Фрезерование цилиндрических и конических разверток с равным и неравным шагом
Приступая к изучению этой подтемы, мастер напоминает учащимся, что развертка представляет собой многолезвийный инструмент для окончательной обработки отверстий.
Показывая учащимся образцы разверток с равным и неравным шагом, мастер поясняет, что развертки, имеющие неравный шаг зубьев, работают более плавно, отверстия, обработанные ими, получаются более точными и гладкими.
У таких разверток шаг соседних зубьев (расстояние между двумя соседними режущими кромками) неодинаков, а шаг противоположных зубьев одинаков.
Фрезеруя цилиндрическую развертку с неравным шагом, мастер отмечает, что эта операция имеет свои особенности, которые следует хорошо усвоить. Он показывает учащимся чертеж развертки, объясняет, что для фрезерования канавок применяется специальная фасонная фреза, у которой профиль зуба должен соответствовать профилю канавок развертки.
Мастер поясняет, что при обработке каждой канавки у разверток с неравным шагом требуется поворачивать заготовку на разные углы. Это усложняет обработку, но улучшает ее эксплуатационные качества.
Рассматривая с учащимися чертеж развертки, мастер обращает их внимание на ее центральные углы α, равные 42, 44, 46 и 48° (рис. 48).
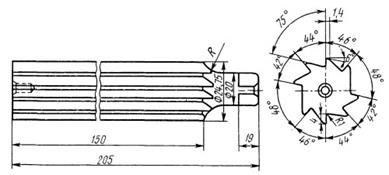
Рис. 48. Развертка с неравным шагом
Число оборотов рукоятки делительной головки определяется по формуле

Поэтому при фрезеровании второй канавки число оборотов рукоятки равно:
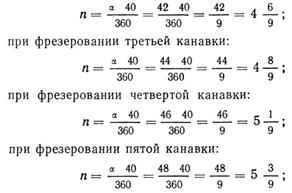
при фрезеровании шестой, седьмой, восьмой и первой канавок числа оборотов рукоятки будут соответственно:

При этом надо иметь в виду, что ширина фаски зубьев в связи с неравномерным делением окружности развертки при фрезеровании канавок получится неодинаковой. Чтобы ширина фаски соответствовала чертежу, нужно у зубьев с большим шагом сделать ее более глубокой, чем у зубьев с меньшим шагом.
Мастер говорит, что для настройки станка на требуемую глубину фрезерования следует воспользоваться пробной заготовкой. Установив пробную заготовку в центрах головки, мастер подводит ее к фрезе.
Профрезеровав первую неглубокую канавку, мастер поясняет, что для фрезерования следующей канавки надо повернуть рукоятку делительной головки на 4 6/9 = 4 18/27 оборота, т. е. на четыре полных оборота и еще на 18 расстояний между отверстиями по кругу с 27 делениями делительного диска, после чего фрезеруют вторую такую же канавку.
Поскольку ширина фаски получилась больше, чем указано на чертеже, нужно поднять стол на небольшую величину до получения фаски требуемой ширины. Выполнив эту операцию несколько раз, мастер показывает, что теперь ширина фаски у зуба развертки соответствует чертежу и надо заметить на лимбе винта подъема, на какую величину был поднят стол для фрезерования канавки под углом 42°.
Теперь с одной стороны заготовки выполнен первый зуб развертки. Такой же зуб надо сделать и с противоположной стороны. Для этого мастер снова поворачивает заготовку на пол-оборота (поворотом рукоятки 20 раз) и фрезерует третью канавку.
Для фрезерования следующей канавки необходимо повернуть рукоятку делительной головки на 4 8/9 – оборота и фрезеровать четвертую канавку под углом 44° Поскольку шаг зуба развертки увеличился, а вместе с ним увеличилась и ширина фаски зуба, мастер методом пробных проходов, осторожно поднимая стол перед каждым проходом, углубляет канавку и постепенно получает фаску требуемой ширины.
Повернув заготовку на пол-оборота, мастер фрезерует пятую канавку. Затем, повернув рукоятку делительной головки на 5— оборота, фрезерует шестую канавку. Шаг опять увеличился, поэтому мастер снова осторожно поднимает стол и путем пробных проходов фрезерует канавку под углом 46°, добиваясь фаски требуемой ширины.
Поворачивая заготовку на пол-оборота, мастер фрезерует седьмую канавку. Затем он поворачивает рукоятку делительной головки на 5 3/9 оборота и пробными проходами фрезерует восьмую канавку, следя за тем, чтобы ширина фаски соответствовала указанной на чертеже. И снова мастер поворачивает заготовку на пол-оборота и окончательно фрезерует противоположную канавку под углом 48°.
Проверив, насколько учащиеся усвоили приемы фрезерования развертки с неравным шагом зубьев, мастер предлагает им приступить к самостоятельному выполнению упражнения. При этом он поясняет, что в случае изготовления партии разверток следует при фрезеровании каждой канавки первой развертки замечать деление лимба вертикальной подачи и при фрезеровании следующих разверток устанавливать стол на соответствующее деление лимба вертикальной подачи.
Изучая приемы фрезерования конической развертки, мастер поясняет учащимся, что этот вид обработки значительно сложнее, так как ось конической развертки в процессе обработки должна быть расположена наклонно.
По техническим условиям ширина фаски у каждого зуба конической развертки должна быть одинаковой по всей длине. Поэтому после каждого пробного прохода следует несколько изменять наклон фрезеруемой развертки.
Мастер демонстрирует приемы фрезерования первых канавок, и, получив ширину фаски по всей длине образующей конической развертки, указанную на чертеже, поясняет, что последующие канавки можно фрезеровать с применением лимба вертикальной подачи стола.
Мастер объясняет, что фрезерование конической развертки можно вести и с установкой угла наклона шпинделя делительной головки по образцу. В этом случае в центрах делительной головки и задней бабки устанавливается готовая коническая развертка (рис. 49).
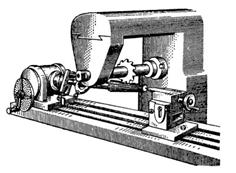
Рис. 49. Фрезерование зубьев конической развертки
Наклон ее выверяют индикатором, стержень которого зажимают между кольцами фрезерной оправки, а штифт перемещают вдоль канавки развертки. Разъяснив учащимся порядок фрезерования конических разверток, мастер предлагает им приступить к выполнению упражнений на заранее подготовленных заготовках.
Дата добавления: 2023-08-05; просмотров: 826;
Поиск по сайту
Узнать еще
- Фрезерование замкнутых канавок дисковыми трехсторонними фрезами
- Фрезерование замкнутых канавок концевыми фрезами
- Фрезерование канавок под сегментные шпонки
- Фрезерование наклонного прямоугольного паза
- Фрезерование наклонных плоскостей и скосов с применением угловых фрез
- Фрезерование пазов и канавок с помощью вертикальной накладной головки
- Фрезерование пазов и шлицев на торцовых поверхностях
- Фрезерование пазов типа «ласточкин хвост». Сверление отверстий

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
