Классификация источников питания и их обозначение
Классификация источников питания сварочной дуги может быть осуществлена на основе различных признаков. По этим признакам источники питания можно обобщить и разделить на следующие группы:
1) по роду тока:
– источники переменного тока – однофазные трансформаторы с падающими внешними характеристиками; однофазные и трехфазные трансформаторы с небольшим сопротивлением короткого замыкания, рассчитанные на широкий диапазон регулирования вторичного напряжения;
– источники постоянного тока – сварочные генераторы и сварочные выпрямители с падающими и пологопадающими внешними характеристиками;
2) по внешним вольт-амперным характеристикам:
– источники с крутопадающими внешними характеристиками;
– источники с пологопадающими внешними характеристиками;
– источники с жесткими и пологовозрастающими внешними характеристиками;
– источники со смешанными внешними характеристиками (универсальные источники);
3) по характеру подачи тока на дугу:
– источники для сварки непрерывно горящей дугой;
– источники для сварки импульсной дугой;
4) по особенностям горения дуги:
– источники для сварки свободно горящей дугой;
– источники для сварки сжатой дугой;
– источники для сварки трехфазной дугой;
5) по числу одновременно питаемых сварочных постов:
– источники однопостовые;
– источники многопостовые;
6) по применению в условиях производства:
– общепромышленные источники для сварки;
– специализированные источники для сварки.
Источники сварочного тока по ГОСТ 15150-69 изготавляют в климатических исполнениях У, УХЛ, Т для категорий размещения 2, 3, 4. Степень защиты – 1Р22 (для трансформаторов автоматической сварки и установок аргонодуговой сварки допускается 1Р21). Конструкции источников соответствуют требованиям безопасности ГОСТ 122.0070-75, 12.2007.8-75, 12.1003-76. Трансформаторы для ручной дуговой сварки обычно работают при естественном охлаждении, остальные источники – при принудительной воздушной вентиляции. Класс изоляции большинства источников для сварки – Н.
Для электросварочного оборудования, выпускавшегося в СССР, с 1975 г. принята единая структура обозначения. Обозначение изделий состоит из буквенной и цифровой части (табл. 1).
Например, условное обозначение источника питания ВДГМ-1602УЗ (рис. 2.7) обозначает следующее: выпрямитель для дуговой сварки в среде защитных газов многопостовой на ток до 1600 А, регистрационный номер изделия 02, для работы в неотапливаемом помещении.
Самыми распространенными источниками питания являются сварочные трансформаторы как наиболее экономичные и дешевые. Однако в последние десятилетия не только они, но и сварочные генераторы, постепенно вытесняются сварочными выпрямителями, имеющими существенные технологические и технические преимущества, которые интенсивно совершенствуются и относительно быстро дешевеют.
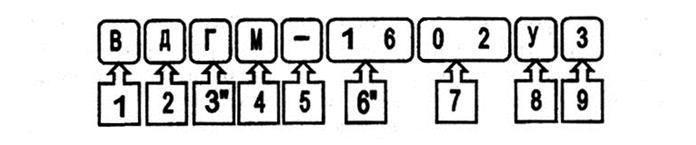
Рис. 2.7. Структура условного обозначения источника питания (на примере
источника питания ВДГМ-1602У3): поз. 3 может отсутствовать; поз. 6 может
иметь только одну цифру
Таблица 1
Значения позиций условных обозначений источников питания
| № позиции в условном обозначении | Значение позиции | Буквенные и цифровые обозначения | Расшифровка условных обозначений |
| 1-я буква | Тип источника | Т | Трансформатор |
| Г | Генератор | ||
| В | Выпрямитель | ||
| П | Преобразователь | ||
| А | Агрегат | ||
| У | Специализированный источник – установка | ||
| 2-я буква | Вид сварки | Д | Дуговая |
| П | Плазменная | ||
| 3-я буква | Способ сварки | Ф | Под флюсом |
| Г | В защитных газах | ||
| У | Универсальные источники | ||
| Отсутствие | Ручная дуговая | ||
| 4-я буква | Вид внешней характеристики | Ж | Жесткая |
| П | Падающая | ||
| Назначение источника | М | Для многопостовой сварки | |
| Отсутствие | Для однопостовой сварки | ||
| И | Для импульсной сварки | ||
| 5-я позиция | Разделитель | – | |
| 6-я цифра | Мощность | Две или одна цифры | Номинальный сварочный ток (в сотнях ампер) |
| 7-я цифра | Регистрация | Две цифры | Регистрационный номер изделия |
| 8-я буква | Исполнение | ХЛ | Для холодного климата |
| У | Для умеренного климата | ||
| Т | Тропическое исполнение | ||
| 9-я цифра | Категория размещения | Для работы на открытом воздухе | |
| Для работы под навесом | |||
| Для работы в неотапливаемом помещении | |||
| Для работы в отапливаемом помещении |
Трансформаторы применяются для ручной дуговой сварки, для сварки под флюсом и в среде защитных газов. Но не все сварочные работы этими способами сварки можно выполнить переменным током. В частности, ручная дуговая сварка электродами с основным покрытием производится большей частью постоянным током.
