Способы регулирования режима сварки
Для настройки необходимого режима горения дуги источник питания содержит регулятор, позволяющий получить некоторое семейство внешних характеристик. Если внешняя характеристика так или иначе задана, то параметры горения дуги в установившемся режиме могут быть определены решением системы уравнений

при Uи = Uд.
Уравнение внешней характеристики источника в общем виде может быть записано следующим образом:
 , (2.8)
, (2.8)
где ZЭ – эквивалентное внутреннее сопротивление источника. Символическая форма записи уравнения (2.8) принята для того, чтобы оно было справедливо как для постоянного, так и для переменного тока. В установившемся режиме Uи = Uд поэтому из (2.8) получим
 ;
;  . (2.9)
. (2.9)
Из (2.9) следует, что регулирование тока или напряжения дуги может осуществляться как изменением напряжения холостого хода, так и внутреннего сопротивления источника.
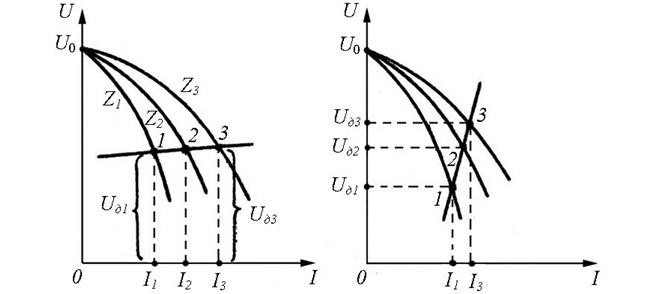
На рис. 2.2. показано семейство крутопадающих внешних характеристик источника, соответствующих некоторому постоянному значению внутреннего сопротивления. Изобразив на этом же графике линию устойчивых режимов для системы с зависимой скоростью подачи электрода, получим точки пересечения 1, 2, 3, координаты которых дают параметры режима горения дуги – I1, Uд1; I2,Uд2; I3, Uд3.
Следует обратить внимание на то, что регулирование напряжения холостого хода вызывает довольно значительные изменения тока, но мало влияет на величину напряжения дуги. Это обстоятельство объясняется свойством данной системы поддерживать заданное напряжение дуги.
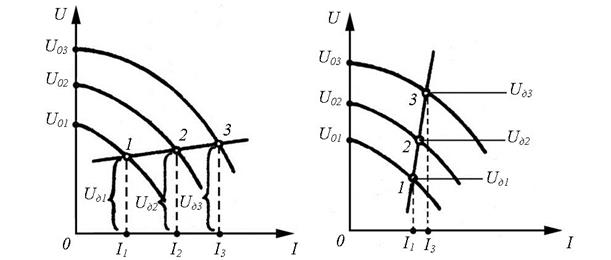
а) б)
Рис. 2.2. Регулирование режима изменением напряжения холостого
хода источника (ZЭ =соnst)
В саморегулирующейся системе точки, характеризующие режимы горения дуги, получаются при пересечении внешних характеристик с линией устойчивых режимов для этой системы (рис. 2.2, б). Поскольку, как уже указывалось, влияние напряжения дуги на скорость плавления не очень велико, линия устойчивых режимов обычно имеет большой наклон, и ток при перестройке источника изменяется незначительно. В то же время напряжение горения дуги может изменяться в довольно значительных пределах.
Можно показать, что относительные изменения тока (рис. 2.2, а) или напряжения дуги (рис. 2.2, б) практически равны относительному изменению напряжения холостого хода источника, причем меньшим значениям тока (напряжение дуги) соответствуют и меньшие значения напряжения холостого хода. В случае сварки на постоянном токе при этом могут возникнуть затруднения в начальном возбуждении дуги на нижнем участке диапазона регулирования (область малых токов). Если сварка производится на переменном токе, возможности регулирования режима изменением напряжения холостого хода очень ограничены необходимостью соблюдения условия непрерывности тока (см. выражение 1.20). По этим причинам в источниках с крутопадающими характеристиками способ регулирования режима изменением только напряжения холостого хода практически не применяется.
Рассмотрим теперь другой способ регулирования, основанный на изменении внутреннего сопротивления источника (рис. 2.3). В этом случае напряжение холостого хода не изменяется, и его выбирают, исходя из условия обеспечения устойчивости начального и повторных возбуждений дуги во всём диапазоне регулирования.
а) б)
Рис. 2.3. Регулирование режима изменением внутреннего сопротивления
источника (U0 = const)
Необходимость изменения внутреннего сопротивления в больших пределах для перекрытия требуемого диапазона регулирования в некоторых случаях может привести и существенному усложнению регулирующего органа, а также увеличению массы, габаритов и стоимости источника. Поэтому в большинстве случаев целесообразно применять комбинированный способ регулирования. При этом весь диапазон разбивают на 2 или более ступеней с различными значениями напряжения холостого хода, в пределах которых плавно изменяют величину внутреннего сопротивления (рис. 2.4).
