Пример расчета припусков на обработку.
Рассчитать 2Zmin :
2Zimin=2[(Rz+h)i-1+  ];
];
εi =0 погрешность установки в центрах равна нулю. т.е. формула принимает вид: 2Zimin=2[(Rz+h)i-1+  ] .
] .
Заготовка получена штамповкой на ГКМ, нормальной точности, массой 11,3 кг.
Rzi-1 =150 мкм, hi-1=250 мкм.
из таблиц справочной литературы. [3 с.63 табл. 4.3]
 (26)
(26)
где  –смещение поплоскости разъема матриц; =1 мм [22 с.187, табл.18];
–смещение поплоскости разъема матриц; =1 мм [22 с.187, табл.18];  - коробление заготовки.
- коробление заготовки.
=Δк  l, (27)
l, (27)
где Δк – удельная кривизна в мкм на 1 мм длины; Δк=1 мкм/мм [3 с. 71, табл. 4.8]; l – длина, l=138 (см. рис. 14);  =1 138=0,138
=1 138=0,138  0,14мм;
0,14мм;  - погрешность зацентровки вала на фрезерно-центровальном полуавтомате [3 с. 69]
- погрешность зацентровки вала на фрезерно-центровальном полуавтомате [3 с. 69]
 (28)
(28)
при α=90 (угол призмы) (установка вала на призмы с односторонним прижимом);  - допуск на изготовление базовой поверхности шеек, по которым осуществится базирование на призмы т.е. допуск на диаметр шеек заготовки,
- допуск на изготовление базовой поверхности шеек, по которым осуществится базирование на призмы т.е. допуск на диаметр шеек заготовки,  =3мм
=3мм
 мм;
мм;  мм;
мм;
2Zmin=2(150+250+1820)=2 2220 мкм.
Более подробно методика расчета припусков приведена в справочно-технической литературе [22], [8], [3], [21].
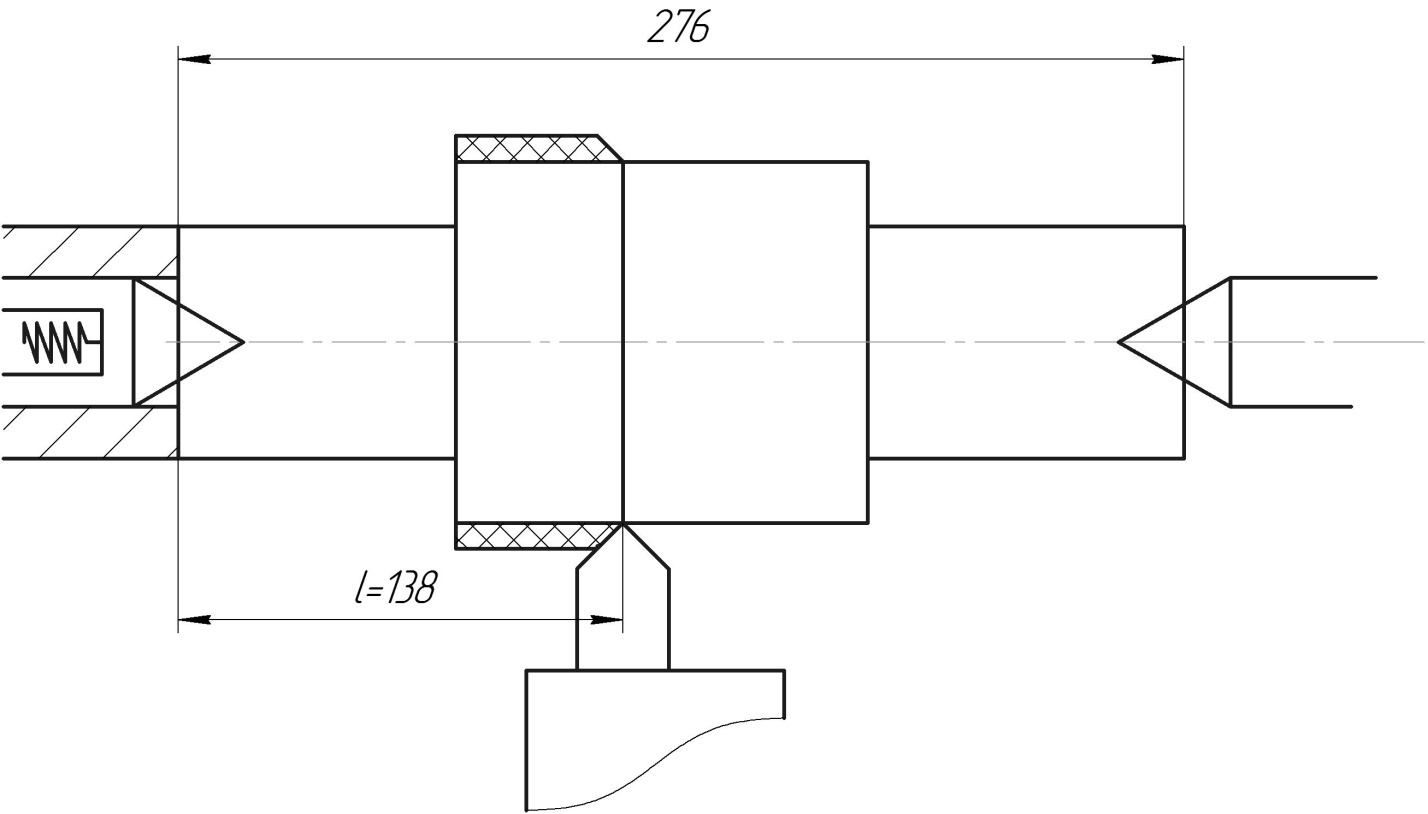
Рисунок 14. Обтачивание вала в центрах на настроенном оборудовании
Выбор оборудования, режущего инструмента,
Измерительных средств, приспособлений.
Выбор оборудования
Тип применяемого оборудования в значительной степени определяется типом производства (программой выпуска изделий).
