валов, можно проверять универсальными средствами измерений, калибрами, контрольными приспособлениями и приборами.
Среди универсальных средств измерения отверстий наиболее распространены штангенциркули, микрометрические штихмасы и индикаторные нутромеры. Измерение штангенциркулем характеризуется значительными погрешностями и возможностью проверки отверстия на небольшой глубине, ограничиваемой малой длиной губок.
Микрометрический штихмас требует значительных навыков в пользовании и не может применяться для отверстий менее 50 мм. С индикаторным нутромером также могут работать только лица достаточно высокой квалификации.
Приведенные недостатки универсальных средств измерения отверстий исключают их применение в условиях сплошного 100-процентного контроля при крупносерийном и массовом производстве.
В указанных условиях и при отсутствии необходимости определения действительных отклонений диаметров отверстий можно применять калибры (проходные и непроходные пробки — полные, неполные и листовые; штихмасы).
При необходимости определения действительных размеров диаметров отверстий и при сортировке деталей для сборки методом группового подбора необходимо предусматривать контрольные приспособления или приборы: пневматические микромеры со специальными пробками, различные простые контрольные приспособления с индикаторами часового типа, миниметрами, и т. п.
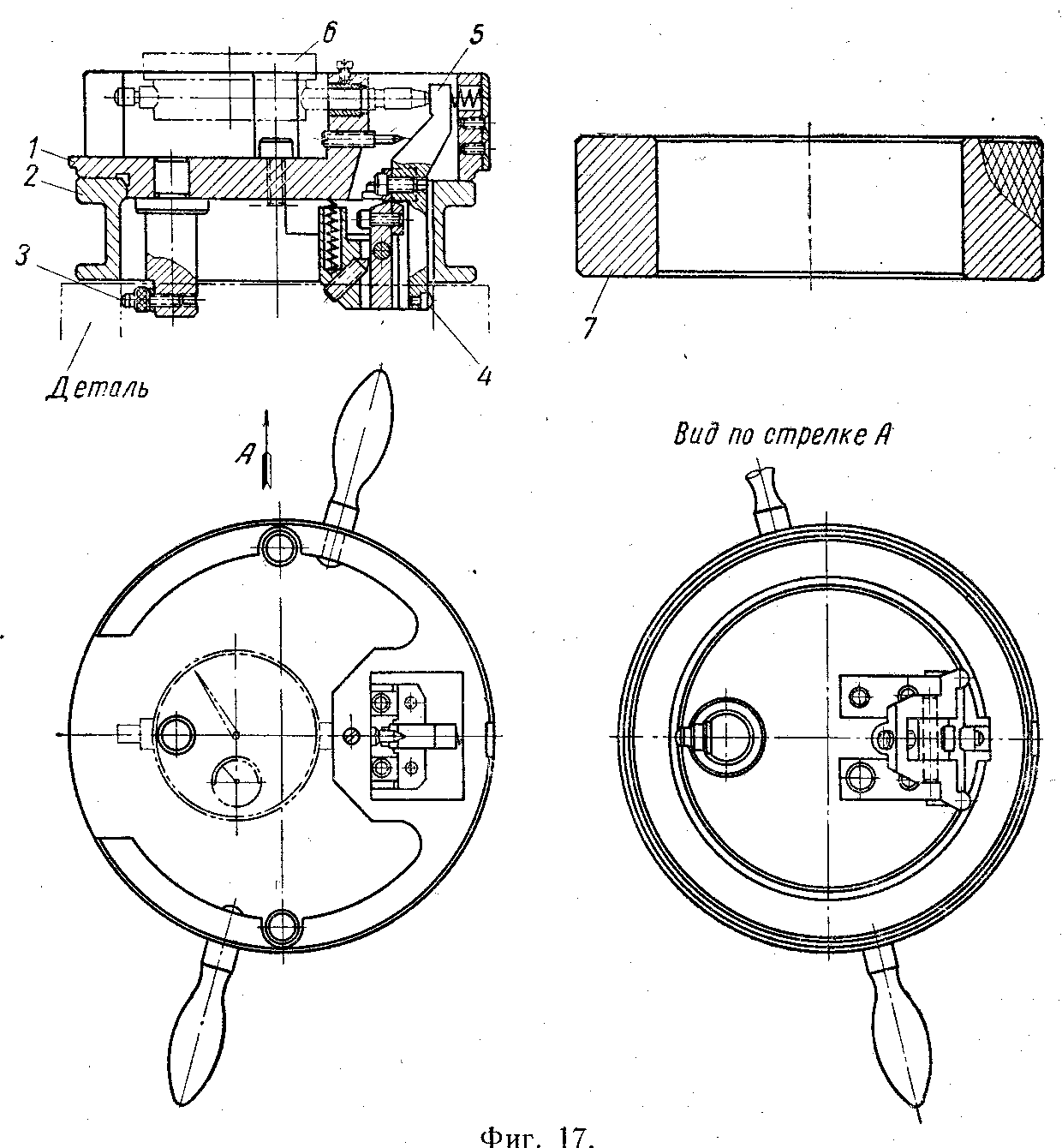
На фиг. 17 приведен пример подобного контрольного приспособления с индикатором для проверки короткого отверстия значительного диаметра. Приспособление состоит из соединенных между собой корпуса 1 и кольца 2. При измерении кольцо 2 опирается на торец проверяемого отверстия детали. Проверка производится между двумя наконечниками приспособления: неподвижным — упорным 3 и подвижным — измерительным 4, которые соприкасаются с двумя диаметрально противоположными образующими проверяемого отверстия. Положение измерительного наконечника 4 через рычаг 5, подвешенный на плоской пружине, передается на индикатор 6. Настройка индикатора на нулевое деление .производится по образцовой детали 7.
Описанное приспособление предназначено для проверки отверстия диаметром 110 А, имеющего длину 12 мм. При такой малой длине отверстия относительно его диаметра для осуществления измерения необходима вспомогательная база, в качестве которой использован торец детали. Учитывая, что измерение отверстия ведут в плоскости, близко расположенной от вспомогательного торца (на расстоянии 6 мм), возможный перекос торца относительно проверяемого отверстия, если он и имеет место, не вызовет заметной погрешности измерения.
Контроль всевозможных иных линейных размеров (помимо диаметров валов и отверстий) осуществляют принципиально подобными же средствами измерения: универсальными инструментами, калибрами, контрольными приспособлениями и приборами.
Дата добавления: 2020-02-05; просмотров: 2375;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