Возможна и другая разновидность способа, нашедшая применение в сварочных генераторах постоянного тока, когда ступенчато изменяется величина внутреннего сопротивления, а плавно – напряжение холостого хода.
В обоих случаях важно, чтобы пределы регулирования ступеней на небольшом участке взаимно перекрывались.
Возвращаясь к рис. 2.2 и 2.3, можно заметить, что независимо от способа регулирования источника питания в системе с зависимой от напряжения дуги скоростью подачи электрода изменяется величина сварочного тока, тогда как напряжение дуги остается почти неизменным. Напротив, в системе с независимой скоростью подачи электрода регулирование режима перестройкой источника приводит к изменению, главным образом, напряжения дуги.
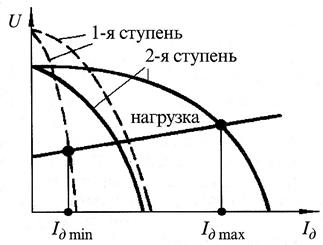
Рис. 2.4. Комбинированное регулирование режима
Для изменения напряжения дуги в первом случае следует изменить величину задаваемого регулятором напряжения (UP), а для изменения тока во втором – скорость подачи электрода (Vэ). Иначе говоря, эти составляющие режима горения дуги регулируются не со стороны источника питания, а со стороны автомата.
У источника питания с жесткой или близкой к ней пологопадающей внешней характеристикой, его внутреннее сопротивление относительно небольшое. Естественно, что возможности регулирования режима горения дуги изменением внутреннего сопротивления здесь весьма ограничены, и единственным способом воздействия на дугу со стороны источника является изменение его напряжения холостого хода (рис. 2.5).
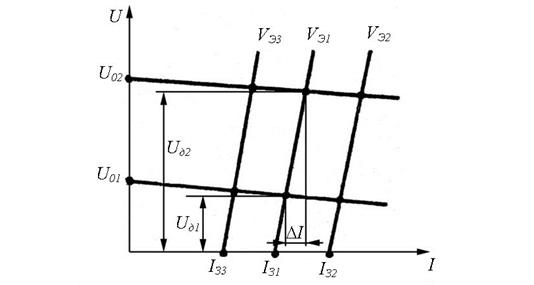
Рис. 2.5. Регулирование режима при питании дуги от источника с пологопадающими внешними характеристиками (VЭ2 > VЭ1 > VЭ3)
Поскольку источники с жесткими и пологопадающими внешними характеристиками применяются лишь в системах с независимой подачей электрода, регулирование их напряжения холостого хода ведет к изменению напряжения дуги, не изменяя существенно величины сварочного тока. Напряжение горения дуги тем меньше отличается от напряжения холостого хода, чем «жестче» характеристика источника. Величину сварочного тока регулируют, изменяя скорость подачи электрода: в соответствии с выражением (2.5) при этом изменится величина заданного тока, а линия устойчивых режимов сместится вправо (если Vэ увеличить) или влево.
В ряде случаев для облегчения возбуждения дуги параллельно с основным источником включают маломощный вспомогательный с увеличенным напряжением холостого хода и крутопадающей внешней характеристикой. Результирующая внешняя характеристика имеет характерный вид и получила название «штыковой» (рис. 2.6).
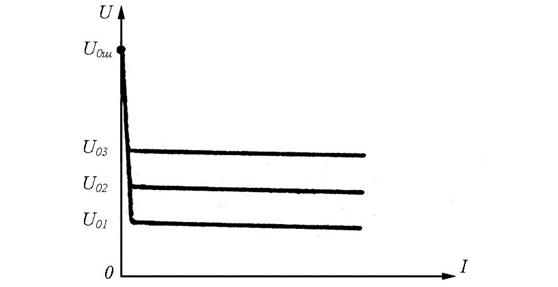
Рис. 2.6. Семейство «штыковых» внешних характеристик с пологопадающим
рабочим участком
Дата добавления: 2017-11-21; просмотров: 4232;
Поиск по сайту
Узнать еще
- I. Демократия как тип политического режима.
- I. Способы представления переменного синусоидального тока и напряжения.
- I.Y.II. ПРОФЕССИЯ «ЭЛЕКТРОСВАРЩИК РУЧНОЙ СВАРКИ»
- MS Word. Выделение текста. Понятие фрагмента текста. Способы форматирования фрагментов, работа с фрагментами (копирование, удаление, перемещение).
- SCREEN номер режима
- V. СПОСОБЫ ПОЛУЧЕНИЯ И ХИМИЧЕСКИЕ СВОЙСТВА АЦЕТИЛЕНОВЫХ И ДИЕНОВЫХ УГЛЕВОДОРОДОВ
- VII. Риски и способы их минимизации
- Yandex_direct_print() Теплоизоляция - требования, способы крепления

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