В крупносерийном и массовом производстве широко используются автоматы и полуавтоматы одношпинлельные и многошпиндельные многопозиционные, агрегатные и специальные станки и автоматические линии.
В мелкосерийном и серийном производстве – станки с ЧПУ и многоцелевые станки.
Типоразмер (модель) станка можно выбрать сравнительно быстро на основании таких данных, как метод обработки, точность обработки, шероховатость, расположение и размеры обрабатываемой поверхности или габаритные размеры детали. Однако такой выбор еще не будет достаточно обоснованным. Окончательное решение по выбору станков можно принять после того, как будет более подробно разработана каждая операция: рассчитаны припуски на обработку, выбран режущий инструмент и назначены режимы резания, рассчитаны норы времени. После определения необходимого количества станков, исходя из заданной производительности, может измениться первоначальное решение по выбору типоразмера станка.
Это возможно в условиях массового производства, где необходимо стремиться, чтобы на операциях было занято не более одного-двух станков. В этом случае, если первоначально был, например, принят одношпиндеольный станок, может оказаться целесообразном его замена на многошпиндельный многопозиционный или даже специальный станок.
Дата добавления: 2022-02-05; просмотров: 511;
Поиск по сайту
Узнать еще
- C04 ППВ с комментариями и примерами
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- III. Биогеохимические циклы элементов и веществ (на примере основных биогенных элементов: углерод, азот, фосфор) и их количественные характеристики.
- IV. Примеры ситуационных задач
- V. ПРИМЕР РАСЧЕТА ФИЛЬТРА ВЫСОКИХ ЧАСТОТ ЧЕБЫШЕВА
- Автоматизация расчета и построения базовых конструкций одежды
- Актуальный пример разработки программы в случае моббинга
- Алгоритм расчета однофакторного дисперсионного анализа

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
