Виды шлифования, их особенности и область применения
В зависимости от формы обрабатываемых поверхностей применяют различные виды шлифования.
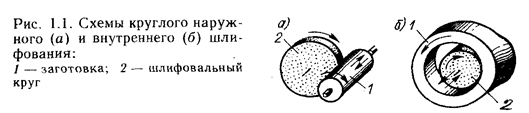
Круглое шлифование используют для обработки поверхностей вращения (цилиндрических, конических и др.). Различают шлифование круглое наружное и внутреннее, т. е. шлифование отверстий (рис. 1.1).
В зависимости от способа базирования заготовки производят круглое шлифование в центрах, шлифование в патроне и бесцентровое шлифование. При бесцентровом шлифовании заготовку базируют обрабатываемой поверхностью на специальном опорном ноже (рис. 1.2, а) или на неподвижных опорах (рис. 1,2,б).
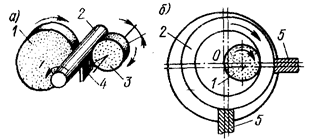
Рис. 1.2. Схемы бесцентрового шлифования: 1 — шлифовальный круг; 2 — заготовка; 3 — ведущий круг: 4 — опорный нож; 5 — опоры
Круглое наружное шлифование применяют для обработки гладких и ступенчатых валов, осей, штоков, шеек коленчатых и распределительных валов двигателей внутреннего сгорания, шпинделей и пинолей станков, валков прокатных станов, крупногабаритных (диаметром более 1 м и длиной 6—12 м) валов бумагоделательных машин, калибров-пробок и др.
Бесцентровое шлифование используют для обработки роликов подшипников качения, поршневых пальцев, плунжеров, золотников, толкателей и стержней клапанов двигателей. Бесцентровое шлифование на неподвижных опорах применяют для обработки колец подшипников.
Внутреннее шлифование используют для обработки отверстий в штампах и пресс-формах, в зубчатых колесах и зуборезных инструментах, высокоточных отверстий в деталях топливной аппаратуры и гидроаппаратуры, в кольцах подшипников, в гильзах цилиндров двигателей и др.
Плоское шлифование предназначено для обработки плоских поверхностей, его широко используют при изготовлении технологической оснастки —приспособлений, штампов, пресс-форм, при обработке направляющих станин металлорежущих станков.
Профильное шлифование — обработка поверхности, образующая которой представляет кривую или ломаную линию. Разновидностями профильного шлифования являются резьбошлифование, сферошлифование зубошлифование, шлифование желобов колец шариковых подшипников.
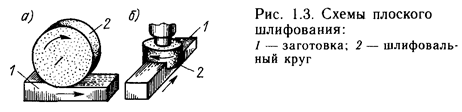
По форме рабочей поверхности инструмента различают шлифование периферией круга (рис. 1.3, а) и шлифование торцом круга (рис. 1.3,6). Высокой производительностью отличается одновременное двустороннее торцешлифование, при котором обрабатываемые заготовки перемещаются между торцами двух шлифовальных кругов диаметром 700—900 мм. Этот вид шлифования используют для обработки торцов колец и роликов подшипников.
Дата добавления: 2018-05-10; просмотров: 1227;
Поиск по сайту
Узнать еще
- Arthropoda.Систематика.Блохи.Виды блох.Географическое распространение.Морфология,развитие,патогенное действие.Медицинское и эпидемиологическое значение.Меры борьбы.
- HTML заголовок и его виды
- I. Выборы: понятие, значение и виды.
- I. ОСОБЕННОСТИ ДЕЛОВОГО И ЛИЧНОСТНОГО ОБЩЕНИЯ В СОВМЕСТНОЙ ДЕЯТЕЛЬНОСТИ
- I.2. Основные категории водопотребления промышленных предприятий и их особенности
- I2. Особенности аэродинамики несущего винта (НВ)
- II. Завоевание Китая маньчжурами. Экономическое положение страны в XVII – начале XIX вв.: аграрная политика Цинской династии, особенности развития городского ремесла
- II. Особенности политического устройства Ирана

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
