Фрезерование сопряженных перпендикулярных поверхностей
В соответствии с заранее составленным планом мастер в ходе вводного инструктажа проводит беседу, цель которой — восстановить в памяти учащихся ранее изученный материал. Для этого мастер может предложить учащимся следующие вопросы:
В какой последовательности должна производиться обработка всех сторон прямоугольного бруска?
Как состояние режущего инструмента (цилиндричность фрезы) влияет на качество обработки сопряженных поверхностей? Приведите примеры.
Как может влиять состояние губок тисков на обработку сопряженных поверхностей?
Как влияет на качество обработки сопряженных поверхностей (перпендикулярность угла) положение шпинделя вертикально-фрезерного станка с поворотной шпиндельной бабкой?
Каким инструментом пользуются при проверке сопряженного угла?
Каковы виды и причины брака при обработке сопряженных поверхностей и меры его предупреждения?
Выслушав ответы учащихся, исправив или дополнив их, мастер приступает к показу приемов подготовки станка, зажимного приспособления, выбора фрезы. Он напоминает, что подготовка станка к фрезерованию сопряженных поверхностей заключается в регулировании перемещения стола во всех его направлениях. При этом мастер обращает особое внимание учащихся на зажим консоли после подъема ее на нужную глубину резания.
При подготовке тисков необходимо указать учащимся на чистоту плоскости основания тисков и перпендикулярность неподвижной губки тисков направляющим (рис. 5). Выбирая режущий инструмент, учащиеся должны проверять состояние режущих кромок фрезы и ее цилиндричность (при работе на горизонтально-фрезерном станке). Если обработку сопряженных поверхностей будут вести на вертикально-фрезерном станке, мастер акцентирует внимание учащихся на положении рисок поворотной шпиндельной бабки.
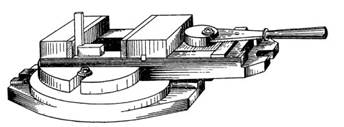
Рис. 5. Проверка перпендикулярности неподвижной губки тисков направляющим
Объяснение каждого этапа подготовки мастер сопровождает показом наглядных пособий, подтверждающих результаты правильной наладки, демонстрирующих вид и причины брака.
Мастер, приступая к показу закрепления заготовки, обращает внимание учащихся на плотное прилегание ее поверхности к неподвижной губке тисков и показывает, как этого нужно добиться. Установив режимы резания и произведя фрезерование на длине 20—30 мм, мастер, вынув заготовку, демонстрирует приемы проверки сопряженных поверхностей угольником.
В случае необходимости он показывает приемы подналадки приспособления: подкладывает фольгу между поверхностью заготовки и планкой тисков (рис. 6) или повертывает поворотную шпиндельную бабку вертикально-фрезерного станка и фрезерует заготовку на всю ее длину. Затем надо открепить заготовку и проверить сопряжение угольником. Результаты обработки показать учащимся.
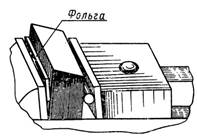
Рис. 6. Фольга проложена между неподвижной губкой тисков и одной стороной детали, а цилиндрический валик — между подвижной губкой и другой стороной детали
На третьем уроке учащиеся обрабатывают заготовки прямоугольной или квадратной формы, габаритные размеры которых позволяют устанавливать их с некоторым перекосом по отношению к неподвижной губке тисков (в случае неперпендикулярности неподвижной губки).
При фрезеровании таких заготовок для получения прямоугольных сопряженных поверхностей учащимся можно рекомендовать изменять положение той поверхности, которой она прилегает к поверхности неподвижной губки тисков. Мастер демонстрирует эти приемы, используя полоски фольги и цилиндрическую деталь диаметром 12—15 мм.
При фрезеровании большого количества заготовок с сопряженными поверхностями целесообразно полоски фольги прокладывать между основанием корпуса тисков и их накладной планкой (рис. 7).
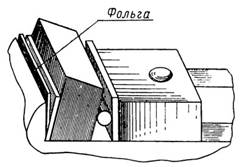
Рис. 7. Фольга проложена между неподвижной губкой тисков и накладной планкой
При фрезеровании сопряженных поверхностей учащиеся повторяют приемы, усвоенные при изучении предыдущей подтемы «Фрезерование плоскостей». Говоря о видах и причинах брака, связанных с фрезерованием сопряженных поверхностей, мастер напоминает учащимся, что они будут идентичными с предыдущей операцией.
