Электрические и энергетические характеристики шлаковой ванны
Электрическая сварка (ЭШС) основана на выделении тепла при прохождении тока через расплавленный шлак.
Электрошлаковую сварку выполняют в пространстве, ограниченном кромками свариваемых деталей и ползунами (рис. 1.26). Тепло, выделяющееся в шлаковой ванне при протекании тока Iш, расплавляет электрод и основной металл, в результате чего образуется металлическая ванна, при кристаллизации которой формируется сварной шов. Расстояние между электродом и металлической ванной lш связано с напряжением электрошлакового процесса Uш. Напряжение Uшчастично падает еще и на вылете электрода lв.
Основным преимуществом ЭШС является более равномерное, чем при дуговой сварке, перераспределение тепла по объему ванны, что особенно важно при сварке металла большой толщины. Поэтому она применяется для соединения деталей из стали, титана, алюминия и других материалов при толщине соединяемых деталей 50 мм и более.
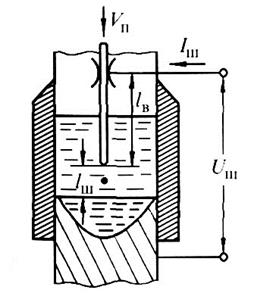
Рис. 1.26. Схема электрошлакового процесса
Широкое применение в промышленности находит и родственный ЭШС процесс – электрошлаковый переплав, позволяющий получать металлические слитки с очень низким содержанием примесей.
Большинство флюсов, применяемых при сварке и переплаве, электропроводны лишь в расплавленном состоянии. Поэтому для наведения шлаковой ванны сначала возбуждают дугу, которая расплавляет флюс, резко увеличивая его электропроводность. По мере увеличения объема расплавленного шлака он гасит дугу, в результате чего начинается электрошлаковый процесс.
Расплавленный флюс (шлак) содержит положительные (главным образом, металлические) ионы и отрицательные – ионы кислорода, фтора, алюмо- и кремнекислотные и т.п. Электропроводность шлака зависят от концентрации и подвижности этих ионов. Большей подвижностью обладает металлические ионы, поэтому доля тока положительных ионов больше, чем отрицательных.
С целью облегчения наведения электрошлакового процесса в состав некоторых флюсов вводят компоненты, сообщающие им электронную проводимость в твердом состоянии. Однако общим правилом является то, что электропроводность жидких флюсов имеет ионный характер. Поэтому удельная проводимость всех реальных шлаков резко возрастает с увеличением температуры (рис. 1.27).
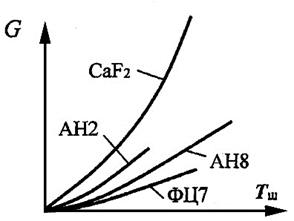
Рис. 1.27. Зависимость электропроводности некоторых шлаков от температуры
Сильная температурная зависимость проводимости шлака обусловливает нелинейность электрических свойств ванны. Ее статическая ВАХ в интервале рабочих температур имеет падающий характер, т.е. ρш < 0 (рис. 1.28). Однако в отличие от электрической дуги, нелинейность шлаковой ванны сказывается только при относительно медленных изменениях тока или напряжения.
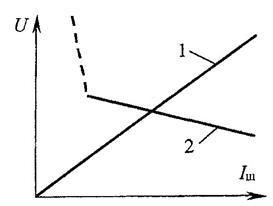
Рис. 1.28. Вольт-амперные характеристики электрошлакового процесса:
1 – динамическая; 2 – статическая
Поскольку в реальном процессе электрошлаковой сварки расстояние lш непостоянно, большой ценности статическая характеристика не имеет. Реальная связь тока и напряжения отражается так называемой вольт-амперной характеристикой устойчивой работы, получаемой при постоянной скорости подачи Vп электродной проволоки. В этом случае при увеличении напряжения источника, а следовательно, и Uшвозрастает тепловая мощность ванны и ее температура Тш. В результате электрод плавится быстрее и погружается в ванну на меньшую глубину, что приводит к увеличению расстояния lш, а следовательно, и увеличению сопротивления шлаковой ванны Rш. Поэтому увеличение напряжения источника почти не сопровождается ростом тока – вольт-амперная характеристика устойчивой работы Uш = f(Iш) при постоянной скорости подачи проволоки почти вертикальная.
