Общая характеристика систем регулирования сварочных дуг
Параметры режима горения дуги (I, Uд) определяются точкой пересечения внешней характеристики источника с характеристикой потребителя. При сварке неплавящимся электродом такой характеристикой является ВАХ дуги, соответствующая определенной ее длине и иным условиям.
При сварке плавящимся электродом ВАХ не может достоверно характеризовать дугу, поскольку ее длина вследствие расходования электрода подвержена значительным изменениям. В этом случае вместо ВАХ пользуются так называемыми линиями устойчивых режимов, представляющими собой зависимость между усредненными значениями тока и напряжения дуги в системе, образованной дугой и механизмом подачи электрода. Вид линии устойчивых режимов зависит от того, какая принята система регулирования дуги.
Назначение системы регулирования при сварке плавящимся электродом -обеспечить устойчивый стационарный (точнее, квазистационарный) процесс горения дуги в условиях непрерывного расходования электродного материала. Такой процесс возможен лишь при равенстве за достаточно продолжительный промежуток времени средних скоростей плавления и подачи электрода:
 . (2.1)
. (2.1)
Скорость плавления электрода является сложной функцией большого числа факторов, главные из которых – ток и напряжение горения дуги. С достаточной для практики точностью зависимость между скоростью плавления и параметрами горения дуги можно считать линейной:
 , (2.2)
, (2.2)
где ki – коэффициент саморегулирования по току, см/c·A; ku – коэффициент саморегулирования по напряжению, см/c·В.
В процессе сварки ток и напряжение дуги должны изменяться таким образом, чтобы обеспечивалось условие (2.1).
В технике автоматической дуговой сварки применяются, в основном, 2 вида систем регулирования:
– системы с зависимой от напряжения дуги скоростью подачи электрода;
– системы с независимой (постоянной) скоростью подачи электрода.
В системах первого типа электрод подается с тем большей скоростью, чем выше напряжение дуги. Предположим, что в некоторый момент времени в результате какого-либо случайного внешнего воздействия произошло нарушение равенства (2.1) так, что Vпл > Vэ. Это приведет к тому, что длина дуги будет увеличиваться, вызывая увеличение напряжения дуги, а значит и скорости подачи электрода. Увеличение скорости подачи будет происходить до тех пор, пока равновесие не восстановится. Если в результате нарушения равновесия Vпл < Vэ, напряжение дуги будет снижаться, что вызовет соответствующее снижение скорости подачи. Таким образом, данная система стремится поддерживать постоянным напряжение дуги.
Не вдаваясь в подробный анализ свойств системы, отметим, что линия устойчивых режимов для нее соответствует уравнению
 , (2.3)
, (2.3)
где Uр – задаваемое регулятором системы напряжение дуги, В; kP – коэффициент усиления системы, см/с·В.
Из (2.3) следует, что точность поддержания Uд тем выше, чем больше коэффициент усиления системы регулирования, т.е. чем она чувствительней. В частности, при kP → ∞ Uд = Uр = const, система обеспечивает инвариантность напряжения дуги от изменения тока. Поскольку это достигается за счет соответствующего воздействия на скорость подачи электрода, данную систему следует отнести к числу систем принудительного регулирования.
Эффективность систем с зависимой скоростью подачи электрода достаточно высока лишь в том случае, когда частота внешних воздействий, вызывающих нарушение равновесия, не является слишком высокой. В частности, при капельном переносе металла, сопровождающемся периодическими замыканиями с частотой в десятки герц и выше, такие системы оказываются неработоспособными.
В системах второго типа, используется свойство саморегулирования (самовыравнивания) дуги с плавящимся электродом. В этих системах скорость подачи электрода является постоянной и не зависит от параметров горения дуги.
