Установочные элементы
Разработанная теоретическая схема базирования реализуется в конструкции приспособления с помощью специальных деталей – установочных элементов, к которым предъявляются следующие основные требования:
1. Высокая износостойкость, достигаемая выбором соответствующего материала и химико–термической обработкой. Рекомендуемый материал – Сталь У7, У7А . . . У10, У10А с закалкой до твердости 50 . . .55 HRC, Сталь 20, 20Х с цементацией на глубину 0,8…1,2 мм и последующей закалкой до той же твердости (50 . . .55 HRC).
2. Должны обеспечивать высокую точность базирования. Установочные элементы изготавливают с жесткими допусками (по 6 . . .7 кв. точности) и шероховатостью рабочей поверхности Ra 0,63 мкм.
3. Быть удобными в эксплуатации и ремонте: легко очищаться от стружки, попадающей на установочные элементы при снятии обработанной детали, и быстро заменяться на новые по мере их износа.
Тип установочных элементов определяется геометрической формой, размерами и состоянием базовых поверхностей заготовки. Базирование заготовки может производиться по плоским, цилиндрическим (наружным и внутренним), коническим и сферическим поверхностям.
Большинство установочных элементов стандартизировано. Для базирования по плоским поверхностям применяются следующие установочные элементы:
1. Опоры постоянные: - с плоской головкой по ГОСТ 13440-68 – для базирования по обработанным поверхностям заготовок небольших размеров (рис. 16, б); - со сферической головкой по ГОСТ 13441-68 – для базирования по необработанным поверхностям всех заготовок (в том числе и крупных) (рис. 16, а); - с насеченной головкой по ГОСТ 4743-68 – для боковых необработанных поверхностей (рис. 16, в).
2. Опорные пластины по ГОСТ 4743-68 – для базирования по обработанным поверхностям средних и крупных заготовок:
- плоские целесообразно закреплять на вертикальных стенках корпуса (рис. 17, а).