Вследствие большой тепловой инерции ванны температура шлака и его проводимость в течение полупериода практически не изменяются, и между мгновенными значениями тока и напряжения сохраняется пропорциональная зависимость. Динамическая ВАХ шлаковой ванны представляет собой прямую, проходящую черев начало координат.
Если ЭШС ведется неплавящимся электродом (охлаждаемый медный или неохлаждаемый графитовый), проводимость ванны зависит от полярности тока.
Когда неплавящийся электрод является катодом, проводимость ванны больше, чем при обратном направлении тока. Эта разница так значительна, что устойчивый электрошлаковый процесс при неплавящемся электроде–аноде получается только при высоком напряжении на ванне и крутопадающей характеристике источника питания. При переменном токе обнаруженное явление вызывает своеобразный вентильный эффект, в значительной степени зависящий от состава флюса, плотности тока и других факторов. Если электрод плавящийся, вентильный эффект проявляется слабо.
При использовании плавящегося электрода проводимость ванны зависит от скорости его подачи. Повышение скорости подачи вызывает увеличение поверхности контакта электрода со шлаком, вследствие чего возрастает мощность, отдаваемая ванне источником питания, а значит и температура шлака. Повышение температуры и сокращение расстояния между торцом электрода и металлической ванной приводит к росту проводимости и увеличению тока. Зависимость тока от скорости подачи является практически линейной.
Тепловая энергия, выделяющаяся в шлаковой ванне, расходуется на плавление металла (основного и электродного), флюса, а также отводится в виде потерь через материал изделия и охлаждаемые водой формирующие устройства. Часть тепла рассеивается излучением с зеркала шлаковой ванны.
Шлаковая ванна является менее концентрированным источником тепла, чем дуга, поэтому потери энергии путем теплоотвода в основной металл здесь выше, чем при дуговой сварке.
В стационарном режиме температура шлака устанавливается такой, при которой потери тепла равны энергии, поступающей в ванну от источника питания. Состояние равновесия будет устойчивым, если его случайное нарушение в сторону более высоких температур вызовет такую реакцию со стороны системы источник-ванна, при которой поступающая мощность снижается или возрастает в меньшей степени, чем расходуемая. Это вызовет охлаждение ванны, и через некоторое время равновесие будет восстановлено. Отклонение в сторону низких температур должно вызывать противоположную реакцию.
Условия устойчивого протекания электрошлакового процесса будут выполнены, если в течение длительного времени он существует непрерывно при заданных значениях тока и напряжения. Одним из возмущений является возможность появления дугового разряда между электродом и свободной поверхностью шлаковой ванны либо в глубине шлаковой ванны – между электродом и металлической ванной. Такой разряд обычно очень неустойчив, но его появление при электрошлаковой сварке приводит к образованию дефектов сварного шва. Для предупреждения дугового разряда сварку нужно вести в условиях, противоположных условиям, необходимым для устойчивого протекания дугового разряда. Сварку целесообразно вести в глубокой шлаковой ванне, на переменном токе, при низком напряжении холостого хода источника питания, с использованием шлаков, обладающих низкими стабилизирующими свойствами.
Вместе с тем для быстрого восстановления шлаковой ванны после ее случайного вытекания требуется достаточная устойчивость дугового разряда для ее восстановления при мелкой ванне и быстрое снижение его устойчивости при глубокой ванне.
