Приспособление для проверки крестовины
На фиг. 324 приведен чертеж крестовины. В этой детали должны быть обеспечены проверкой следующие технические условия:
а) отклонение от взаимной перпендикулярности общих осей двух пар цапф в пределах 0,15 мм на длине 195 мм;
б) отклонение от нахождения общих осей двух пар цапф в одной плоскости в пределах 0,1 мм.
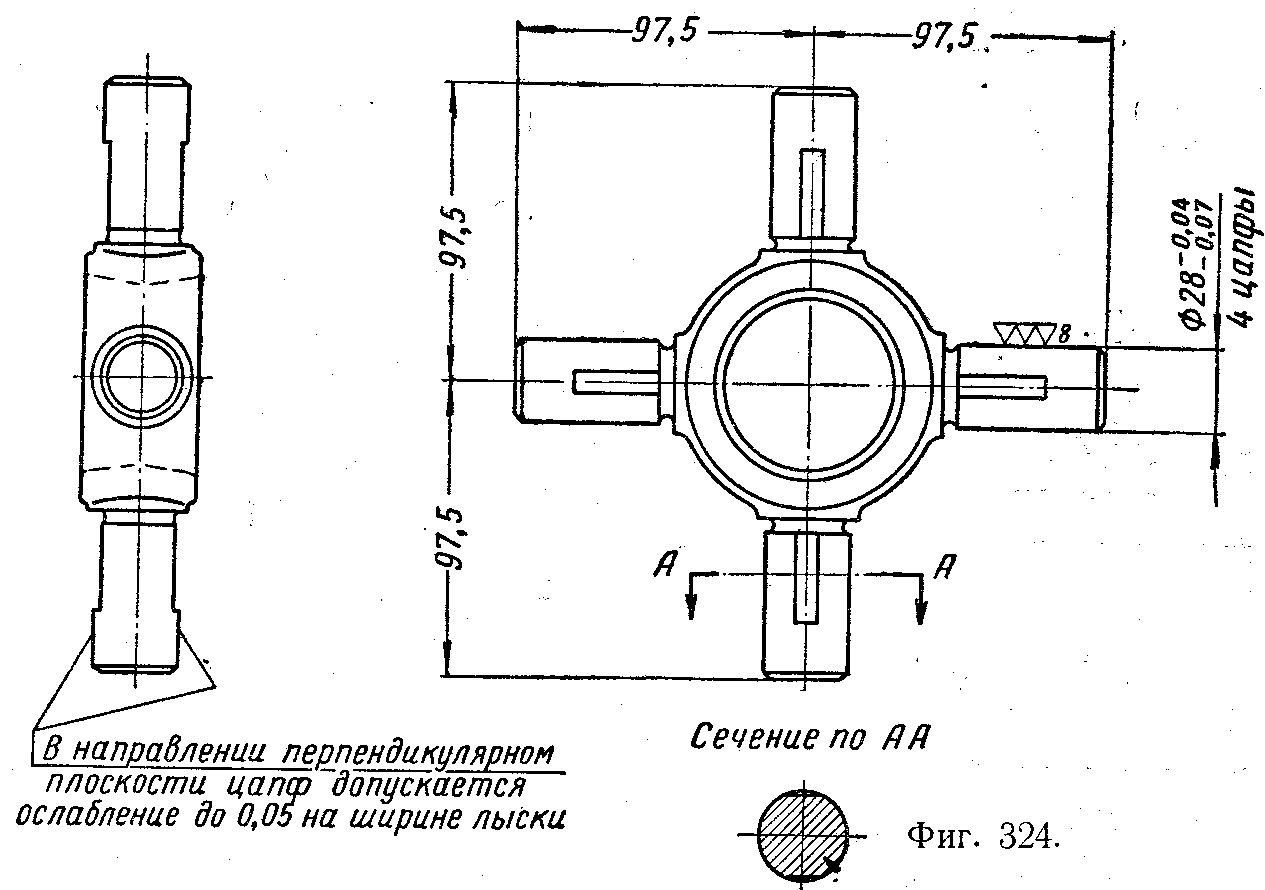
Проверять на проектируемом приспособлении следует полностью законченную обработкой крестовину, причем контроль должен производиться по поверхностям цапф, имеющим размер диаметра  .
.