Для сварки под флюсом трансформаторы используются при относительно больших токах (свыше 300 А). В противном случае дуга переменного тока промышленной частоты горит под флюсом неустойчиво, даже при применении проволок малого диаметра. При использовании трансформаторов колебания напряжения сети отражаются на режиме сварки. По этой причине во многих случаях сварки под флюсом приходится отказываться от трансформаторов и использовать сварочные выпрямители.
Для электрошлаковой сварки в основном используются специальные однофазные или трехфазные трансформаторы с пологопадающими внешними характеристиками, рассчитанные на широкий диапазон регулирования вторичного напряжения непосредственно в процессе сварки.
Наиболее перспективным сварочным источником питания постоянного тока является выпрямитель. В нем, в отличие от электромашинного преобразователя, процесс преобразования энергии протекает, минуя стадию преобразования электрической энергии в механическую и наоборот. Поэтому КПД современного полупроводникового выпрямителя значительно выше, чем электромашинного преобразователя.
В связи с тем, что многие сварочные источники питания, работающие в повторно-кратковременном режиме, не отключаются на время холостого хода, важным показателем такого источника является мощность холостого хода. Как правило, у выпрямителя эта мощность значительно меньше, чем у преобразователя. Важно также и то, что выпрямитель работает практически бесшумно.
Есть у выпрямителей и определенные недостатки. Так, основным недостатком простейшего сварочного выпрямителя, состоящего из трансформатора и вентильного блока, является то, что колебания напряжения сети сказываются на режиме сварки так же, как и при использовании в качестве источников питания трансформаторов. Но этот недостаток не является неустранимым. В настоящее время созданы выпрямители со стабилизирующими устройствами, хотя и более сложные, но обеспечивающие постоянство режима сварки при колебаниях напряжения сети в значительных пределах.
В практике сварки наиболее широко применяются источники питания постоянного тока, преимущественно сварочные выпрямители, с жесткими и пологопадающими внешними характеристиками.
Источники питания с пологопадающими внешними вольт-амперными характеристиками используются для сварки в среде защитных газов. У источников питания с падающими внешними характеристиками напряжение холостого хода чаще всего в 2 раза больше напряжения на дуге. Напряжение холостого хода источников питания с жесткими характеристиками близко к напряжению дуги. Поэтому вес источников питания с пологопадающими характеристиками значительно меньше
(в среднем в 1,5 раза), а КПД выше, чем у источников питания с падающими внешними характеристиками.
На территории бывшего СССР (ныне в России, странах СНГ и Балтии) источники питания для сварки выпускают многие предприятия (список некоторых из них приведен в табл. 2). Крупнейшими же производителями источников питания для сварки являются Санкт-Петербургский завод «Электрик», Вильнюсский, Каховский, Грузинский, Псковский заводы электросварочного оборудования, Симферопольский и Дагестанский электромашиностроительные заводы, Новоуткинский завод электросварочных машин и аппаратов «Искра», Калининградский завод «Электросварка».