Шлаковая ванна окружена металлом, которому она передает тепло. Часть тепла отводится формирующими устройствами и излучается в окружающее пространство. Зависимость количества тепла Qп, теряемого ванной, от ее температуры Тш до температуры плавления металла Тпл.мимеет практически линейный характер
(рис. 1.29). Дальнейшее повышение температуры Тш сопровождается более резким возрастанием мощности Qпм, что вызвано расплавлением части металла, контактирующего со шлаком. Расплавление кромок свариваемых деталей увеличивает поверхность контактирования шлака с металлом, поэтому значительная часть тепла поглощается металлом вследствие перехода его в жидкое состояние (скрытая теплота плавления). Кроме того, ванну охлаждает и электрод – за счет тепла Qэ, расходуемого на его нагрев и расплавление,
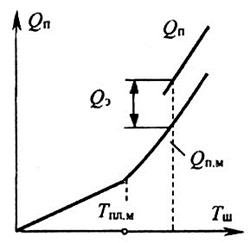
Рис. 1.29. Зависимость тепловой мощности Qп, теряемой шлаковой ванной, от ее температуры Тш
При постоянной скорости подачи электрода тепловую мощность Qп, необходимую для его расплавления, в первом приближении можно считать не зависящей от температуры шлака. При устойчивом процессе электрошлаковой сварки общая тепловая мощность
должна быть равна электрической мощности Wш:
 ,
,
нагревающей зону сварки. Для того чтобы выяснить характер изменения мощности Wш от температуры шлака, прежде всего необходимо установить, каким образом изменяется проводимость шлака Gш в промежутке между электродом и свариваемыми деталями (рис. 1.30).
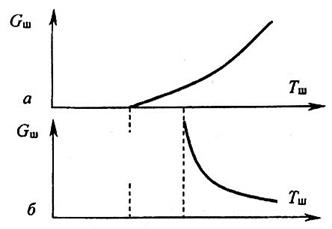
Рис. 1.30. Зависимость проводимости шлаковой ванны Gш от ее температуры Tш:
а – для неплавящегося электрода; б – для плавящегося электрода
Если считать, что электрод не плавится, то кривая повторяет по форме зависимость удельной проводимости шлака от температуры (рис. 1.30, а). При плавящемся электроде, подаваемом в зону сварки с постоянной скоростью, расстояние между торцом электрода и поверхностью металлической ванны зависит от температуры шлака. При низкой температуре требуемая для плавления электрода мощность может быть передана ему при большой поверхности контактирования металла со шлаком. С увеличением температуры эта поверхность сокращается, а глубина погружения электрода в шлак уменьшается. Благодаря этому повышение температуры шлака не влечет за собой возрастания проводимости Ош, как при неплавящемся электроде. И, наоборот, с увеличением температуры проводимость шлаковой ванны падает (рис. 1.30, б).
Для любого источника питания, применяемого для сварки, полезная мощность Wп в функции проводимости нагрузки Gнвыражается кривой, имеющей максимум (рис. 1.31), который соответствует равенству сопротивлений нагрузки и источника питания. Рабочий диапазон проводимости нагрузки для источника питания с пологопадающей внешней характеристикой лежит значительно левее максимума мощности, т. е. в той части кривой  , где между величинами Wп и Gннаблюдается почти пропорциональная зависимость.
, где между величинами Wп и Gннаблюдается почти пропорциональная зависимость.
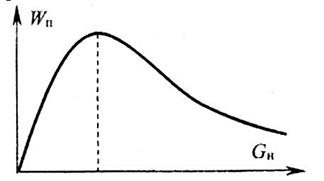
Рис. 1.31. Характер зависимости полезной мощности источника Wп питания
от проводимости нагрузки Gн
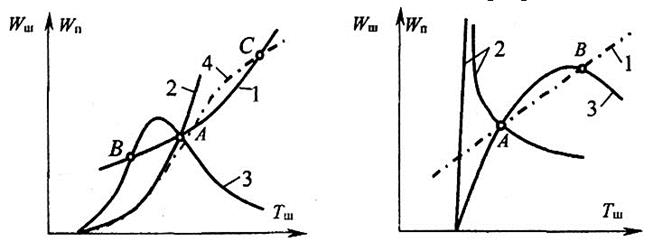
Рабочий диапазон проводимостей для источника питания с падающей характеристикой обычно охватывает область максимума и распространяется вправо от него. Учитывая это обстоятельство и характер кривых  , можно построить зависимость требуемой мощности в шлаковой ванне Wш от ее температуры Тш (рис. 1.32). Там же показаны зависимости полезной мощности шлаковой ванны от ее температуры . Точки пересечения А и В кривых 1...4 определяют возможные режимы работы шлаковой ванны.