Опросив учащихся по плану вводного инструктажа и убедившись в усвоении ими данного материала, мастер распределяет их по рабочим местам.
В ходе упражнений они проверяют положение рисок поворотной шпиндельной бабки вертикально-фрезерного станка, перпендикулярность неподвижной губки тисков, цилиндричность выданной фрезы и, если нужно, производят подналадку станка. Учащиеся самостоятельно проверяют пригодность заготовки (ее размеры и конфигурацию), закрепляют и фрезеруют заготовку и затем проверяют сопряжение поверхностей угольником, а размеры — штангенциркулем.
На данном занятии основное внимание учащихся должно быть обращено на приемы, обеспечивающие получение правильного сопряжения поверхностей (определение величины смещения шпинделя поворотной шпиндельной бабки или количество слоев фольги, которые необходимо подложить), на приемы пользования угольником.
Во время фрезерования в ходе текущего инструктажа мастер обходит рабочие места и проверяет их организацию, соблюдение правил техники безопасности, правильность выполнения приемов по данному упражнению.
После обработки первой плоскости учащиеся согласно установленному порядку обработки заготовки приступают к фрезерованию сопряженного прямого угла. Обходя рабочие места, мастер обращает внимание учащихся на плотность прилегания обработанной поверхности к плоскости неподвижной губки, на приемы, применяемые учащимися при подналадке приспособлений или установке поворотной шпиндельной бабки для получения правильного сопряженного угла, приемы проверки и определения степени точности полученного угла.
Целевые обходы рабочих мест учащихся позволяют мастеру видеть, как учащиеся усваивают программный материал, и принимать соответствующие меры.
Подведение итогов учебного дня мастер проводит на материале целевых обходов рабочих мест учащихся. Он разъясняет характерные ошибки, которые были допущены учащимися, вскрывает их причины и намечает пути предупреждения или исправления их. Он показывает заготовки, правильно и неправильно обработанные, угломером определяет величину погрешности у различных заготовок и сообщает оценки учащимся.
На четвертом уроке учащиеся обрабатывают заготовки прямоугольной или квадратной формы с небольшими сечениями, например заготовки для молотков размером 25x25 и 30X30 мм.
В этом случае подкладывание фольги между губкой корпуса тисков и ее каленой планкой может не дать желаемых результатов. Для получения прямоугольного сопряжения поверхностей заготовки учащимся необходимо подкладывать полосы фольги под плоскость основания тисков. При этом количество слоев фольги определяется методом пробных проходов.
Оборудование, режущий инструмент для получения прямого угла, а также приемы проверки остаются прежними.
Данный способ получения сопряженного прямого угла можно рекомендовать в случае выполнения этой операции в машинных тисках с незначительным отклонением неподвижной губки от перпендикулярности к основанию, а также при фрезеровании прямого угла на горизонтально или вертикально-фрезерном станке с неповоротной шпиндельной бабкой.
При обработке сопряженных поверхностей на вертикально-фрезерных станках с поворотной головкой или на горизонтально-фрезерных станках с приставной головкой можно рекомендовать использование возможности поворота оси шпинделя по отношению к столу станка. Это будет способствовать развитию у учащихся кругозора в отношении применяемых приемов.
Учащиеся должны периодически меняться рабочими местами.
Дата добавления: 2023-08-05; просмотров: 775;
Поиск по сайту
Узнать еще
- Планировочные работы для доведения до проектного очертания грунтовых поверхностей
- Разнообразие суставов по форме суставных поверхностей. Размах движений в суставах. Тормоза и ограничители движений
- Ремонт поврежденных поверхностей стены и потолка
- Фрезерование замкнутых канавок дисковыми трехсторонними фрезами
- Фрезерование замкнутых канавок концевыми фрезами
- Фрезерование канавок под сегментные шпонки
- Фрезерование наклонного прямоугольного паза
- Фрезерование наклонных плоскостей и скосов с применением угловых фрез

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