Таблица 2
Основные предприятия-изготовители источников питания для сварки
в России и странах СНГ
| № п/п | Предприятие-изготовитель | Вид источников питания | |||
| Трансформаторы | Генераторы, агрегаты | Выпрямители | Специализированные источники | ||
| Белозер. электромашзавод (ЭМЗ) | + | ||||
| Вильнюс. з-д электросвароч. оборудования (ЗЭСО) | + | + | + | ||
| Владикавказ. электротехн. з-д | + | ||||
| Волжский автозавод (ВАЗ) | + | ||||
| Воронеж. з-д «Электроприбор» | + | ||||
| Вязем. электротехн. з-д (ЭТЗ) | + | ||||
| Гайск. з-д «Электропреобразователь» | + | + | |||
| Грузин. ЗЭСО | + | + | + | + | |
| Дагестан. ЭМЗ | + | ||||
| Ин-т сварки России | + | ||||
| Кахов. ЗЭСО | + | + | + | ||
| Киев. з-д средств автомат. управления | + | ||||
| Коканд. электромех. з-д | + | ||||
| Крым. электрорем. з-д | + | ||||
| Николаев. з-д «Кристалл» | + | + | |||
| Опыт. з-д СО ИЭС им. Е.О. Патона | + | ||||
| Псков. ЗЭСО | + | + | |||
| Ростов. з-д «Промавтоматика» | + | ||||
| Санкт-Петербург. з-д «Электрик» | + | + | + | ||
| Санкт-Петербург. фирма «ЭТА» | + | + | + | ||
| Санкт-Петербург. НПП «ФЕБ» | + | ||||
| Санкт-Петербург. ТОО «Техносвар» | |||||
| Ставропол. з-д «Линкор» | + | + | + | ||
| Степанаван. з-д ВЧЭО | |||||
| Ташкент. ЭМЗ | + | + | |||
| Новоутк. з-д «Искра» | + | + | + |
Окончание табл. 2
| Симферопол. з-д СЭЛМА | + | + | + | ||
| Фирма «Электромеханик» | + | + | |||
| Калининград. з-д «Электросварка» | + | ||||
| Харьков. з-д «Коммунар» | + | + | |||
| Харьков. ПП «Промэлектроремонт» | + | ||||
| Чебоксар. НПП «Технотрон» | + | + | |||
| Киев. НПП «Техноплазма» | |||||
| НИКИМТ | + | ||||
| Смоленская обл., г. Сафоново ООО «Завод сварочного оборудования «Кавик» | + | + | |||
| Рязанский государственный приборный завод | + | ||||
| ООО НПФ «Особые сварочные агрегаты», г. Москва | + | ||||
| ООО «Концерн «Энерготехника», г. Санкт-Петербург | + | ||||
| ООО «КСТ-АВИА», г. Москва | + | ||||
| Завод сварочного оборудования «Уралтермосвар», г. Екатеринбург | + | + | + | + | |
| ОАО «Симферопольский моторный завод» | + | + | + | + | |
| ОАО «Электромеханика», г. Ржев | + | + | + | ||
| ГУПП «Стандарт-С», г. Саратов | + | + | |||
| ОАО «Мультиплаз», г. Москва | + |
За рубежом наиболее известными производителями сварочных источников являются фирмы «Hobart», «Lincoln Electric», «Miller» (США), «Kloos», «Kiellberg» (Германия), «ESAB» (Швеция), «Kempi» (Финляндия), «Fronius» (Австрия) и др.
В перспективе как в России, так и за рубежом производство источников питания для сварки будет меняться в направлении увеличения номенклатуры, объемов выпуска выпрямителей и специализированных источников питания, особенно инверторных и транзисторных, и уменьшения доли выпуска трансформаторов и сварочных генераторов.
Дата добавления: 2017-11-21; просмотров: 5919;
Поиск по сайту
Узнать еще
- Arthropoda..Систематика.Насекомые.Морфология.Классификация.Медицинское значение.
- I. КЛАССИФИКАЦИЯ ПО ИСПОЛЬЗОВАНИЮ.
- I. Классификация углеводов.
- I.4. Классификация групп крови
- II. Основные задачи службы торговли и питания
- III.3. Классификация пород-коллекторов нефти и газа
- IV. Классификация в зависимости от локализации источника кровотечения
- IV. Классификация обязательств РК по международным договорам

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