- с косыми пазами (рис. 17, б) – устанавливают на горизонтальных поверхностях корпуса.
3. Регулируемые опоры (винты по ГОСТ4084-68, ГОСТ4086-68 и ГОСТ4740-68) (рис. 18).
4. Самоустанавливающиеся опоры применяют, если заготовка имеет сложную форму или необработанные поверхности и установить ее только на постоянные опоры трудно (рис. 19).
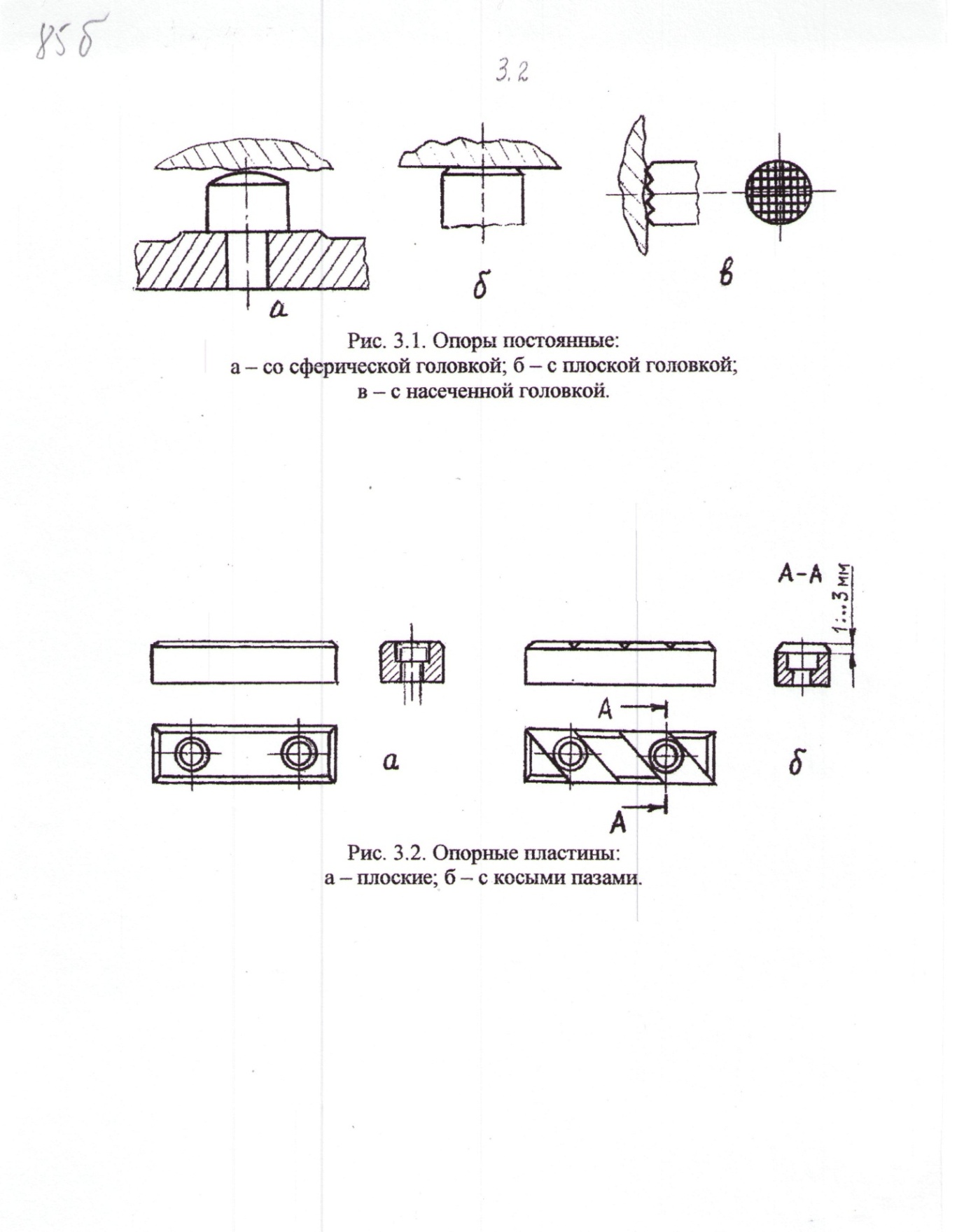
Рисунок 16. Опоры постоянные: а – со сферической головкой; б – с плоской головкой; в – с насеченной головкой.
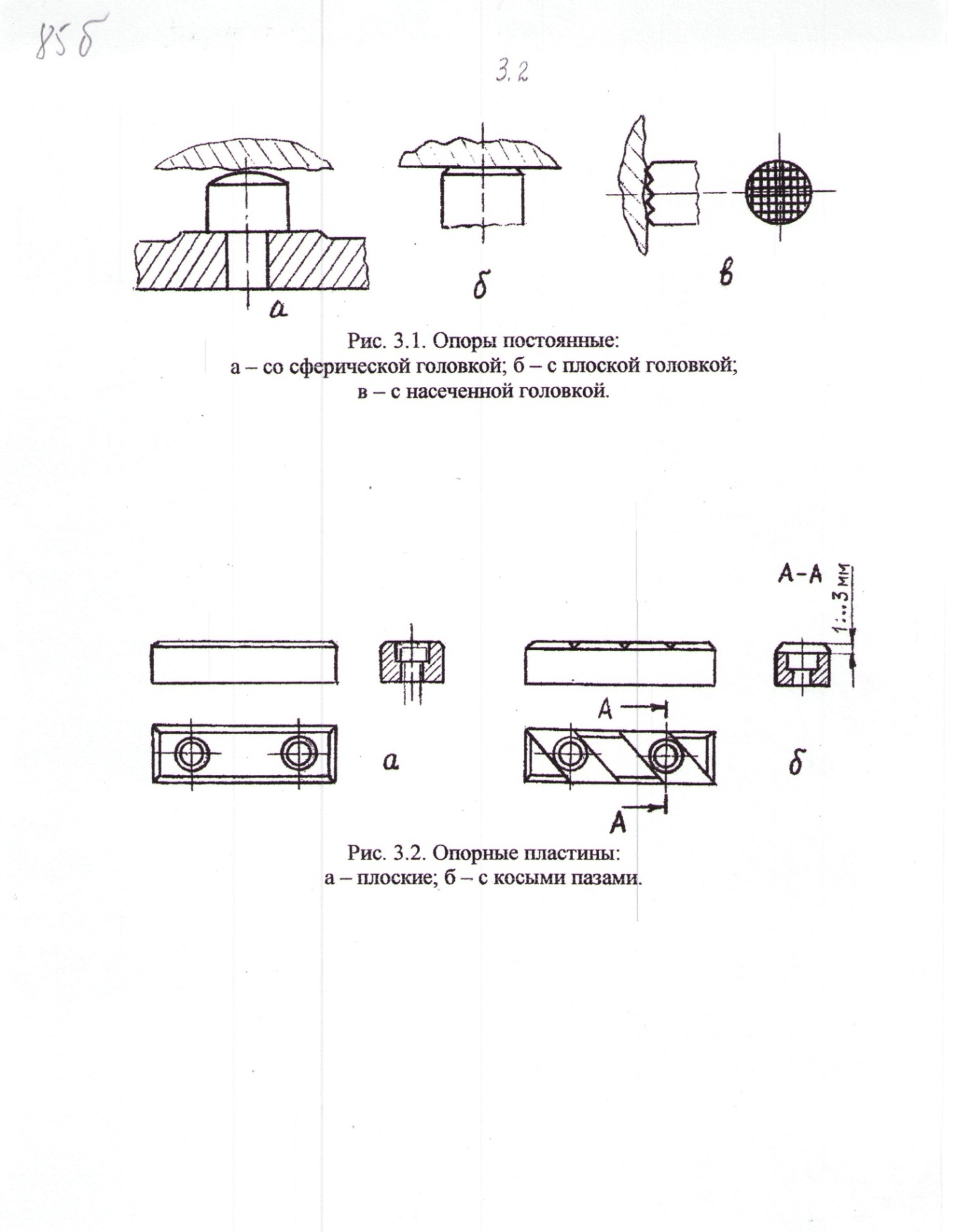
Рисунок 17. Опорные пластины: а – плоские, б – с косыми пазами
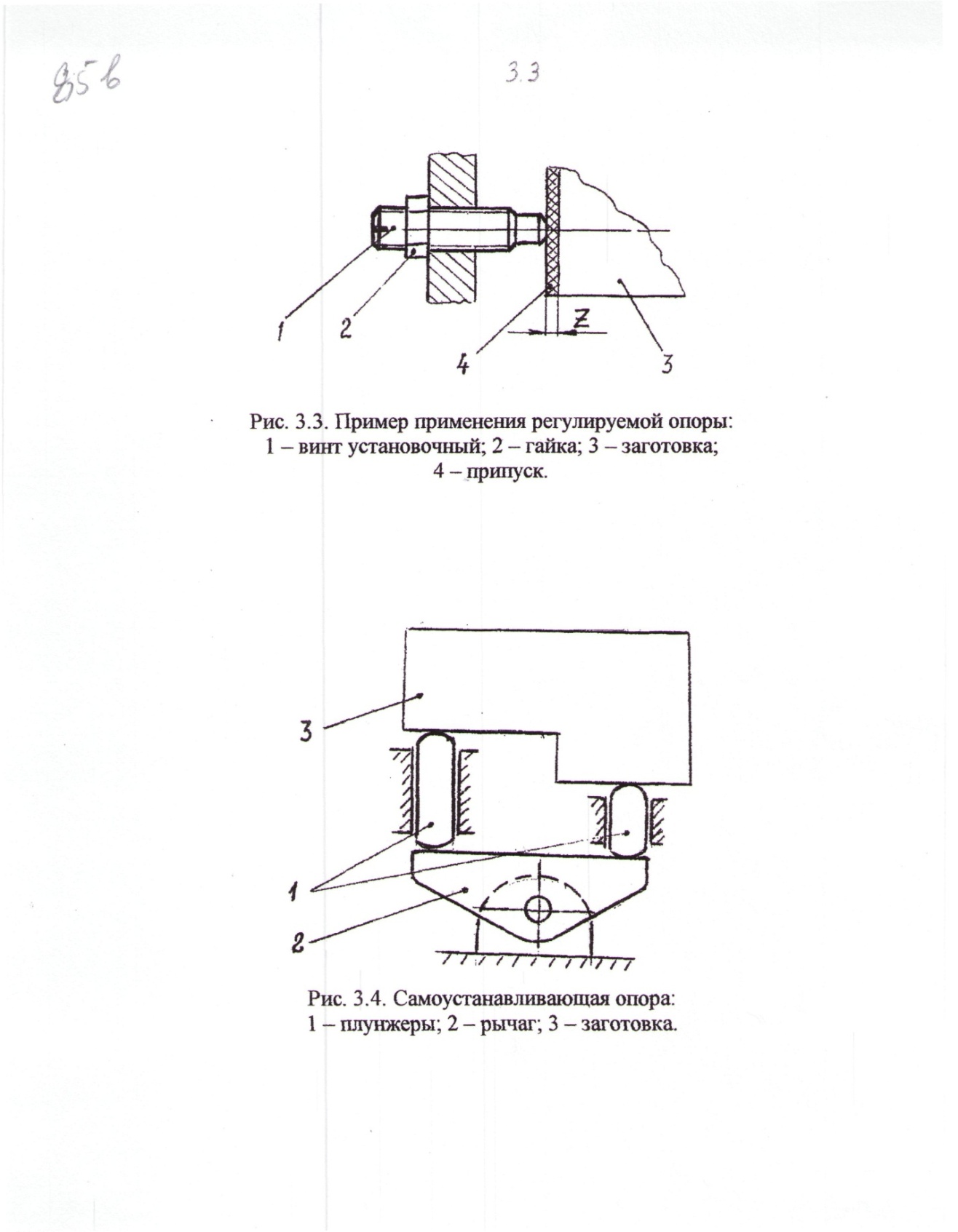
Рисунок 18. Пример применения регулируемой опоры: 1 – винт установочный; 2 – гайка; 3 – заготовка; 4 – припуск
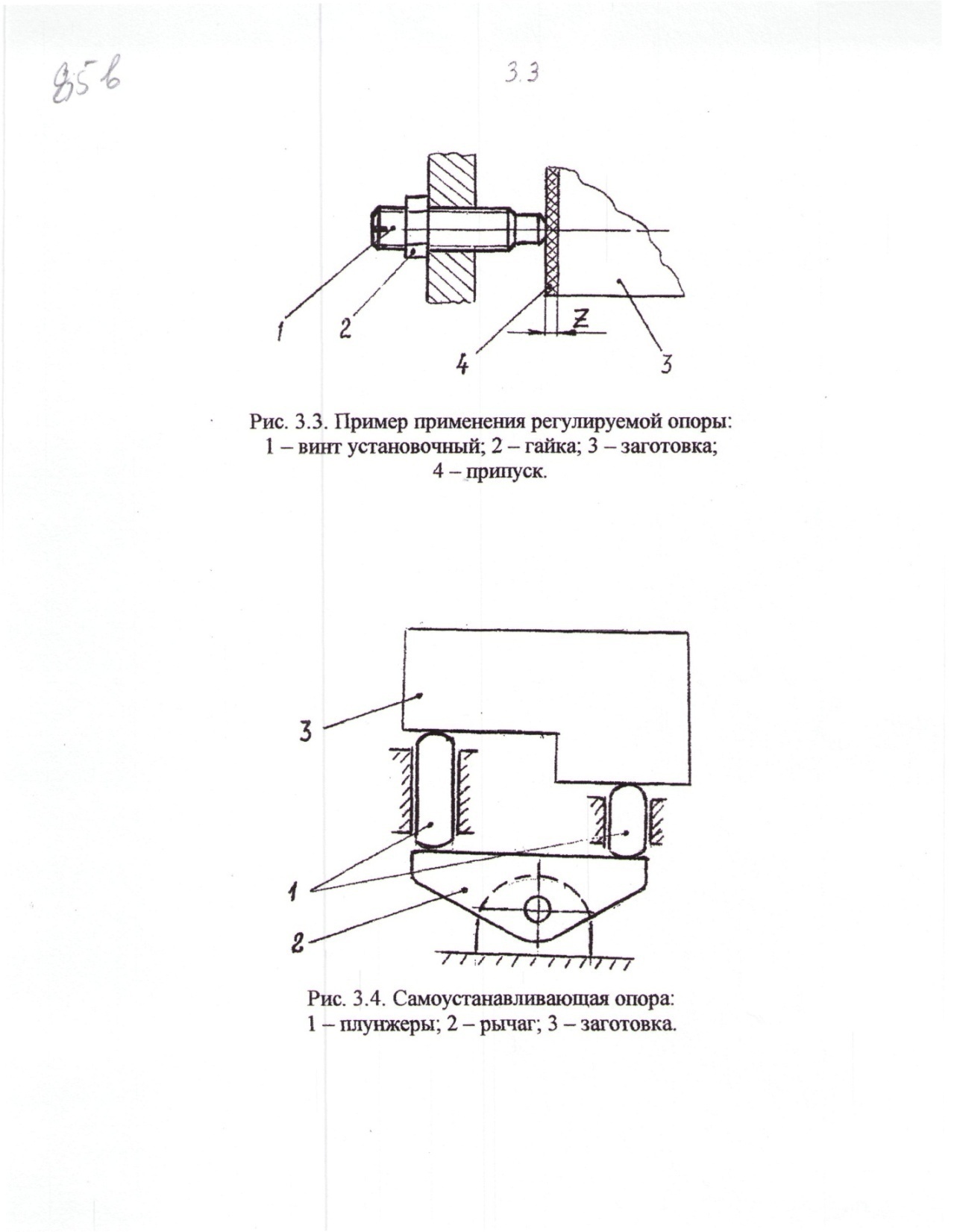
Рисунок 19. Самоустанавливающая опора: 1 – плунжер; 2 – рычаг; 3 - заготовка
Для наружных цилиндрических поверхностей:
1. Призмы по ГОСТ12195-76, 12196-66, 12197-66, 12194-66
2. Нестандартизованные призмы с разобщенными участками – для установки длинных заготовок по двум сечениям (рис. 20).
При необработанной технологической базе поверхности контакта призм делают узкими. Примеры использования призм для базирования показаны на рис. 21, а и рис. 21, б.
3. Направляющие втулки, в которые устанавливают заготовки выступающим цилиндрическим участком небольшой длины с полем допуска диаметра h6, h7, h8, h9. Такая схема используется при обработке на фрезерных и сверлильных станках, когда требования к точности обработки невелики.
Для базирования по внутренним цилиндрическим поверхностям:
1. Установочные пальцы цилиндрические по ГОСТ 16898-71, 16899-71, 16900-71, 16901-71, ГОСТ 12209-66.
2. Установочные пальцы срезанные по ГОСТ 12210-66, 12211-66, 12212-66.
Примеры исполнения цилиндрических и срезанных пальцев даны на рис. 22 … рис. 23. Схема базирования с использованием пальцев рис. 24.
3. Для базирования по цилиндрическим поверхностям большой протяженности (с отношением длины отверстия к диаметру l/d>1) используют цилиндрические оправки по ГОСТ 16212-70 и 16213-70.
Схема базирования с использованием жесткой оправки показана на рис. 26, а.
Дата добавления: 2022-02-05; просмотров: 514;
Поиск по сайту
Узнать еще
- IV.3. Элементы стратегии выживания человечества
- VI.II. Элементы складки
- А - решетчатая конструкция из бетонных элементов; б - пространственная георешетка; в - укрепление откоса георешеткой; 1, 2 - бетонные элементы; 3 - анкеры; 4 - тяжи анкеров
- Активные и пассивные элементы электрических цепей. Закон Ома
- Анализ возможных последствий неадекватного поведения элемента на смежные элементы
- Архитектурные элементы
- Б. Элементы контрольных приспособлений
- Базовые логические элементы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