Для проверки взаимной неперпендикулярности общих осей двух пар цапф может быть спроектировано весьма простое приспособление, схематически изображенное на фиг, 325. Крестовина, лежащая на четырех опорах 1, тремя цапфами упирается в три базовых штифта 2. По образующей четвертой цапфы, через промежуточный ножеобразный штифт 3, индикатором 4 регистрируется величина отклонения от прямого угла.
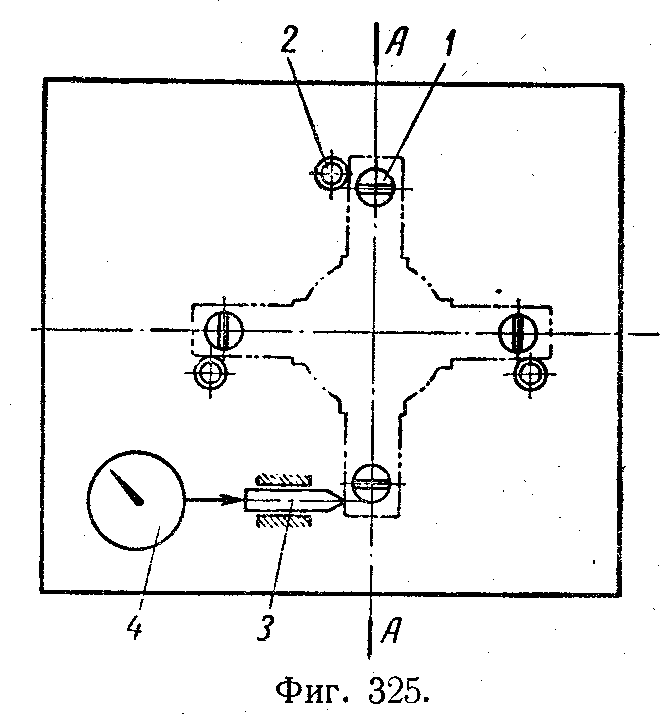
Проверку производят дважды « переворачиванием крестовины. Применение метода двойного замера имеет в данном случае следующие преимущества:
1) исключается погрешность за счет изменения размеров цапф в пределах поля допуска на диаметр (диаметр );
2) исключается необходимость в установе или образцовой детали для настройки индикатора приспособления на нулевое деление; величина отклонения определяется по разности двух показаний индикатора;
3) повышаются точность и наглядность измерения, так как разность двух показаний индикатора дает удвоенную величину имеющегося отклонения. Так, в данном случае отклонение от перпендикулярности, допускаемое чертежом в пределах 0,15 мм,на концах цапф будет соответствовать разности показаний индикатора по двум замерам 0,3.
Некоторым неудобством работы на приспособлении является то, что поворот крестовины при повторном измерении не может быть произвольным. Крестовина должна быть повернута только вокруг оси А—А приспособления.
Проверка отклонения от нахождения цапф в одной плоскости при помощи приспособления, построенного по аналогичному принципу, исключена вследствие возможного местного ослабления цапф по диаметру до 0,05, что разрешается чертежом детали (см. фиг. 324). Это ослабление получается при шлифовании за счет наличия лысок и может быть неравномерным с двух сторон цапф. Если измерение нахождения цапф в одной плоскости производить по образующим в местах допустимого местного ослабления, то можно получить значительную погрешность, так как эти места не дают понятия о действительном положении осей цапф.
Для того чтобы обойти ослабленные участки в качестве базирующих и измерительных элементов, можно применять призмы, как это сделано в конструкции, приведенной на фиг. 326. Три цапфы концами опираются на призмы 1, имеющие постоянную высоту, а по положению четвертой призмы 2, имеющей вертикальное перемещение, судят о нахождении осей цапф в одной плоскости. Для контроля положения призмы 2 по высоте предусмотрен индикатор 3 с рычажной передачей.
