Обработка заготовок на токарных станках
Среди различных способов изготовления деталей машин применяют обработку резанием: точение, сверление, фрезерование, шлифование и т.д.
Обработка резанием заключается в образовании новых поверхностей путем деформирования и последующего отделения поверхностных слоев материала с образованием стружки.
Валы, шкивы, зубчатые колеса и многие другие детали, называемые телами вращения, можно изготавливать на токарных станках.
Инструментами для обработки заготовок служат резцы, сверла, зенкеры, развертки, метчики и др.
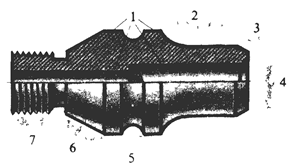
Токарной обработкой (точением) можно получить детали с цилиндрическими, коническими, фасонными и плоскими поверхностями, а также нарезать резьбу, делать фаски и галтели (рис. 1).
|
Режущий инструмент
В зависимости от геометрии получаемой поверхности существуют следующие типы резцов:
1. проходной,
2. подрезной,
3. отрезной,
4. прорезной,
5. фасонный,
6. резьбовой,
7. расточной.
Классификация резцов по назначению
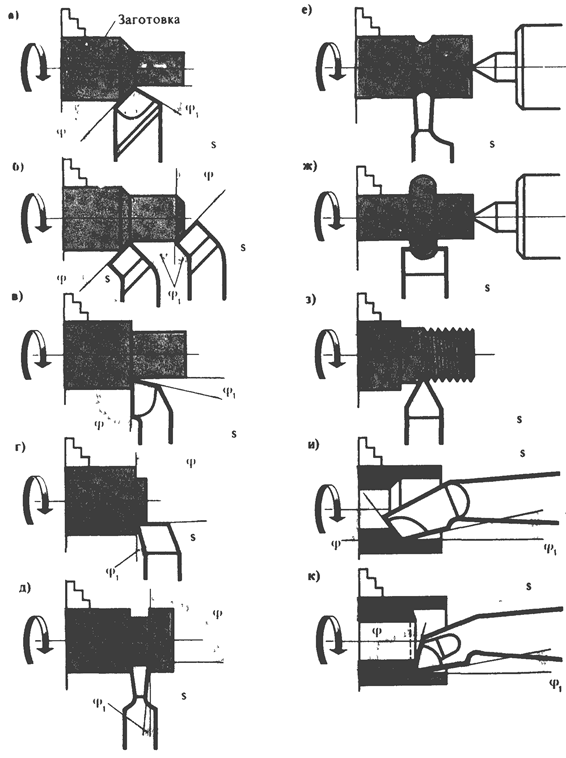
а - проходной прямой, б - проходной отогнутый, в -проходной упорный, г - подрезной, д - отрезной, е -прорезной, ж - фасонный, з - резьбовой, и - расточной проходной, к - расточной упорный
режущую часть резцов изготавливают из быстрорежущей стали, твердых и сверхтведых материалов.
При обтачивании наружных и растачивании внутренних поверхностей тел вращения получают следующие геометрические параметры поверхности:
1. черновое – Ra = 12,5 – 50 мкм, JT 14-12
2. получистовое – Ra = 3,2 – 12,5 мкм, JT 12-10
3. чистовое – Ra = 0,8 – 3,2 мкм, JT 10 - 8
4. тонкое – Ra = 0,1 – 0,8 мкм, JT 6 – 8 (JT7 для растачивания).
Следует учитывать, что при обработке наружных поверхностей квалитет точности будет на 1 класс выше, и величина шероховатости на (50 – 100)% меньше по сравнению с обработкой внутренних поверхностей при одинаковой операции (чистовой, тонкой и т.д.).
Дата добавления: 2018-05-10; просмотров: 1060;
Поиск по сайту
Узнать еще
- I. Обработка поверхности изделий.
- I. Обработка результатов журнала технического нивелирования.
- III. Последующая обработка.
- Абразивная обработка
- Автоматизация обработки табличных данных (обработка списков)
- Автоматизированная тематическая обработка радиолокационных снимков.
- Активный контроль заготовок до обработки. Блокирующие устройства
- Амминирование и гидразинная обработка питательной воды

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
