СВАРКА АККУМУЛИРОВАННОЙ ЭНЕРГИЕЙ
Сущность сварки аккумулированной энергией заключается в том, что кратковременные сварочные операции осуществляются за счет энергии, запасенной в соответствующем приемнике, непрерывно заряжающемся и периодически разряжающемся на сварку.
Существуют четыре разновидности сварки аккумулированной энергией: конденсаторная; электромагнитная; инерционная и аккумуляторная. Накопление энергии соответственно происходит в батарее конденсаторов, в магнитном поле специального сварочного трансформатора, во вращающихся частях генератора или в аккумуляторной батарее.
ХОЛОДНАЯ СВАРКА
Холодную сварку выполняют без нагрева при нормальных и пониженных температурах. Физическая сущность процесса заключается в сближении свариваемых поверхностей до образования металлических связей между ними. Такое сближение достигается приложением больших удельных усилий в месте соединения. В результате происходит совместная пластическая деформация. Большое усилие сжатия обеспечивает разрушение пленки оксидов на свариваемых поверхностях и образование чистых поверхностей металла. При холодной сварке свариваемые поверхности очищают от адсорбированных жировых пленок.
Холодной сваркой выполняют точечные, шовные и стыковые соединения. На рис. 5.39, а представлена схема холодной точечной сварки. Свариваемые заготовки 1 с тщательно зачищенной поверхностью 2 в месте соединения помещают между пуансонами 4, имеющими выступы 5. При сжатии пуансонов усилием Р выступы 5 вдавливаются в металл до тех пор, пока поверхности 3 пуансонов не упрутся в наружную поверхность свариваемых заготовок. Форма сваренной точки зависит от формы выступа в пуансоне (рис. 5.39, б).
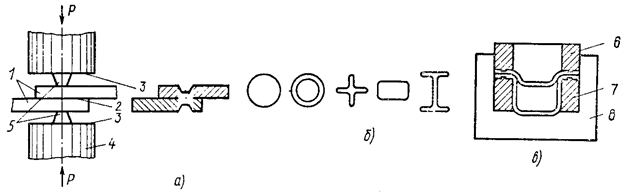
Рис. 5.39. Схема холодной сварки
СВАРКА ТРЕНИЕМ
Сварка трением относится к процессам, в которых используются взаимное перемещение свариваемых поверхностей, давление и кратковременный нагрев. Сварка трением происходит в твердом состоянии при взаимном скольжении двух заготовок, сжатых силой Р. Работа, совершаемая силами трения при скольжении, превращается в теплоту, что приводит к интенсивному нагреву трущихся поверхностей. Трение поверхностей осуществляется вращением или возвратно-поступательным перемещением сжатых заготовок (рис. 5.40).
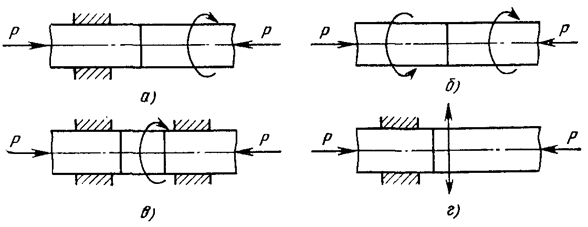
Рис. 5.40. Схемы сварки трением: а — с вращением одной детали; б — с вращением обеих деталей; в —-с вращающейся вставкой; г — с возвратно-поступательным движением одной детали
В результате нагрева и сжатия происходит совместная пластическая деформация. Сварное соединение образуется вследствие возникновения металлических связей между чистыми (ювенильными) контактирующими поверхностями свариваемых заготовок. Оксидные пленки на соединяемых поверхностях разрушаются в результате трения и удаляются за счет пластической деформации в радиальных направлениях.
Дата добавления: 2018-05-10; просмотров: 1270;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