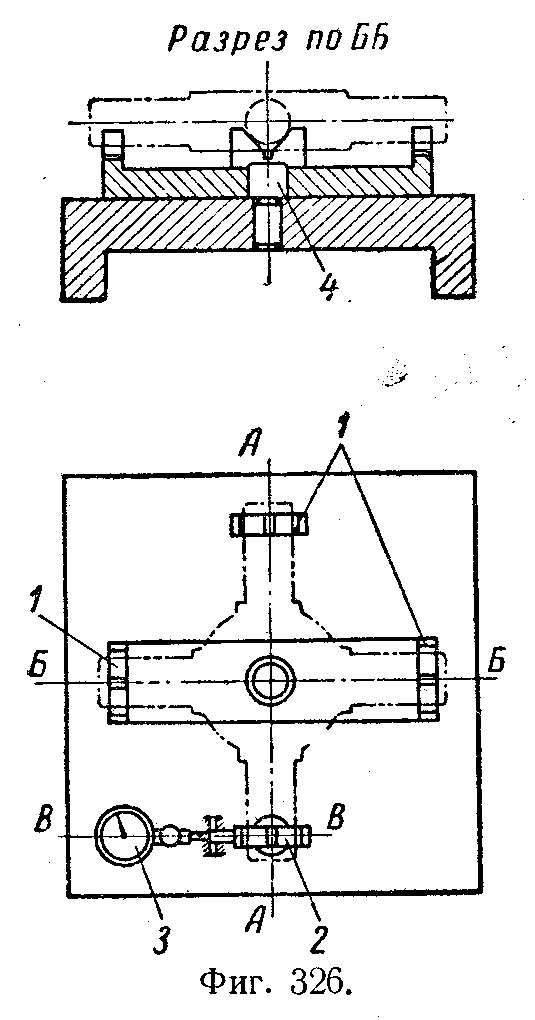
Так как крестовина в то же время имеет неперпендикулярность осей цапф в пределах, разрешаемых ее чертежом, то, очевидно, она может не лечь одновременно на четыре жестко расположенные призмы. Для того чтобы обеспечить прилегание цапф ко всем четырем призмам, необходимо предусмотреть возможность установки призм по проверяемой детали. Поэтому, как видно на схеме, две призмы имеют угловое перемещение, поворачиваясь вокруг пальца 4.
Если проконтролировать величину углового поворота этих призм, то на данном приспособлении можно проверить и неперпендикулярность цапф, объединив проверку обоих элементов детали на одном приспособлении. Однако при данной конструкции, для проверки методом двойного замера крестовина должна перекладываться с поворотом вокруг оси В—В для того, чтобы в измерение не вошла погрешность (см. стр. 223).
за счет изменения положения по высоте подвижной призмы, вызываемого колебаниями действительных размеров цапф в пределах поля допуска на диаметр (ø ).
Следовательно, при проверке на описанном приспособлении одновременно двух элементов пришлось бы производить перекладывание детали три раза, наворачивая ее один раз вокруг оси А—А и другой — вокруг оси В—В.
При таком способе проверки пользование приспособлением настолько усложняется, что возможно возникновение большого количества грубых ошибок. Вместе с тем объединение проверки обоих элементов на одном приспособлении являлось бы весьма удобным и рентабельным.
Прежде всего, необходимо попытаться освободиться от перемещения призмы, вызываемого изменением диаметра цапфы. Как известно из гл. VI, поворот призмы на 90° дает постоянство положения детали относительно призмы по вертикали независимо от диаметра цапфы. Следовательно, вопрос решается изменением конструкции призм, лежащих на оси А—А, с сохранением положения поворачивающихся призм, расположенных на оси В—В.
Обращает на себя внимание то, что при этом в обоих случаях биссектрисы призм оказываются перпендикулярны направлению измерения. Это исключает погрешности за счет изменения диаметров базовых цапф.
