Дополнительные возможности токарных станков
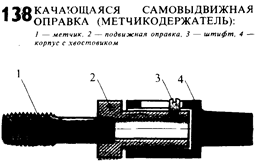
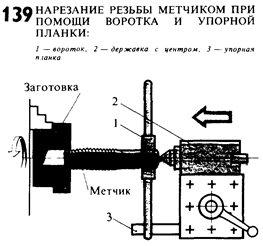
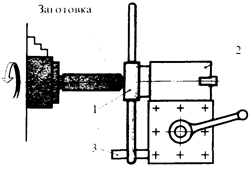
1. нарезание внутренней резьбы метчиками. Максимальный диаметр резьбы составляет 20 мм, минимальный – 1 мм. По числу перьев различают трехперые и четырехперые метчики. По назначению метчики бывают ручные, машинные и гаечные с удлиненным хвостовиком. Нарезание резьбы выполняют с использованием качающейся самовидвижной оправки, вставляемой в конусное отверстие пиноли задней бабки. Во втором варианте используют слесарный вороток, в который вставляют метчик. Кроме – того в резцедержатель устанавливают сверлильную державку с центром, вставляемым в отверстие хвостовика метчика, а для передачи (удержания метчика) крутящего момента в резцедержатель еще устанавливают упорную планку.
2. Нарезание внешней резьбы за 1 ход диаметром от 1 до 52 (76) мм можно нарезать круглой плашкой (леркой). Для нарезания резьбы используют слесарный вороток (плашкодержатель), в который вставляют лерку. В начале нарезания резьбы плашкодержатель поджимают упором, закрепленном в резцедержателе, а рукоятку плашкодержателя упирают в планку, закрепленную в резцедержателе.
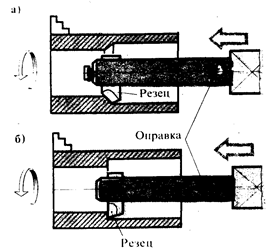
3. Растачивание глубоких отверстий с помощью борштанг (расточных оправок). Применяют для растачивания отверстий диаметром 80 мм и более. В качестве РИ используют расточные резцы, закрепляемые в оправках, которые чаще всего устанавливают в резцедержателе.
4. Сверление отверстий диаметром до 30 мм. РИ закрепляют в пиноли задней бабки и подают вручную, вращением маховика. Перед сверлением подрезанный торец заготовки засверливают сверлом большего диаметра с тем условием, чтобы не произошло увода оси сверла. В случае, если обработка отверстия сверлом является окончательной, то необходимо учитывать величину разбивки отверстия, которая составляет Р0 = (0,05 – 0,12)dc. Где dc – диаметр сверла.
5. Зенкерование отверстий. Не устраняет увод от оси отверстия. Применяют цельные хвостовые зенкеры d = 10 – 32 мм, с 3-мя режущими кромками, и насадные (цельные и сборные со вставными ножами из твердого сплава). Диаметр = 32 – 100 (120) мм, число режущих кромок (РК) – 4. Зенкеры или оправки закрепляют в пиноли задней бабки.
6. Развертывание отверстий. Также не устраняет увод от оси с предыдущей операции. По способу применения развертки подразделяют на ручные и машинные. В свою очередь машинные развертки по способу крепления на станке делятся на цельные хвостовые развертки, диаметром 6 – 32 мм, и сборные насадные, диаметром 32 – 100 мм. Существуют также регулируемые (механические) развертки с изменением диаметра в узком диапазоне. РК=6-16, в зависимости от диаметра РИ.
Дата добавления: 2018-05-10; просмотров: 1439;
Поиск по сайту
Узнать еще
- IV. ДОПОЛНИТЕЛЬНЫЕ ДЕЙСТВИЯ
- IV. ДОПОЛНИТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ К ОРУЖИЮ
- IX. Противоречие возможности и действительности
- XII. ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ ПРИ ГИДРАВЛИЧЕСКОМ СПОСОБЕ ДОБЫЧИ УГЛЯ
- А) Подъем газа в закрытой скважине при невозможности ее вымыва.
- АГРЕГАТ ДЛЯ РЕМОНТА СТАНКОВ–КАЧАЛОК
- Альтернативные возможности производства масла и пушек
- Аналитические возможности, задачи и основные направления анализа СНС

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