В установившемся режиме Vэ = Vпл. Допустим, что это равновесие по какой-либо причине нарушилось, и теперь Vэ < Vпл. Вследствие удлинения дуги ее напряжение возрастет, а ток соответственно снизится, что согласно уравнению (2.2) вызовет уменьшение скорости плавления до восстановления равновесия. При Vэ > Vпл, наоборот, будет наблюдаться снижение напряжения дуги и увеличение тока, а значит скорость плавления электрода будет возрастать. Таким обрезом, при определенных условиях дуга сама, без какого-либо регулятора, способствует поддержанию устойчивого равновесия, вследствие чего систему с постоянной скоростью подачи электрода называют системой саморегулирования. Уравнение линии устойчивых режимов системы саморегулирования имеет вид
 . (2.4)
. (2.4)
Первый член в выражении (2.4) определяется лишь установленной скоростью подачи электрода и представляет собой как бы заданное значение сварочного тока:
 . (2.5)
. (2.5)
В таком случае величину  можно рассматривать как отклонение тока от заданного значения IЗ вызванное влиянием напряжения дуги. Очевидно, что это отклонение будет тем меньше, чем меньше величина ku. Поскольку для реальных условий отклонение обычно не превышает 5–10 % от заданного тока, можно считать, что система с независимой подачей электрода с некоторой точностью поддерживает неизменной величину сварочного тока.
можно рассматривать как отклонение тока от заданного значения IЗ вызванное влиянием напряжения дуги. Очевидно, что это отклонение будет тем меньше, чем меньше величина ku. Поскольку для реальных условий отклонение обычно не превышает 5–10 % от заданного тока, можно считать, что система с независимой подачей электрода с некоторой точностью поддерживает неизменной величину сварочного тока.
Линии устойчивых режимов рассмотренных систем регулирования, соответствующие уравнениям (2.3) и (2.4), показаны на рис. 2.1.
Системы с зависимой скоростью подачи электрода по причине их низкого быстродействия могут применяться лишь при сварке под слоем флюса, где частота капельного переноса металла относительно невелика. К числу систем, реализующих принцип зависимой подачи электрода, условно можно отнести также ручную дуговую сварку покрытыми электродами.
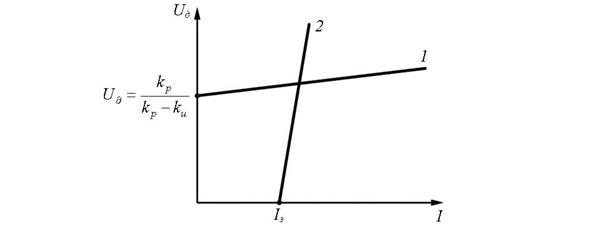
Рис. 2.1. Линии устойчивых режимов для системы с зависимой от напряжения дуги скоростью подачи электрода (1) и системы саморегулирования (2)
При оценке регулировочных свойств источников питания на практике обычно пользуются одной из стандартных форм записи уравнения (2.3):
Uд = 20 +0,04I для I < 600 А; (2.6)
Uд = 40 +0,005 для I ≥600 А. (2.7)
Системы саморегулирования применяются во всех случаях автоматической и полуавтоматической сварки в среде защитных газов, а также в ряде случаев при сварке под слоем флюса или порошковой проволокой. Поскольку коэффициенты саморегулирования сильно зависят от условий сварки (материала и сечения электрода, его вылета, состава защитной среды и т.д.), стандартной формы записи уравнения (2.4) не существует.
Дата добавления: 2017-11-21; просмотров: 2845;
Поиск по сайту
Узнать еще
- Arthropoda. Клещи. Систематика. Морфология. Медицинское значение.
- Arthropoda. Паукообразные. Систематика. Географическое распространение. Морфология. Скорпионы. Пауки. Медицинское значение.
- Arthropoda..Систематика.Насекомые.Морфология.Классификация.Медицинское значение.
- Arthropoda.Систематика.Блохи.Виды блох.Географическое распространение.Морфология,развитие,патогенное действие.Медицинское и эпидемиологическое значение.Меры борьбы.
- Arthropoda.Систематика.Мошки,мокрецы,слепни,оводы.Географическое распространение.Морфология,развитие,патогенное действие.Медицинское значение,меры борьбы.
- Arthropoda.Систематика.Тараканы и мухи.Географическое распространение.Основные представители.Морфология,развитие,патогенное действие.Медицинское знаение.Меры борьбы.
- Cимпатическая нервная система. Центральный и периферический отдел симпатической нервной системы.
- Cистеми числення і способи переведення чисел із однієї системи числення в іншу

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