, можно построить зависимость требуемой мощности в шлаковой ванне Wш от ее температуры Тш (рис. 1.32). Там же показаны зависимости полезной мощности шлаковой ванны от ее температуры . Точки пересечения А и В кривых 1...4 определяют возможные режимы работы шлаковой ванны.
а) б)
Рис. 1.32. Зависимости мощностей от температуры шлаковой ванны: а – сварка
неплавящимся электродом; б – сварка плавящимся электродом; 1 – ;
2 –  – источник питания с жесткой характеристикой; 3 – – то же, но с падающей характеристикой; 4 – – то же, но с пологопадающей
– источник питания с жесткой характеристикой; 3 – – то же, но с падающей характеристикой; 4 – – то же, но с пологопадающей
характеристикой
Очевидно, что режим может быть устойчивым, если его отклонение от равновесного состояния в сторону более высоких температур приводит к тому, что мощность Wш становится меньше мощности Wп. В результате ванна охлаждается, и режим восстанавливается. Отклонение в сторону низких температур должно приводить к обратному явлению: Wш > Wп . Тогда ванна будет нагреваться до тех пор, пока не установится равенство Wш = Wп.
Следовательно, условие устойчивости теплового режима ванны можно записать в виде неравенства, которое должно соблюдаться в точке, соответствующей равенству мощностей Wш = Wп:
 . (1.22)
. (1.22)
При неплавящемся электроде (рис. 1.32, а) условие устойчивости выполняется в точке А, если источники питания имеют падающую внешнюю характеристику. Источник питания с пологопадающей внешней характеристикой также позволяет получить устойчивый режим (точка С), но в ограниченном интервале температур и при перегретой шлаковой ванне. В случае очень жесткой внешней характеристики источника питания и малом сопротивлении цепей устойчивое тепловое состояние шлаковой ванны не достижимо из-за значительного перегрева ванны.
Таким образом, в рассмотренном случае целесообразно применять источники питания с падающими вольт-амперными характеристиками, поскольку они позволяют получить устойчивый тепловой режим ванны в широком интервале температур.
Для электрошлаковой сварки используются главным образом плавящиеся металлические электроды. В данном случае (рис. 1.32, б)устойчивое тепловое состояние шлаковой ванны получается при жестких и пологопадающих внешних характеристиках источника питания, т. е. в тех случаях, когда сопротивление шлаковой ванны больше сопротивления источника питания. При этом максимум мощности Wшлежит левее рабочей точки.
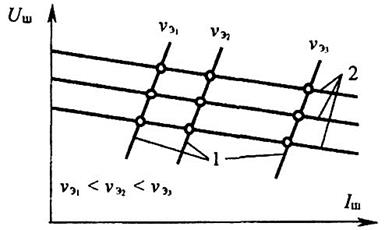
Рис. 1.33. Линии устойчивой работы аппарата для электрошлаковой сварки с
постоянной скоростью подачи электродной проволоки (1) при пологопадающих
характеристиках источника питания (2)
При постоянной скорости подачи электродной проволоки и использовании источников питания с жесткими и пологопадающими внешними характеристиками устойчивый режим сварки может протекать в широком диапазоне изменений падений напряжения в шлаковой ванне Uшпри почти постоянном токе Iш в ней. Типичные зависимости Uшот Iш для электрошлаковой сварки  – так называемые линии устойчивой работы – по своей форме подобны кривым устойчивой работы, соответствующим дуговой сварке (рис. 1.33).
– так называемые линии устойчивой работы – по своей форме подобны кривым устойчивой работы, соответствующим дуговой сварке (рис. 1.33).
2. Регулирование режима и основные параметры
источников питания для электродуговой сварки
Дата добавления: 2017-11-21; просмотров: 2456;
Поиск по сайту
Узнать еще
- I. Назначение унифицированных газозарядных станций и основные тактико-технические требования, предъявляемые к ним.
- II. Физические характеристики участников коммуникации
- III. Энцефалиты, вызванные медленными инфекциями
- U – образные и рабочие характеристики синхронного двигателя
- U – образные характеристики синхронного генератора
- U-образные характеристики
- VI. Биоэнергетические принципы аналитической терапии
- XIII. ЭНЕРГЕТИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