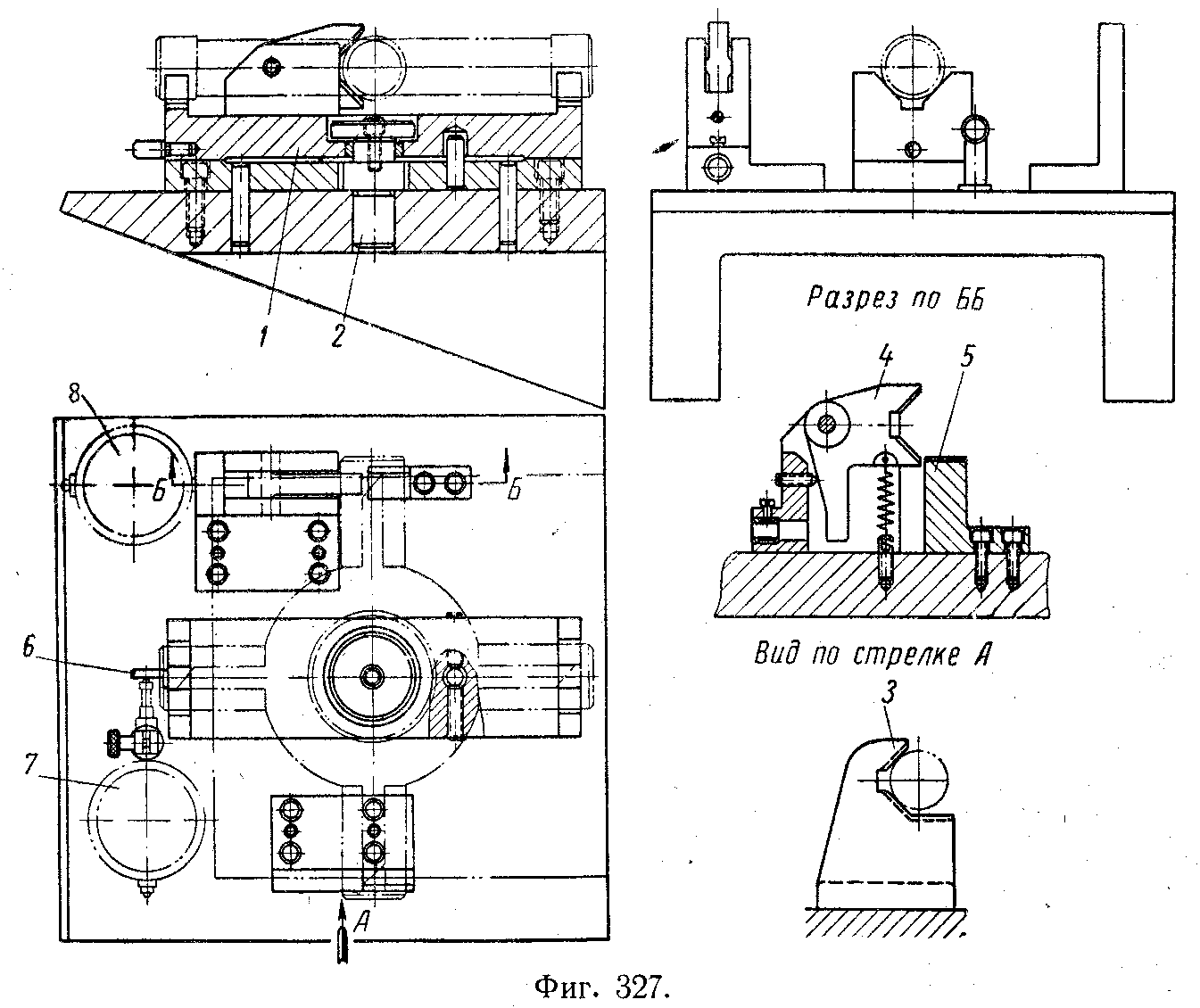
На фиг. 327 показано приспособление, построенное по этому принципу.
Крестовина двумя цапфами устанавливается на призмы 1, поворачивающиеся вокруг пальца 2. Одновременно двумя другими цапфами деталь прижимается к базовой призме 3 и качающейся призме 4. Плоскость Т и опора 5 служат для предварительной установки детали. Наклон всего приспособления благодаря скошенному основанию плиты обеспечивает более удобное прилегание к призмам 3 и 4.
Положение качающейся призмы 4, устанавливающейся по цапфе, регистрируется индикатором 8. Объединение в одной детали приспособления контролирующей призмы и передающего рычага значительно упрощает конструкцию и снижает погрешность измерения за счет уменьшения количества передающих звеньев. Разность двух показаний индикатора 8 при измерениях крестовины, поворачиваемой вокруг оси А—А,дает удвоенную против действительной величину отклонения цапф проверяемой детали от нахождения в одной плоскости.
Лапка 6, запрессованная в корпус поворачивающихся призм 1 – нажимает на измерительный наконечник индикатора 7, регистрирующего угловые отклонения осей цапф.
Измерение производится также с перекладыванием крестовины, поворачиваемой опять-таки вокруг оси А—А. Разность двух показаний индикатора так же дает удвоенную величину измеряемого отклонения от перпендикулярности общих осей цапф.
Последний — третий вариант приспособления наиболее удобен в пользовании, и погрешности измерения в нем сведены до минимума.. В то же время, несмотря на сравнительную сложность способа измерения, этот вариант конструктивно предельно прост и наиболее удобен в изготовлении.
Дата добавления: 2020-02-05; просмотров: 1462;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
